深冷油气回收系统的制作方法
1.本发明属于油气回收技术领域,尤其涉及一种适用于石油化工行业装车尾气、罐区大小呼吸尾气等易产生高浓度挥发油气场所的深冷油气回收系统。
背景技术:
2.石油化工行业中,无论是罐区还是装车区的大小呼吸都会造成较为严重的油气排放问题,由于石油中许多成分极易挥发,饱和蒸汽压非常大,故泄漏的油气浓度往往都非常高,少则数万ppm,多则数十万ppm。如此大量且高浓度的油气排放不仅造成了严重的资源浪费,还给周围的环境造成了严重的破坏,甚至危害周边人们的身体健康。石油主要是由c4
‑
c12各族烃类组成,经检测,在石油化工厂产生油气废气的场所,存在较高浓度的c2
‑
c4。
3.针对油气污染的治理,目前较为常用的方法是回收法和燃烧法。其中
4.1.回收法,主要工艺为机械冷凝回收法和活性炭保安吸附法,是目前市面上最常见的冷凝回收法,原理是利用热力学第二定律,通过消耗机械能改变制冷剂的状态,在制冷剂循环状态变化过程中将热量从温度低的环境或者物体传递给温度高的物体或者物质,从而使温度高的物质降低温度,相态发生变化(气态变为液态),实现净化或者回收的目的。其造价成本较低,工艺简单。但存在诸多缺点:(1)能源介质消耗较大,主要消耗电和制冷剂,制冷剂往往对环境和人体都有危害;(2)制冷温度高,只能达到
‑
70~
‑
80℃,不足以使中小分子成分发生相变;(3)回收率低,由于机械制冷温度较高,导致其回收效率低,对于大分子成分回收率只有70%作用,对小分子成分的回收率则微乎其微,仅为20%左右;(4)活性炭消耗量大,由于机械冷凝回收效率低,导致后续的活性炭吸附荷载过大,很容易就吸附饱和,因此活性炭消耗量极大;(5)危废处理费用高,使用过的活性炭需要作为危废治理,处理费用高达7000
‑
8000元/t;(6)活性炭处理效率低,对于c2
‑
c5这种小分子成分,活性炭本身就不具备较好的吸附能力;(7)安全性能差,运行消耗大量的电,且运行过程中设备机身外部会产生较高的热量,机械运行可能会产生火花,因此在石油化工厂这种安全规范要求极高的场所需要谨慎;(8)处理能力有限,对于1000m3/h以上废气量的回收,效率会更低,回收的经济效益低;(9)占地面积非常大,由于系统设备本身的局限,不仅设备体积大,还需要在系统内各设备之间设置防火间距以满足防火要求。
5.2.燃烧法,主要工艺为在安全防火距离内设置火炬,把排放出的油气通过管道收集起来引入火炬直接燃烧。该法使用、简单造价低,但是燃烧会对大气造成二次污染,由于明火的存在,导致其安全性极低。目前许多地方已经明令禁止使用。
6.因此,亟需开发一种回收率高、安全性强的油气回收系统。
技术实现要素:
7.针对现有技术中存在的不足之处,本发明提供了一种回收率高,安全系数高的深冷油气回收系统。
8.本发明提供一种深冷油气回收系统,包括:
9.深冷系统,包括若干个并联设置的多级深冷换热装置,用于将油气进行冷凝液化,液化后的油气进入凝液罐;
10.吸附系统,包括活性炭吸附罐,将所述深冷系统中未被液化的油气进行吸附;
11.脱附系统,包括真空泵,将所述活性炭吸附罐上的油气解吸,解吸后的油气再次进入所述深冷系统进行再次冷凝回收;
12.其中,所述深冷系统的进气管上设置有气体加压装置,所述气体加压装置将油气的压强增加至0
‑
10mpa,使得所述深冷换热系统的油气处于低温、高压状态本技术方案中,由于气体加压装置的设置,使得深冷系统内的油气处于高压的状态,同时多级深冷换热系统的冷凝温度远低于普通换热器,在低温高压下,对c2
‑
c12各族烃类的回收率达到99%以上,极大地提高了油气的回收率。
13.在其中一些实施例中,所述多级深冷换热装置的冷凝介质为液氮,冷凝温度为
‑
170~
‑
190℃,该冷凝温度远低于机械冷凝的冷凝温度,极大地提高的油气的回收效率,解决轻烃治理困难的问题。
14.在其中一些实施例中,每个所述多级深冷换热系统包括串联设置的第一深冷换热器、第二深冷换热器、第三深冷换热器,液氮从所述第一深冷换热器流向所述第二深冷换热器,然后再流向所述第三深冷换热器。
15.油气在所述多级深冷换热装置中的流向与液氮的流向相反,油气从所述第三深冷换热器流向所述第二深冷换热器,然后再流向所述第一深冷换热器,所述气体加压装置设置在所述第三深冷换热器的进气管道上,油气的冷凝温度逐级降低,解决了轻烃治理困难的问题,油气的回收率得到极大地提升。
16.在其中一些实施例中,经所述多级深冷换热装置换热后气化的液氮,从所述第三换热器的出口经管道进入净化器,经所述净化器净化后的氮气进入氮气缓冲罐,所述氮气缓冲罐内的氮气进入所述活性炭吸附罐,对所述活性炭吸附罐内的活性炭进行降温,换热后气化的液氮仍然保持
‑
30℃~
‑
100℃的低温,活性炭吸附是一个升温过程,低温的液氮可以降低活性炭的温度,不仅提高了安全性,低温也可以一定程度上提高活性炭的吸附能力。
17.在其中一些实施例中,所述氮气缓冲罐内的氮气,可作为储油罐区的氮封气体,冷凝换热仅仅是个热量传递的过程,因此换热后的氮气不会受到任何污染,没有任何副产物,且温度较低,作为氮封气体,不仅提高了氮气的利用率,一定程度上提高了存取罐区的安全性。
18.在其中一些实施例中,所述氮气缓冲罐内的氮气经电加热器加热后为所述深冷系统进行除霜,增加系统的安全性。
19.在其中一些实施例中,经所述多级深冷换热系统冷凝后液化的油气进入凝液罐,所述凝液罐上设置有排气口,所述排气口出安装有压力调节阀,所述压力调节阀通过管道与所述多级深冷换热装置的入口相连,当所述凝液罐内的压力达到一些小分子气体的饱和蒸气压时,所述压力调节阀打开,凝液罐内的气体再次进入到所述深冷系统进行再次冷凝回收,进一步提高了油气的回收率。
20.在其中一些实施例中,所述第一深冷换热器,包括,
21.横向隔板,设置于所述第一深冷换热器的内部,将所述第一深冷换热器分为相互隔绝的上部液氮区和下部冷凝区;
22.竖向隔板,设置在所述横向隔板上,竖直向上延伸,将所述液氮区分为相互隔绝的左侧进液区和右侧出液区,所述进液区上方设置有液氮入口,所述出液区上方设置有液氮出口;
23.液氮分流管,设置于所述冷凝区内,其进液口位于所述进液区内,出液口位于所述出液区内;
24.靠近液氮出口的所述冷凝区上方设置有油气入口,靠近所述液氮入口的所述冷凝区上方设置有油气出口;
25.液化石油出口,设置于所述第一深冷换热器的底部,将冷凝液化后的液化石油经所述液化石油出口流入所述凝液罐;
26.所述第二深冷换热器和所述第三深冷换热器与所述第一深冷换热器结构相同。
27.在其中一些实施例中,所述冷凝区内均匀设置有若干u型的液氮分流管,所述液氮分流管的一端延伸进入所述进液区,且具有进液口,所述液氮分流管的另一端延伸进入所述出液区,且具有出液口,液氮分流管的u型结构,可以提高油气与液氮分流管的接触面积,延长液氮在换热器内部的停留时间,同时对油气有一定的引流作用,使得油气从油气入口流向油气出口。
28.在其中一些实施例中,所述深冷系统、所述吸附系统均设置于撬装底座上,且与所述撬装底座之间为可拆卸的连接,极大的提高了系统运输、维修、施工的灵活性。
29.1.基于上述技术方案,本发明的深冷油气回收系统,设置有气体加压装置,使得深冷系统内的油气处于高压的状态,同时多级深冷换热系统的冷凝温度
‑
170~
‑
190℃,该冷凝温度远低于机械冷凝的冷凝温度,在低温高压下,对c2
‑
c12各族烃类,尤其是轻烃,回收率达到99%以上,极大地提高了油气的回收率;
30.2.经深冷换热器换热后的气化的液氮可进行再次利用,引入活性炭吸附罐,可对活性炭进行降温,提高活性炭的吸附能力;同时可将氮气引入储油罐区作为氮封气体,提高了液氮的利用率;
31.3.凝液罐内的油气可再次进入回收系统,进行再次冷凝回收,一定程度上提高了油气的回收率;
32.4.深冷换热器内u型液氮分流管的设置,提高油气与液氮分流管的接触面积,延长液氮在换热器内部的停留时间,同时对油气有一定的引流作用,使得油气从油气入口流向油气出口;
33.5.整个深冷油气回收系统位于撬装底座上,便于拆卸,占用空间小,提高了系统运输、维修、施工的灵活性;
34.6.本发明的深冷油气回收系统在运行过程中不会产生高温,设备功率小,运行稳定,该系统从本质上讲是安全的,在整个系统内,各设备之间无需设置防火间距,只需预留出一定的操作空间即可,这也使得整套系统结构紧凑美观,占地面积小。
附图说明
35.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
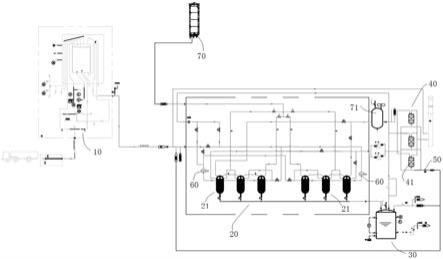
36.图1为本发明深冷油气回收系统的一个实施例的结构示意图;
37.图2为本发明深冷油气回收系统的一个实施例的深冷系统的结构示意图;
38.图3为本发明深冷油气回收系统的一个实施例的气化后液氮的流向结构示意图;
39.图4为本发明深冷油气回收系统的一个实施例的凝液罐的结构示意图;
40.图5为本发明深冷油气回收系统的一个实施例的第一深冷换热器的主视结构示意图;
41.图6为本发明深冷油气回收系统的一个实施例的第一深冷换热器的左视结构示意图;
42.图7为本发明深冷油气回收系统的一个实施例的第一深冷换热器的俯视结构示意图;
43.图8为本发明深冷油气回收系统的一个实施例的位于深冷系统的第一撬装底座的俯视图;
44.图9为本发明深冷油气回收系统的一个实施例的位于吸附系统的第二撬装的俯视图。
45.图中:
46.10、废气源;20、深冷系统;21、多级深冷换热装置;211、第一深冷换热器;2111、上封头;212、第二深冷换热器;213、第三深冷换热器;22、横向隔板;221、液氮区;222、冷凝区;23、竖向隔板;231、进液区;232、出液区;24、液氮入口;25、液氮出口;26、液氮分流管;27、油气入口; 28、油气出口;29、液化石油出口;30、凝液罐;40、吸附系统;41、活性炭吸附罐;50、脱附系统;51、真空泵;60、气体加压装置;70、液氮储罐; 71、氮气缓冲罐;72、液氮补充管道;73、净化器;74、电加热器;81第一撬装;82、第二撬装。
具体实施方式
47.下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而非全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.在本发明的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
49.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
50.如附图1~2所示,作为本发明示例性实施例,废气源10以装车区产生的废气为例,当储油罐放油装车时,液位会发生很大变化,储油罐内部会产生压力变化,储油罐上的呼吸阀会向外排出含有石油成分的油气,油气由管道在风机的作用下进入深冷油气回收系统。
51.深冷油气回收系统包括:深冷系统20、吸附系统40、和脱附系统50,深冷系统20,包
括若干个并联设置的多级深冷换热装置21,本实施例中包括两个并联的三级深冷换热装置,用于将油气进行冷凝液化,液化后的油气进入凝液罐30;吸附系统40,包括活性炭吸附罐41,将深冷系统20中未被多级深冷换热装置21冷凝液化的油气进行吸附;脱附系统50,包括真空泵51,将活性炭吸附罐41上的油气进行解吸,解吸后的油气再次进入回收管道,然后进入深冷系统20进行再次冷凝回收;
52.其中,深冷系统20的进气管上设置有气体加压装置,如图1所示,在油气进入三级深冷换热装置之前的管路上设置有气体加压装置60,将油气的压强增加至0
‑
10mpa,在本实施例中,气体加压装置60为空气加压机,压强选用0
‑
10mpa的范围,多级深冷换热装置21的冷凝温度远低于普通的机械换热器,在低温高压下,对c2
‑
c12各族烃类,尤其是轻烃,回收率达到99%以上,极大地提高了油气的回收率。
53.多级深冷换热装置21的冷凝介质为液氮,液氮来自液氮储罐70,液氮储罐70具备较好的保温性能,在液氮储罐70到深冷换热器之间的真空输送管道中,液氮可以最大限度的保温,液氮到达深冷换热器之后仍然保持液态。冷凝温度为
‑
170~
‑
196℃,该冷凝温度远低于机械冷凝的冷凝温度,极大地提高的油气的回收效率,解决轻烃治理困难的问题。
54.如图1所示,本实施例的多级深冷换热装置21为三级深冷换热器,包括串联设置的第一深冷换热器211、第二深冷换热器212、第三深冷换热器213,低温液氮从第一深冷换热器211流向第二深冷换热器212,然后再流向第三深冷换热器213;而油气即voc混合气在该三级深冷换热装置中的流向与液氮的流向相反,voc混合气从第三深冷换热器213流向第二深冷换热器212,然后再流向第一深冷换热器211,第三深冷换热器213、第二深冷换热器212、第一深冷换热器211的温度逐级降低,voc混合气的冷凝温度逐级降低,在解决了轻烃治理困难的问题,油气的回收率得到极大地提升。液氮在经过第一深冷换热器211和第二深冷换热器212冷凝换热后,其气化量会较大,为了保证第三冷凝换热器213的冷凝效果,第三深冷换热器213上连接液氮补充管道72,液氮补充管道72与液氮储罐70相连,可向第三深冷换热器213 补充液氮。
55.本实施例中的吸附系统40包括三个并联的活性炭吸附罐41,真空泵51 同时对上述三个活性炭吸附罐进行解吸。
56.如图1、3所示,经多级深冷换热装置21换热后气化的液氮,从第三换热器213的液氮出口进入经净化器73净化处理,然后进入氮气缓冲罐71,氮气缓冲罐71内的氮气经管道进入活性炭吸附罐41,氮气对活性炭吸附罐41 内的活性炭进行降温,换热后气化的液氮,虽然吸热气化,但仍然保持
‑
30℃~
‑
100℃的低温,活性炭吸附是一个升温过程,低温的氮气可以降低活性炭的温度,不仅提高了系统的安全性,低温也可以一定程度上提高活性炭的吸附能力。
57.如图3所示,氮气缓冲罐71内的氮气,还可以作为储油罐区的氮封气体,冷凝换热仅仅是个热量传递的过程,因此换热后的氮气不会受到任何污染,没有任何副产物,且温度较低,作为氮封气体,不仅提高了氮气的利用率,一定程度上提高了存取罐区的安全性。氮气缓冲罐71内的氮气经电加热器74 加热后为深冷系统20进行除霜,与常用的外部加热进行除霜相比,本实施例使用换热后的氮气加热吹扫除霜,增加了氮气的利用率,同时还提高了系统的安全性。
58.此外,本实施例中,氮气缓冲罐71内的氮气还可进入凝液罐30中,利用氮气的低温
使凝液罐30维持在一个较低的温度;高温会使凝液罐30内部已经凝结成液体的石油挥发,降低回收液的量,同时会导致凝液罐30内部蒸汽压过大而发生危险。氮气缓冲罐71内的氮气还可以用于控制该系统中的气动阀;同时还可以用做生产区的高压气体使用,最大程度的利用的液氮。
59.经多级深冷换热装置21冷凝后液化的油气进入凝液罐30,所述凝液罐 30上设置有排气口,排气口出安装有压力调节阀31,本实施例中的压力调节阀31为自力式压力调节阀,自力式压力调节阀通过管道与所述多级深冷换热装置的入口相连,凝液罐30的作用是接收深冷换热器内部液化的石油,石油的一些小分子饱和蒸汽压可达到0.25mpa,因此凝液罐需要设置排气口,当罐内压力过大时,罐内气体会自动进入到深冷系统20入口处,在确保凝液罐 30安全承压的前提下,再次回收排出的油气,进一步提高了油气的回收率。
60.多级深冷换热装置21的深冷换热器结构相同,在本实施例中,第一深冷换热器211、第二深冷换热212和第三深冷换热器213的结构相同,现以第一深冷换热器211为例,对换热器结构进行说明,如图5
‑
7所示,第一深冷换热器211的罐体内设置有横向隔板22,横向隔板22将第一深冷换热器211的内部空腔分为相互隔绝的上部液氮区221和下部冷凝区222;在横向隔板22 的上方设置有竖向隔板23,竖向隔板23竖直向上延伸至深冷换热器的上封头处2111,竖向隔板23将液氮区221分为相互隔绝的左侧进液区2211和右侧出液区2212,进液区2211上方设置有液氮入口24,出液区2212上方设置有液氮出口25;第一深冷换热器211还包括液氮分流管26,设置于冷凝区222 内,液氮分流管26的进液口261位于进液区231内,出液口262位于出液区 232内,为了便于液氮的流入和流出,进液口261和出液口262伸出横向隔板 22的距离0
‑
5cm。
61.液氮入口24的液氮的温度要低于液氮出口25处的液氨的温度,为了更好的对油气进行冷凝,靠近液氮出口25的冷凝区222上方设置有油气入口27,靠近液氮入口24的冷凝区22上方设置有油气出口28;第一深冷换热器211 的底部还设置有液化石油出口29,具体的在本实施例中,液化石油出口29 位于换热器底部的下封头2112的底部,冷凝液化后的液化石油经液化石油出口29流入凝液罐30;
62.如图5所示,在本实施例中,冷凝区内均匀设置有若干u型的液氮分流管26均匀分布在冷凝区222内,液氮分流管26的进液口261延伸进入进液区231,液氮分流管26另一端的出也口262延伸进入出液区232,液氮分流管26的u型结构,可以提高油气与液氮分流管26的接触面积,延长液氮在换热器内部的停留时间,同时对油气有一定的引流作用,使得油气从油气入口27流向油气出口28。
63.在本发明中,深冷换热器不仅具备换热的功能,由于气体加压装置60 的设置,因此深冷换热器也是个压力容器,具备一定的储液能力。因此,在设计上,内部液氮分流管道26和换热器外壳均需按照压力容器标准 (gb150
‑
2011)设计。
64.本发明的深冷换热器可以做成卧式、立式两种形式,内部的液氮分流管 26除了可做成上述的u型外,还可以做成c型,o型,s型,i型等(图中未示出),增加深冷介质和vocs的接触面积和停留时间的结构均可应用于本发明。
65.深冷系统20、所述吸附系统30均设置于撬装底座80上,与撬装底座80 之间为可拆卸的连接;如图8所示,为深冷系统20所在的第一撬装81,如图 9所示,为吸附系统40的第二撬装82。在本实施例中,整套系统可以做到任何一台设备、任何一个元件都可以放置在撬装
底座之上,且与撬装底座之间的连接为螺栓连接,方便拆卸;撬装底座结构简单,只需h型钢、连接板、钢板、螺栓即可;为了方便运输,撬装底座分成几个大小合适的部分,通过连接板连接,连接板的固定形式为螺栓固定,撬装底座80的引入极大的提高系统运输、维修、施工的灵活性。
66.在石油化工行业,防火间距一直是油气污染治理中最大的痛点之一。对于石油化工这种高要求高风险的行业,既要占地面积小,又要治理效率高,最重要的还需满足防火间距的工艺少之又少。本发明中脱附系统50采用真空泵进行真空脱附,真空脱附极大的提高了回收的经济效益,降低了活性炭的消耗量,同时降低了危废处理的费用。真空脱附可通过增设一台真空泵51即可实现,在真空泵51的防爆安全系数较高的情况下,真空脱附过程也是安全的。真空脱附利用降低压力,减小vocs分子与活性炭之间的作用力,实现活性炭再生的一个过程。活性炭将深冷系统20的冷凝阶段中没有完全回收的油气吸附,在确保排放达标的情况下,将冷凝尾气浓缩,再经过真空解吸,可以将浓缩数十倍甚至数百倍的油气再起引入液氮回收设备,进行再回收,最大限度的提高其回收率。同样,液氮作为冷凝介质取代机械冷凝也从设备机制上保证了系统的安全系数。
67.本发明的油气回收系统所涉及到的电气设施明显少于其他工艺,从液氮储罐70开始,到深冷换热器再到最后的活性炭吸附、真空脱附,主要用电设备仅为废气源10处的1台风机、脱附系统50的1台真空泵、装车时储油罐与车辆之间的1台油泵、控制整个系统运行的1套电控柜,均满足现场防爆要求。此外,电缆,气动阀等均满足防爆要求。该系统在运行过程中不会产生高温,设备功率小,运行稳定。因此该系统从本质上讲是安全的,在整个系统内,各设备之间无需设置防火间距,只需预留出一定的操作空间即可,这也使得整套系统结构紧凑美观,占地面积小。如1000m3/h废气量的回收系统,占地面积仅为7m*20m,而且随着处理气量的增加,占地面积并不会成比例增加,增幅较小。
68.传统的机械冷凝消耗的主要介质包括电、活性炭、制冷剂,能源介质消耗的费用远远大于冷凝回收的经济效益,因此整体下来净收益为负。而本发明的深冷油气回收系统,主要消耗的介质为液氮,其次是电,活性炭在吸附/ 真空脱附循环下使用寿命可达1
‑
2年。液氮在进行换热之后可用于冷却整个系统,而大部分热交换之后的氮气用于罐区的氮封,因此可以覆盖罐区氮封的用氮费用。电的使用主要为1台风机、1台真空泵、1台油泵、1套电控柜,总功率加起来在仅仅在10kw作用,因此耗电量较小。本工艺回收效率高,回收量大,1000m3/h废气量的处理系统每年的净收益可达上百万元。
69.为了进一步说明本发明所述的深冷油气回收系统的回收效果,在业主厂区进行多次油气回收实验。表1为使用业主原机械冷凝设备进行油气回收,平均回收率为64.4%,且在后续的活性炭吸附装置排气口检测到排放气体严重超标,含有较多未处理的烃类物质(包括c2
‑
c6烃类)。
[0070][0071]
表1机械冷凝
[0072]
表2为使用本发明图1所示的深冷油气回收系统,空气加压机不工作,此时第一深冷换热器的入口压力和第三深冷换热器的出口压力为部分气化的液氮的压力,经过三级冷凝换热器后油气平均回收率高达96.6%,在末端活性炭吸附罐检测到尾气浓度达标且含量较低,烃类成分大部分为c2
‑
c3。
[0073][0074]
表2本发明的深冷回收系统无增压条件
[0075]
表3为使用本发明图1所示的深冷油气回收系统,在2mpa增压条件下进行液氮冷凝回收实验,经过三级冷凝换热器后油气回收率高达91.7%,在末端活性炭吸附罐检测到尾气浓度达标器额含量低,烃类成分大部分为c2
‑
c3。
[0076]
[0077][0078]
表3本发明的深冷回收系统2mpa增压
[0079]
表4为使用本发明图1所示的深冷油气回收系统,在4mpa增压条件下进行液氮冷凝回收实验,经过三级冷凝换热器后油气回收率高达97.8%,在末端活性炭吸附罐检测到尾气浓度达标且含量非常低,烃类成分大部分为 c2
‑
c3。
[0080][0081]
[0082]
表4本发明的深冷回收系统4mpa增压
[0083]
表5为使用本发明图1所示的深冷油气回收系统,在6mpa增压条件下进行液氮冷凝回收实验,经过三级冷凝换热器后油气回收率高达99.1%,在末端活性炭吸附罐检测到尾气浓度达标且含量非常低,烃类成分大部分为 c2
‑
c3。
[0084][0085][0086]
表5本发明的深冷回收系统6mpa增压
[0087]
表6为使用本发明图1所示的深冷油气回收系统,在8mpa增压条件下进行液氮冷凝回收实验,经过三级冷凝换热器后油气回收率高达99.6%,在末端活性炭吸附罐检测到尾气浓度达标且含量非常低,烃类成分大部分为 c2
‑
c3。
[0088]
[0089][0090]
表6本发明的深冷回收系统8mpa增压
[0091]
表7为使用本发明图1所示的深冷油气回收系统,在10mpa增压条件下进行液氮冷凝回收实验,经过三级冷凝换热器后油气回收率高达99.8%,在末端活性炭吸附罐检测到尾气浓度达标且含量非常低,烃类成分大部分为 c2
‑
c3。
[0092][0093][0094]
表7本发明的深冷回收系统10mpa增压
[0095]
综上可知,本发明的深冷油气回收系统相对于机械冷凝,对油气的净化率和回收率是个非常大的提升,能够满足所有石油化工行业的油气回收及尾气排放标准。同时通过
增加深冷换热器内部的压力,可提高油气的回收率;由上述实验数据可以推断,当压力在0
‑
4mpa之间时,随着压力的提升,油气回收效率大幅度增加;当压力在4
‑
8mpa时,随着压力的提升,油气回收效率增加缓慢。因此,压力在2
‑
4mpa时,性价比更高。需要注意的是,本实验液氮管道及储罐保温设备仅为实验设备,保温等规格并不十分完善。若在实际应用中做好保温措施,回收率将会进一步提高。
[0096]
最后应当说明的是:本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0097]
以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所述领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1