一种激光雷达接收器校准装配设备的制作方法
1.本实用新型应用于雷达校准组装设备的技术领域,特别涉及一种激光雷达接收器校准装配设备。
背景技术:
2.在自动驾驶领域中需要通过传感器进行路况的识别,现采用的主要有车载摄像头、毫米波雷达和激光雷达等识别方案,无论是哪种传感器识别方案均需要保证传感器具有很高的识别精度,才能确保自动驾驶的正常实施。其中,激光雷达最基本的工作原理与无线电雷达没有区别,即由雷达发射系统发送一个信号,打到地面的树木、道路、桥梁和建筑物上,引起散射,经目标反射后被接收系统收集,通过测量反射光的运行时间而确定目标的距离。激光雷达的作用就是精确测量目标的位置、形状及状态,从而达到探测、识别、跟踪目标的目的。激光雷达主要由三部分组成,分别是主体、发射器以及接收器,在生产组装过程中需要将发射器和接收器均安装固定在主体上,其中由于接收器的作用是接收发射器发出的光束经过物体反射后的光束能量,成像效果需要把接收器尽可能贴合在主体结构上的镜头或成像孔处,保证成像质量。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种物料取放方便、遮光效果好、能够检测部件的放置状态、工作稳定可靠的激光雷达接收器校准装配设备。
4.本实用新型所采用的技术方案是:本实用新型包括遮光机架、治具夹紧移动机构、校准装配模组、点胶固化模组和点胶检测模组,所述治具夹紧移动机构包括设置在所述遮光机架内的安装底板、第一直线移动机构以及夹紧对接组件,所述第一直线移动机构、所述点胶固化模组以及所述点胶检测模组均固定在所述安装底板上,所述夹紧对接组件和所述校准装配模组均设置在所述第一直线移动机构的活动端上,所述校准装配模组、所述点胶固化模组和所述点胶检测模组均与所述夹紧对接组件配合,所述遮光机架上设置有与产品配合的通光孔。
5.由上述方案可见,通过设置所述遮光机架进行内外的光线阻隔,避免外界的光线干扰接收器的检测结果。由所述治具夹紧移动机构进行产品治具的装夹,以及带动产品治具依次移动经过所述点胶固化模组进行连接部位的点胶,通过所述校准装配模组进行接收器的取料和上电校准,上电后激光雷达的发射器发出光束穿过所述通光孔打在设置在所述遮光机架外部的标靶上,由接收器接收反射的光,对成像进行检测校准,再通过所述点胶固化模组在校准后进行胶液固化。通过所述点胶检测模组对胶液的溢胶状态进行拍照检测。
6.一个优选方案是,所述遮光机架远离所述通光孔的一端设置有物料进出口、遮光门板以及第二直线移动机构,所述遮光门板滑动配合在所述物料进出口处,所述第二直线移动机构固定在所述遮光机架上,所述遮光门板与所述第二直线移动机构的活动端连接。
7.由上述方案可见,所述物料进出用于将产品治具置入所述激光雷达接收器校准装配设备,通过设置所述遮光门板进行外界环境光的阻隔,确保测试过程中,接收器的成像不会受外界的环境光影响。通过设置所述第二直线移动机构带动所述遮光门板在所述遮光机架上作升降动作。
8.一个优选方案是,所述夹紧对接组件包括导向座、若干夹紧气缸以及产品治具,所述产品治具上设置有主体限位槽以及至少一个部件限位槽,所述部件限位槽通过独立的真空通道与所述主体限位槽连通,所述产品治具的底部设置有对应与所述真空通道连通的对接孔,所述导向座与所述产品治具的外缘配合并限位,所述导向座上设置有与所述对接孔相适配的真空吸盘,所述真空吸盘与外部的真空发生器连接,若干所述夹紧气缸与所述导向座配合将所述产品治具夹紧固定。
9.由上述方案可见,所述导向座用于对所述产品治具进行限位,通过所述夹紧气缸与所述导向座配合对所述产品治具进行夹紧限位,确保所述产品治具在校准装配过程中保持稳定,限位后通过所述真空吸盘与所述真空通道对接,进而对所述真空通道进行抽真空,通过对所述真空通道内的真空度进行检测判断接收器和主体的放置状态,确保接收器和主体均处于有效限位状态且存在物料的状态,防止物料放置倾斜导致无法取料或空料工作,保证设备的正常运行。
10.一个优选方案是,所述产品治具上对应设置有与所述部件限位槽配合的浮动按压组件,所述浮动按压组件包括推块、导向柱以及第一浮动弹簧,所述导向柱固定在所述产品治具上,所述推块滑动配合在所述导向柱上,所述第一浮动弹簧套设在所述导向柱上且与所述推块远离所述部件限位槽的一端配合,所述推块靠近所述部件限位槽的一端设置一对夹块,两个所述夹块的内侧呈圆角状,所述推块上还设置延伸块,所述产品治具上设置有与所述延伸块相适配的通孔,所述延伸块穿过所述通孔,所述导向座上设置有与所述延伸块配合的取料气缸。
11.由上述方案可见,所述第一浮动弹簧对所述推块施加推力,进而实现推动所述推块靠近所述部件限位槽对接收器进行按压固定,通过采用浮动机构提供压力防止接收器在夹紧限位的过程中受到损伤。接收器由于需要贴合在主体结构上,故在两侧的棱边设置倒角,通过倒角面作为点胶面,通过所述夹爪块与接收器上的倒角面配合,进而对接收器进行限位,同时利用倒角面与所述夹爪块的圆角配合,实现对接收器的姿态进行自动调整,使取料更精准。通过设置所述延伸块实现工作人员或机械手上料的过程中拉开所述推块,以及在自动化校准装配过程中,通过所述取料气缸带动所述推块移动,解除对接收器的限位,进而完成取料动作。
12.一个优选方案是,所述校准装配模组包括第三直线移动机构、三轴调整机构以及气爪,所述第三直线移动机构固定在所述第一直线移动机构的活动端上,所述三轴调整机构固定在所述第三直线移动机构的活动端上,所述气爪通过浮动组件浮动限位在所述三轴调整机构的活动端上。
13.由上述方案可见,通过所述气爪进行接收器的夹紧取料,以及在校准装配过程中进行接收器夹持。由于接收器在装配时需要贴合在主体结构上,故而无需调整俯仰以及左右倾角等参数,所述三轴调整机构用于带动所述接收器进行xyz三轴调整,进而调整发射器与激光雷达主体结构之间相对位置。所述三轴调整机构虽然移动的精度更高但移动速度
慢,通过设置所述第二直线移动机构带动所述三轴调整机构进行移动,使所述气爪在进行水平移动的过程中更快速,提高作业效率。通过设置所述浮动组件实现为接收器提供一个向前的推力,进而实现将接收器贴合在激光雷达的主体结构上。
14.进一步的优选方案是,所述气爪的两个夹爪的背部均设置有止位片,其中一个所述夹爪上设置有柔性垫块,另一个所述夹爪上设有光滑面。
15.由上述方案可见,通过设置所述止位片对接收器进行阻挡限位,为接收器提供一个向前的力,确保装配过程中接收器与主体结构贴合。通过在其中一个所述夹爪上设置所述柔性垫块提供足够的摩擦、形变空间以及缓冲,而在另一个所述夹爪上设置所述光滑面作为限位基准,同时避免对接收器的外观造成磨损。
16.进一步的优选方案是,所述浮动组件包括固定座、浮动板以及至少两根等高螺丝,所述固定座固定设置在所述三轴调整机构的活动端上,所述气爪固定在所述浮动板上,所述浮动板通过所述等高螺丝与所述固定座连接,所述等高螺丝上套设有第二浮动弹簧,所述第二浮动弹簧位于所述固定座与所述浮动板之间。
17.由上述方案可见,通过设置所述等高螺丝为所述浮动板提供导向和限位,确保连接在所述浮动板上所述气爪不会出现角度偏移以及接收器无法贴合在主体结构上的情况等。通过所述第二浮动弹簧提供推力,实现在进行装配的过程中推动接收器贴合在主体结构上。
18.一个优选方案是,所述点胶固化模组包括设置在所述安装底板上的点胶机构、校准标定机构以及固化机构,所述点胶机构包括依次连接的第四直线移动机构、竖直升降机构、旋转电机以及点胶阀,所述第四直线移动机构固定在所述安装底板上且位于所述治具夹紧移动机构的上方,所述第四直线移动机构垂直与所述第一直线移动机构的长度方向设置,所述旋转电机的输出轴平行于所述第四直线移动机构的长度方向。
19.由上述方案可见,所述点胶机构用于在激光雷达的主体结构上进行涂胶,在进行涂胶之前通过所述校准标定机构进行所述点胶阀姿态的调整以及坐标初始化,实现准确点胶。通过所述第四直线移动机构带动所述点胶阀进行x轴方向的平移,通过所述竖直升降机构带动所述点胶阀做竖直方向上的移动,由所述旋转电机带动所述点胶阀以所述旋转电机的轴线作转动,进而实现在对竖直面进行点胶时转动并以倾斜的姿态进行点胶,防止胶液黏连在所述点胶阀上,同时使胶液轨迹连续,进而完成在主体结构上竖直面的点胶,保证接收器的两个倒角面均能够通过胶水固定在主体结构上。
20.进一步的优选方案是,所述固化机构包括分别设置在所述第一直线移动机构两侧的一对照射组件,所述照射组件包括支架、伸缩气缸以及照射灯,所述伸缩气缸固定在所述支架上,所述照射灯固定在所述伸缩气缸的活动端上,所述照射灯上嵌入有呈线性分布的若干矩形灯珠。
21.由上述方案可见,通过设置所述支架进行所述伸缩气缸的安装,通过设置所述伸缩气缸实现带动所述照射灯进行伸出和缩回动作,进而避让所述治具夹紧移动机构,避免相互干涉。由于接收器上在两侧的倒角面进行点胶,使得胶液呈一字型分布,传统的uv灯灯珠照射的光斑呈圆形,无法照射到所有的胶液,容易导致固化不完全,通过采用线性分布的若干矩形灯珠实现光斑与胶液形状适配保证所有胶液均能够完全固化,保证装配质量
22.一个优选方案是,所述点胶检测模组包括第五直线移动机构以及第一工业相机,
所述第一工业相机固定在所述第五直线移动机构的活动端上,所述第五直线移动机构固定在所述安装底板上且垂直于所述第一直线移动机构的长度方向设置,所述校准装配模组上设置有与所述第一工业相机配合的光源。
23.由上述方案可见,所述第一工业相机用于对所述治具夹紧移动机构上激光雷达主体结构的边缘进行拍照检测,判断胶液是否超出溢胶极限。通过所述第四直线移动机构带动所述第一工业相机移动实现对主体结构的两个侧面均进行拍照检测。通过在所述校准装配模组上设置光源进行补光,进而确保所述第一工业相机能够准确的捕获胶液的状态和溢胶距离。
附图说明
24.图1是本实用新型第一视角的立体结构示意图;
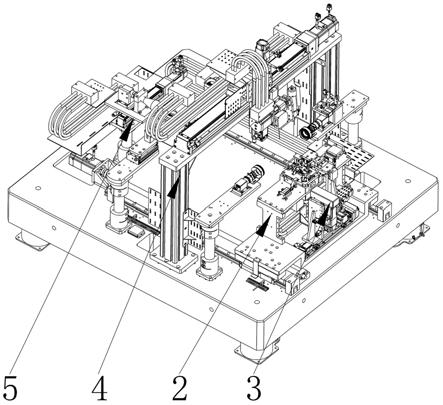
25.图2是本实用新型第二视角的立体结构示意图;
26.图3是所述遮光机架的立体结构示意图;
27.图4是所述夹紧对接组件的立体结构示意图;
28.图5是所述产品治具的立体结构示意图;
29.图6是所述产品治具的剖视图;
30.图7是所述校准装配模组的立体结构示意图;
31.图8是所述气爪和所述浮动组件的立体结构示意图;
32.图9是所述点胶机构的立体结构示意图;
33.图10是所述固化机构的立体结构示意图。
具体实施方式
34.如图1至图10所示,在本实施例中,本实用新型包括遮光机架1、治具夹紧移动机构2、校准装配模组3、点胶固化模组4和点胶检测模组5,所述治具夹紧移动机构2包括设置在所述遮光机架1内的安装底板201、第一直线移动机构202以及夹紧对接组件,所述第一直线移动机构202、所述点胶固化模组4以及所述点胶检测模组5均固定在所述安装底板201上,所述夹紧对接组件和所述校准装配模组3均设置在所述第一直线移动机构202的活动端上,所述校准装配模组3、所述点胶固化模组4和所述点胶检测模组5均与所述夹紧对接组件配合,所述遮光机架1上设置有与产品配合的通光孔101。
35.在本实施例中,所述遮光机架1远离所述通光孔101的一端设置有物料进出口、遮光门板以及第二直线移动机构,所述遮光门板滑动配合在所述物料进出口处,所述第二直线移动机构固定在所述遮光机架1上,所述遮光门板与所述第二直线移动机构的活动端连接。所述遮光机架1外九米的位置处设置有标靶,所述标靶正对所述通光孔101。
36.在本实施例中,所述夹紧对接组件包括导向座203、若干夹紧气缸204以及产品治具205,所述产品治具205上设置有主体限位槽206以及两个部件限位槽207,两个所述部件限位槽207分别通过独立的真空通道208与所述主体限位槽206连通,所述产品治具205的底部设置有对应与两个所述真空通道208连通的两个对接孔,所述导向座203与所述产品治具205的外缘配合并限位,所述导向座203上设置有与所述对接孔相适配的真空吸盘209,所述真空吸盘209与外部的真空发生器连接,若干所述夹紧气缸204与所述导向座203配合将所
述产品治具205夹紧固定。所述导向座203上的两端均铰接设置有压块,两个所述夹紧气缸204的活动端对应与两个所述压块铰接配合,所述夹紧气缸104伸出或缩回带动所述压块转动,进而实现压紧所述产品治具205。
37.在本实施例中,所述产品治具205上对应设置有与所述部件限位槽207配合的浮动按压组件,所述浮动按压组件包括推块210、导向柱211以及第一浮动弹簧,所述导向柱211固定在所述产品治具205上,所述推块210滑动配合在所述导向柱211上,所述第一浮动弹簧套设在所述导向柱211上且与所述推块210远离所述部件限位槽207的一端配合,所述推块210靠近所述部件限位槽207的一端设置一对夹块212,两个所述夹块212的内侧呈圆角状,所述推块210上还设置延伸块213,所述产品治具205上设置有与所述延伸块213相适配的通孔,所述延伸块213穿过所述通孔,所述导向座203上设置有与所述延伸块213配合的取料气缸214。
38.在本实施例中,所述产品治具205包括载板和产品放置板,所述产品放置板固定连接在所述载板上,所述主体限位槽206和所述部件限位槽207设置在所述产品放置板上。所述载板上还设有与所述主体限位槽206配合的扣压组件,所述扣合组件包括支撑块和盖板,所述支撑块固定在所述载板上,所述盖板铰接配合在所述支撑块上,所述盖板的铰接轴上设置扭簧,所述盖板远离铰接轴的一端设置卡扣,所述卡扣与所述支撑块上的卡槽配合,所述盖板上浮动设置有与产品配合的压头。由所述盖板实现带动所述压头靠近或远离激光雷达的主体结构,进而实现主体结构的限位和放开动作,通过采用浮动机构防止损伤主体结构。设置所述扭簧使所述盖板在解除限位后自动放开主体结构,便于取料,同时通过所述卡扣与所述支撑块配合实现所述盖板的限位,进而保持对主体结构的按压。
39.在本实施例中,所述载板上还设置有两组导通组件,所述导通组件包括固定在所述载板上的导通板以及连接在所述导通板上的软排线,所述软排线的末端设置有与产品配合的连接器。两组所述导通组件分别进行接收器和激光雷达的主体结构的连接,进行供电、通讯等。通过设置所述软排线实现校准安装过程中所述连接器具有较高的自由度,能够跟随发射器同步动作。所述夹紧对接组件还包括设置在所述导向座203下方的两组导通探针模组,两组所述导通探针模组分别与两块所述导通板对接导通。
40.在本实施例中,产品点胶的极限溢胶距离为0.3毫米,所述主体限位槽206的底面设置有与产品底部工艺孔配合的精定位销,所述主体限位槽206的周围均匀分布有若干粗定位销,所述粗定位销与安装在所述主体限位槽206内的产品端面之间的距离为0.4毫米。所述精定位销用于准确对主体结构进行限位。通过设置所述粗定位销便于作业人员放置主体结构的过程中进行对位,通过上述距离的设定保证后续拍照检测溢胶距离时,相机能够准确的捕抓到溢胶状态,不被所述粗定位销阻挡。
41.在本实施例中,所述校准装配模组3包括第三直线移动机构301、三轴调整机构302以及气爪303,所述第三直线移动机构301固定在所述第一直线移动机构202的活动端上,所述三轴调整机构302固定在所述第三直线移动机构301的活动端上,所述气爪303通过浮动组件浮动限位在所述三轴调整机构302的活动端上。所述三轴调整机构302由分别沿xyz轴设置的三组直线电机组成。
42.在本实施例中,所述气爪303的两个夹爪的背部均设置有止位片304,其中一个所述夹爪上设置有柔性垫块305,另一个所述夹爪上设有光滑面。
43.在本实施例中,所述浮动组件包括固定座306、浮动板307以及至少两根等高螺丝308,所述固定座306固定设置在所述三轴调整机构302的活动端上,所述气爪303固定在所述浮动板307上,所述浮动板307通过所述等高螺丝308与所述固定座306连接,所述等高螺丝308上套设有第二浮动弹簧,所述第二浮动弹簧位于所述固定座306与所述浮动板307之间。
44.在本实施例中,所述点胶固化模组4包括设置在所述安装底板201上的点胶机构、校准标定机构以及固化机构,所述点胶机构包括依次连接的第四直线移动机构401、竖直升降机构402、旋转电机403以及点胶阀404,所述第四直线移动机构401固定在所述安装底板201上且位于所述治具夹紧移动机构2的上方,所述第四直线移动机构401垂直与所述第一直线移动机构202的长度方向设置,所述旋转电机403的输出轴平行于所述第四直线移动机构401的长度方向。
45.在本实施例中,所述旋转电机403的活动端上还设置有与所述点胶阀404一体连接的激光测距仪,通过设置所述激光测距仪检测所述点胶阀404与所述产品治具205之间的距离,确保点胶的精准性。
46.在本实施例中,所述校准标定机构包括平行于所述第三直线移动机构401设置的一对第二工业相机、垂直于所述第四直线移动机构401设置的一对检测传感器以及微动触发按钮,所述第二工业相机、所述检测传感器以及所述微动触发按钮均与所述点胶阀404配合。一对所述第二工业相机分别设置在所述第一直线移动机构202的两侧,一对所述检测传感器以及所述微动触发按钮设置在其中一个所述可调支架上,两个所述检测传感器为相互配合的对射式光电传感器,所述微动触发按钮设置在两个所述检测传感器之间,进而实现快速校准。所述第二工业相机的镜头前设置有环形光源。
47.在本实施例中,所述固化机构包括分别设置在所述第一直线移动机构202两侧的一对照射组件,所述照射组件包括支架405、伸缩气缸406以及照射灯407,所述伸缩气缸406固定在所述支架405上,所述照射灯407固定在所述伸缩气缸406的活动端上,所述照射灯407上嵌入有呈线性分布的若干矩形灯珠。
48.在本实施例中,所述点胶检测模组5包括第五直线移动机构501以及第一工业相机502,所述第一工业相机502固定在所述第五直线移动机构501的活动端上,所述第五直线移动机构501固定在所述安装底板201上且垂直于所述第一直线移动机构202的长度方向设置,所述校准装配模组3上设置有与所述第一工业相机502配合的光源309。
49.本实用新型的工作原理:
50.首先,由作业员将完成发射器连接后装载有接收器和主体结构的所述产品治具205对位安装到所述导向座203上,接着将接收器和主体结构分别接上所述导通组件。
51.控制端获取所述真空通道208中的真空压力值,确认产品安装完成后,启动两个所述夹紧气缸204将所述产品治具205夹紧固定。
52.所述第一直线移动机构202动作将所述产品治具205移动至点胶工位,所述点胶阀404完成清胶和标定校准工序后,进行主体结构的安装面点胶形成一字型点胶轨迹,然后所述第一直线移动机构202启动至校准工位。
53.控制端通过所述导通探针模组为接收器和主体结构供电,所述三轴调整机构302与第三直线移动机构301配合驱动所述气爪303夹紧接收器,待所述取料气缸214启动并推
动所述推块210松脱后,所述气爪303将接收器移动至安装位,通过三轴调整机构302将接收器按压在主体结构的装配面上,使胶液与接收器接触,按压过程中所述第二浮动弹簧受力压缩并提供推力。激光雷达上的发射器发出光束穿过所述通光孔101打在所述遮光机架1外的标靶上,光束反射后由接收器接收,根据成像所述三轴调整机构302进行校准。完成校准后两组所述照射组件伸出进行照射使胶液固化。
54.待完成固化后,所述光源309打开,所述第一工业相机502分别对主体结构的两侧溢胶状态进行拍照检测,完成检测后复位并反馈产品的检测结果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1