一种磨砂编织布的生产装置的制作方法
1.本实用新型涉及编织袋加工技术领域,具体涉及一种磨砂编织布的生产装置。
背景技术:
2.现有的二合一编织袋,其通常借助淋膜设备在编织布的两面淋膜,但得到的编织布表面光滑,容易在编织袋堆叠时发生滑包;现有的做法是额外采用涂覆装置,在编织袋表面涂覆防滑涂层,但该加工不仅需要额外的设备和加工原料,还增加了一道工序,降低了生产效率,增大了生产成本。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种磨砂编织布的生产装置。
4.本实用新型的目的通过下述技术方案实现:一种磨砂编织布的生产装置,包括第一压合辊、第二压合辊、第一冷却辊、第二冷却辊、第一淋膜装置、第二淋膜装置、以及沿编织布的输送方向依次设置的放卷辊、第一导向组件、第一磨砂辊、第一冷却组件、第二导向组件、第二磨砂辊、第二冷却组件、第三导向组件和收卷辊;所述第一冷却辊、第一压合辊和第一磨砂辊依次抵靠,所述第二冷却辊、第二压合辊和第二磨砂辊依次抵靠,所述第一淋膜装置用于对所述第一压合辊和第一磨砂辊之间的编织布淋膜,所述第二导向组件用于引导编织布未淋膜的一面朝向所述第二淋膜装置,所述第二淋膜装置用于对所述第二压合辊和第二磨砂辊之间的编织布淋膜。
5.优选的,所述第一导向组件包括第一导向辊、第二导向辊、第三导向辊和第四导向辊,所述放卷辊、第一导向辊、第二导向辊、第三导向辊、第四导向辊和第一磨砂辊沿编织布的输送方向依次设置。
6.优选的,所述生产装置还包括设置于第一导向辊和第二导向辊之间的张力调节组件。
7.优选的,所述张力调节组件包括张力导辊以及与张力导辊抵靠的第三压合辊,所述编织布沿所述张力导辊和第三压合辊之间输送。
8.优选的,所述第一压合辊、第二压合辊和第三压合辊均为胶辊。
9.优选的,所述第一磨砂辊和第二磨砂辊均为磨砂钢辊。
10.优选的,所述第一磨砂辊的表面细度和第二磨砂辊的表面细度均为60-120目。
11.优选的,所述第二导向组件包括第五导向辊、第六导向辊、第七导向辊和第八导向辊,所述第三导向组件包括第九导向辊和第十导向辊;所述第一冷却组件、第五导向辊、第六导向辊、第七导向辊、第八导向辊、第二磨砂辊、第二冷却组件、第九导向辊、第十导向辊和收卷辊沿编织布的输送方向依次设置。
12.优选的,所述第一冷却组件包括第三冷却辊、第四冷却辊和第五冷却辊,所述第二冷却组件包括第六冷却辊和第七冷却辊;所述第一磨砂辊、第三冷却辊、第四冷却辊、第五
冷却辊、第二导向组件、第二磨砂辊、第六冷却辊、第七冷却辊和第三导向组件沿编织布的输送方向依次设置。
13.本实用新型的有益效果在于:本实用新型的磨砂编织布的生产装置,使用时,编织布由放卷辊放出,在第一导向组件引导下,输送至第一磨砂辊,通过第一淋膜装置淋膜、第一冷却辊对第一压合辊降温、以及第一压合辊与第一磨砂辊降温压合磨砂,实现在编织布淋膜过程中同时对淋膜料磨砂定型,借助第一冷却组件进一步冷却定型,再由第二导向组件引导编织布将未淋膜的一面朝向第二淋膜装置,编织布在经第二磨砂辊时通过第二淋膜装置淋膜、第二冷却辊对第二压合辊降温、以及第二压合辊与第二磨砂辊降温压合磨砂,从而使编织布具有双面磨砂效果,然后经第二冷却组件冷却定型、第三导向组件导向,最后由收卷辊收卷用于下一工序;该生产装置避免了额外增加防滑涂料涂覆设备,降低了生产成本,提高了生产效率,且得到的磨砂编织布由于磨砂面本身摩擦系数较传统二合一编织布的更大,防滑效果更好。
附图说明
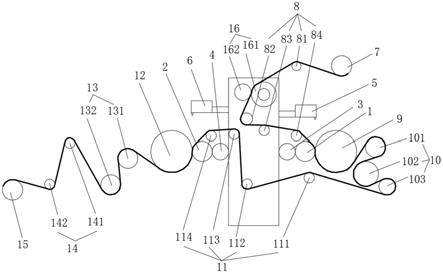
14.图1是本实用新型的结构示意图;
15.附图标记为:1、第一压合辊;2、第二压合辊;3、第一冷却辊;4、第二冷却辊;5、第一淋膜装置;6、第二淋膜装置;7、放卷辊;8、第一导向组件;81、第一导向辊;82、第二导向辊;83、第三导向辊;84、第四导向辊;9、第一磨砂辊;10、第一冷却组件;101、第三冷却辊;102、第四冷却辊;103、第五冷却辊;11、第二导向组件;111、第五导向辊;112、第六导向辊;113、第七导向辊;114、第八导向辊;12、第二磨砂辊;13、第二冷却组件;131、第六冷却辊;132、第七冷却辊;14、第三导向组件;141、第九导向辊;142、第十导向辊;15、收卷辊;16、张力调节组件;161、张力导辊;162、第三压合辊。
具体实施方式
16.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
17.如图1所示,一种磨砂编织布的生产装置,包括第一压合辊、第二压合辊、第一冷却辊、第二冷却辊、第一淋膜装置、第二淋膜装置、以及沿编织布的输送方向依次设置的放卷辊、第一导向组件、第一磨砂辊、第一冷却组件、第二导向组件、第二磨砂辊、第二冷却组件、第三导向组件和收卷辊;所述第一冷却辊、第一压合辊和第一磨砂辊依次抵靠,所述第二冷却辊、第二压合辊和第二磨砂辊依次抵靠,所述第一淋膜装置用于对所述第一压合辊和第一磨砂辊之间的编织布淋膜,所述第二导向组件用于引导编织布未淋膜的一面朝向所述第二淋膜装置,所述第二淋膜装置用于对所述第二压合辊和第二磨砂辊之间的编织布淋膜。
18.该磨砂编织布的生产装置,使用时,编织布由放卷辊放出,在第一导向组件引导下,输送至第一磨砂辊,通过第一淋膜装置淋膜、第一冷却辊对第一压合辊降温、以及第一压合辊与第一磨砂辊降温压合磨砂,实现在编织布淋膜过程中同时对淋膜料磨砂定型,借助第一冷却组件进一步冷却定型,再由第二导向组件引导编织布将未淋膜的一面朝向第二淋膜装置,编织布在经第二磨砂辊时通过第二淋膜装置淋膜、第二冷却辊对第二压合辊降温、以及第二压合辊与第二磨砂辊降温压合磨砂,从而使编织布具有双面磨砂效果,然后经
第二冷却组件冷却定型、第三导向组件导向,最后由收卷辊收卷用于下一工序;该生产装置避免了额外增加防滑涂料涂覆设备,降低了生产成本,提高了生产效率,且得到的磨砂编织布由于磨砂面本身摩擦系数较传统二合一编织布的更大,防滑效果更好。所述第一淋膜装置和第二淋膜装置均为市面上有售的淋膜装置,在此仅作为应用。
19.在本实施例中,所述第一导向组件包括第一导向辊、第二导向辊、第三导向辊和第四导向辊,所述放卷辊、第一导向辊、第二导向辊、第三导向辊、第四导向辊和第一磨砂辊沿编织布的输送方向依次设置。
20.采用上述技术方案,以便于引导编织布输送。
21.在本实施例中,所述生产装置还包括设置于第一导向辊和第二导向辊之间的张力调节组件。
22.采用上述技术方案,调节编织布的张力,防止编织布输送过程中打滑影响磨砂处理效果。进一步的,所述张力调节组件包括张力导辊以及与张力导辊抵靠的第三压合辊,所述编织布沿所述张力导辊和第三压合辊之间输送;第三压合辊与张力导辊夹紧编织布,使的编织布被稳步输送,防止编织布打滑。
23.在本实施例中,所述第一压合辊、第二压合辊和第三压合辊均为胶辊。
24.采用上述技术方案,胶辊具有一定弹性,以便于配合后压合更紧密,防止编织布打滑。
25.在本实施例中,所述第一磨砂辊和第二磨砂辊均为磨砂钢辊。
26.采用上述技术方案,磨砂钢辊的硬度较大,编织布淋膜后借助第一压合辊与第一磨砂辊配合压合,更有利于使淋膜的编织布获得磨砂质感,且效果更好。
27.在本实施例中,所述第一磨砂辊的表面细度和第二磨砂辊的表面细度均为60-120目。
28.采用上述技术方案,更有利于使淋膜的编织布获得磨砂质感,且磨砂效果更好。单位“目”是指每英寸的砂粒数。
29.在本实施例中,所述第二导向组件包括第五导向辊、第六导向辊、第七导向辊和第八导向辊,所述第三导向组件包括第九导向辊和第十导向辊;所述第一冷却组件、第五导向辊、第六导向辊、第七导向辊、第八导向辊、第二磨砂辊、第二冷却组件、第九导向辊、第十导向辊和收卷辊沿编织布的输送方向依次设置。
30.采用上述技术方案,编织布通过第五导向辊、第六导向辊、第七导向辊和第八导向辊引导编织布未淋膜的一面朝向所述第二淋膜装置;第九导向辊和第十导向辊以便于引导编织布送入收卷辊收卷。
31.在本实施例中,所述第一冷却组件包括第三冷却辊、第四冷却辊和第五冷却辊,所述第二冷却组件包括第六冷却辊和第七冷却辊;所述第一磨砂辊、第三冷却辊、第四冷却辊、第五冷却辊、第二导向组件、第二磨砂辊、第六冷却辊、第七冷却辊和第三导向组件沿编织布的输送方向依次设置。
32.采用上述技术方案,采用第三冷却辊、第四冷却辊和第五冷却辊进行三级冷却,使编织布的温度逐渐下降,冷却定型效果更好;第六冷却辊和第七冷却辊以便于对编织布冷却定型,再经第三导向组件后由收卷辊收卷,即获得双面磨砂的编织布;在后续制作的编织袋,更有利于防滑。
33.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1