一种PCBA板涂胶载具的装载设备的制作方法
一种pcba板涂胶载具的装载设备
技术领域
1.本实用新型涉及装载设备,尤其是涉及一种pcba板涂胶载具的装载设备。
背景技术:
2.在移动终端产品的pcba板大批量生产过程中,需要对pcba板进行涂胶操作,以便后续将pcba板固定在产品的外壳中。为了确保精确的涂胶位置,在涂胶之前,需要把pcba板放置在涂胶载具中。
3.目前,大多厂家采用人工的方式完成上述过程,即移除开载具的上盖,然后将pcba板放置在载具的底盘上,接着重新组装上盖,最后进行涂胶工艺。
4.然而,人工处理的方式不仅效率较低,而且有时会出现上盖未安装牢固,或者pcba放置不到位的情况,进而影响后续涂胶工艺的工艺要求。
技术实现要素:
5.本实用新型技术方案是针对上述情况的,为了解决上述问题而提供一种pcba板涂胶载具的装载设备,所述装载设备包括:上料机构、两个载具传送机构、取料机械手、搬运模组和抓取机械手,所述取料机械手位于上料机构与搬运模组之间,所述搬运模组位于两个载具传送机构之间,所述抓取机械手位于搬运模组的正上方。
6.进一步,所述上料机构为两个,两个上料机构分别为在线式上料机构和离线式上料机构,所述在线式上料机构为上料传送带,所述离线式上料机构包括:托盘进料带、托盘升降架、托盘竖直滑台、托盘铲、托盘卸料气缸和托盘卸料带,所述托盘进料带位于托盘卸料带的正下方,所述托盘竖直滑台从托盘进料带延伸至托盘卸料带,所述托盘升降架设置在托盘竖直滑台上,所述托盘铲位于托盘竖直滑台的顶部,所述托盘卸料气缸的活塞杆水平布置,所述托盘铲与托盘卸料气缸的活塞杆形成固定。
7.进一步,所述装载设备还包括:上料ccd相机和放料ccd相机,所述上料ccd相机位于上料机构与搬运模组之间,所述放料ccd相机位于搬运模组的正上方。
8.进一步,所述载具传送机构包括:料架进料带、料架收料带、料架竖直滑台、载具推杆、推杆气缸和料架卸料带,所述料架进料带位于料架卸料带的正下方,所述料架竖直滑台从料架进料带延伸至料架卸料带,所述料架收料带设置在料架竖直滑台上,所述载具推杆位于料架竖直滑台的顶部,所述推杆气缸的活塞杆水平布置,所述载具推杆与推杆气缸的活塞杆形成固定。
9.进一步,所述取料机械手包括:四轴机械臂、取料支架、取料气缸和取料吸头,所述取料支架设置在四轴机械臂上,所述取料气缸与取料支架形成固定,所述取料气缸的活塞杆竖直布置,所述取料吸头与取料气缸的活塞杆形成固定。
10.进一步,所述取料机械手还包括:检测ccd相机,所述检测ccd相机与取料支架形成固定;所述装载设备还包括:不良品传送带,所述不良品传送带位于搬运模组的上方。
11.进一步,所述搬运模组包括:传送轨道、两个顶起装置和夹紧装置,两个顶起装置
位于传送轨道的下方,并且两个顶起装置沿传送轨道的延伸方向排列,所述夹紧装置设置在其中一个顶起装置上。
12.进一步,所述抓取机械手包括:抓取水平滑台、抓取支架、抓取气缸和抓取吸头,所述抓取支架设置在抓取水平滑台上,所述抓取气缸与抓取支架形成固定,所述抓取气缸的活塞杆竖直布置,所述抓取吸头与抓取气缸的活塞杆形成固定。
13.采用上述技术方案后,本实用新型的效果是:上述装载设备可以自动完成载具输入、上盖打开、pcba板放置、上盖安装以及载具输出的操作,大大提高了装载效率,并且可以确保上盖安装的牢固性以及pcba板放置位置的准确性。
附图说明
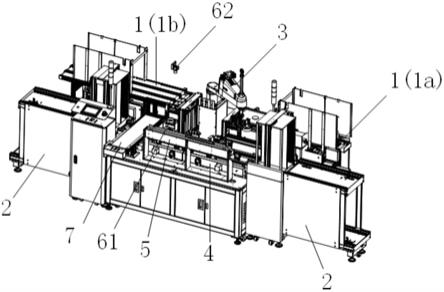
14.图1为本实用新型涉及的装载设备的示意图;
15.图2为本实用新型涉及的离线式上料机构的示意图;
16.图3为本实用新型涉及的载具传送机构的示意图;
17.图4为本实用新型涉及的取料机械手的示意图;
18.图5为本实用新型涉及的搬运模组的示意图;
19.图6为本实用新型涉及的抓取机械手的示意图。
具体实施方式
20.特别指出的是,本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定;“若干个”的含义是至少一个。本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
21.下面通过实施例对本实用新型技术方案作进一步的描述:
22.本实用新型提供一种pcba板涂胶载具的装载设备,如图1所示,装载设备包括:上料机构1、两个载具传送机构2、取料机械手3、搬运模组4和抓取机械手5,取料机械手3位于上料机构1与搬运模组4之间,搬运模组4位于两个载具传送机构2之间,抓取机械手5位于搬运模组4的正上方。
23.装载设备工作时,上料机构1输入pcba板,其中一个载具传送机构2输入载具,搬运模组4接收载具传送机构2所输入的载具,抓取机械手5将载具的上盖移除(即打开),取料机械手3将上料机构1输入的pcba板安装在载具的底盘上,接着抓取机械手5将载具的上盖重新合上,搬运模组4将载具传送至另一个载具传送机构2上,并进行输出。
24.在本实施例中,一个载具可同时放置多个pcba板,上料机构1可同时输入多个pcba板,并且取料机械手3同时可取出多个pcba板。
25.由此可见,上述装载设备可以自动完成载具输入、上盖打开、pcba板放置、上盖安装以及载具输出的操作,大大提高了装载效率,并且可以确保上盖安装的牢固性以及pcba板放置位置的准确性。
26.具体地,装载设备还包括:上料ccd相机61和放料ccd相机62,上料ccd相机61位于上料机构1与搬运模组4之间,放料ccd相机62位于搬运模组4的正上方。取料机械手3取料时,先经过上料ccd相机61,上料ccd相机61从下往上拍摄,获取pcba板的位置;放料ccd相机
62则从上往下拍摄,获取载具的定位槽的位置,根据上料ccd相机61和放料ccd相机62所拍摄图片的信息,可将pcba板准确地放置在载具的定位槽中。
27.具体地,上料机构1为两个,两个上料机构1分别为在线式上料机构1a和离线式上料机构1b,在线式上料机构1a为上料传送带,如图2所示,离线式上料机构1b包括:托盘进料带11、托盘升降架12、托盘竖直滑台13、托盘铲14、托盘卸料气缸15和托盘卸料带16,托盘进料带11位于托盘卸料带16的正下方,托盘竖直滑台13从托盘进料带11延伸至托盘卸料带16,托盘升降架12设置在托盘竖直滑台13上,托盘铲14位于托盘竖直滑台13的顶部,托盘卸料气缸15的活塞杆水平布置,托盘铲14与托盘卸料气缸15的活塞杆形成固定。
28.本实用新型的装载设备具有在线和离线两种模式,可以在生产线中进行连续加工,也可以脱离生产线进行单独加工。当装载设备处于在线模式时,在线式上料机构1a从上一工位的设备中接收pcba板;当装载设备处于离线模式时,工人把pcba板放置在托盘上,然后将托盘放入托盘进料带11,托盘进料带11将托盘传送至托盘升降架12,托盘竖直滑台13控制托盘升降架12上升至顶部,以供取料机械手3进行取料,取料后托盘卸料气缸15控制托盘铲14插进托盘底部,随后控制托盘铲14带动托盘退出托盘升降架12并进入托盘卸料带16,托盘卸料带16输出托盘。
29.具体地,如图3所示,载具传送机构2包括:料架进料带21、料架收料带22、料架竖直滑台23、载具推杆24、推杆气缸25和料架卸料带26,料架进料带21位于料架卸料带26的正下方,料架竖直滑台23从料架进料带21延伸至料架卸料带26,料架收料带22设置在料架竖直滑台23上,载具推杆24位于料架竖直滑台23的顶部,推杆气缸25的活塞杆水平布置,载具推杆24与推杆气缸25的活塞杆形成固定。
30.将载具层叠在料架20中,当载具传送机构2作为输入载具的机构时,料架收料带22接收来自料架进料带21输入的料架20,料架竖直滑台23控制料架收料带22上升,从而带动料架20上升,同时,推杆气缸25驱动载具推杆24将料架20中的载具逐个推出至搬运模组4,当料架20空载时,料架收料带22将料架20传送至料架卸料带26上,料架卸料带26输出料架20;当载具传送机构2作为输出载具的机构时,同样输入料架20并促使料架20上升,并且在上升过程中接收来自搬运模组4的载具,但推杆气缸25和载具推杆24不工作,当料架20满载时,输出料架20。
31.具体地,如图4所示,取料机械手3包括:四轴机械臂31、取料支架32、取料气缸33和取料吸头34,取料支架32设置在四轴机械臂31上,取料气缸33与取料支架32形成固定,取料气缸33的活塞杆竖直布置,取料吸头34与取料气缸33的活塞杆形成固定。通过四轴机械臂31可以控制取料吸头34在水平方向上进行多向移动,取料气缸33可以控制取料吸头34升降,取料吸头34可以吸住pcba板,从而完成取料和放料操作。
32.更具体地,结合图1和图4所示,取料机械手3还包括:检测ccd相机35,检测ccd相机35与取料支架32形成固定;装载设备还包括:不良品传送带7,不良品传送带7位于搬运模组4的上方。在取料之前,检测ccd相机35从上往下对pcba板进行拍摄,工人或者系统可以对pcba板的上表面进行识别,判断上一工序是否符合要求,若符合要求,则传送至搬运模组4,否则传送至不良品传送带7。
33.具体地,如图5所示,搬运模组4包括:传送轨道41、两个顶起装置42和夹紧装置43,两个顶起装置42位于传送轨道41的下方,并且两个顶起装置42沿传送轨道41的延伸方向排
列,夹紧装置43设置在其中一个顶起装置42上。工作时,传送轨道41接收其中一个载具传送机构2输入载具,首先传送至具有夹紧装置43的顶起装置42的上方,顶起装置42将夹紧装置43连同载具一起顶起,夹紧装置43夹紧载具,抓取机械手5将载具的上盖移除,顶起装置42将夹紧装置43连同载具一起降下,夹紧装置43释放载具,传送轨道41将载具传送至另一个顶起装置42上,顶起装置42将载具顶起,取料机械手3将pcba板放置在载具的底盘上,抓取机械手5将载具的上盖重新合上。
34.具体地,如图6所示,抓取机械手5包括:抓取水平滑台51、抓取支架52、抓取气缸53和抓取吸头54,抓取支架52设置在抓取水平滑台51上,抓取气缸53与抓取支架52形成固定,抓取气缸53的活塞杆竖直布置,抓取吸头54与抓取气缸53的活塞杆形成固定。通过抓取水平滑台51可以控制抓取吸头54在水平方向上进行单向移动,通过抓取气缸53可以控制抓取吸头54升降,抓取吸头54可以吸住上盖,从而完成开盖以及合盖的操作。
35.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1