物料加工设备及其应用的刮壁组件的制作方法
1.本技术涉及物料加工技术领域,特别是涉及一种物料加工设备及其应用的刮壁组件。
背景技术:
2.目前,诸如绞肉机、破壁机以及粉碎机等家用食物料理设备,食物容易粘附于设备杯体的内侧壁上,导致内侧壁上的食物无法得到充分加工,影响最终的加工效果。然而,目前的家用食物料理设备所应用的刮板机构,通常由电机主动驱动刮板刮除内侧壁上粘附的食物,电机的使用会导致设备的制造成本增加,并且会复杂化设备的控制过程,不便于刮除内侧壁上粘附的食物。
技术实现要素:
3.有鉴于此,本技术主要解决的技术问题是提供一种物料加工设备及其应用的刮壁组件,能够方便地刮除盛物腔内侧壁上粘附的物料,并且能够降低物料加工设备的制造成本。
4.为解决上述技术问题,本技术采用的一个技术方案是:提供一种物料加工设备。该物料加工设备包括盛物器皿,盛物器皿设有盛物腔,盛物腔用于盛放物料。该物料加工设备还包括切削刀组件,切削刀组件设于盛物腔中,用于切削盛物腔中的物料。该物料加工设备还包括刮壁组件,刮壁组件包括第一支承架、第二支承架以及刮臂,第一支承架和第二支承架分别围设于切削刀组件的外周,第一支承架和第二支承架沿盛物腔的轴向彼此间隔设置,刮臂分别连接第一支承架和第二支承架,刮臂相对切削刀组件邻近盛物腔的内侧壁,刮臂能够随物料在盛物腔中的运动而相对盛物腔的内侧壁运动。
5.在本技术的一实施例中,切削刀组件包括刀杆和切削刀片,刀杆可转动地设于盛物腔中,切削刀片设于刀杆的外周;当刮壁组件的中心轴与盛物腔的中心轴以及刀杆的中心轴重合,且存在一个切削刀片转动至与刮臂相对时,刮臂与一个切削刀片之间在目标方向上的最小距离大于刮臂与盛物腔内侧壁之间在目标方向上的最小距离;目标方向平行于一个切削刀片与刮臂的相对方向。
6.在本技术的一实施例中,刮臂和盛物腔内侧壁之间在目标方向上的距离为d1;其中,1.99mm≤d1≤9.99mm。
7.在本技术的一实施例中,刮臂和一个切削刀片之间在目标方向上的距离为d2;其中,0.99mm≤d2≤5.99mm。
8.在本技术的一实施例中,刮壁组件具有第一端和第二端,第一端设有第一支承架,第二端设有第二支承架;第一支承架相对第二支承架远离盛物腔的底部;第一端在参考平面上具有第一正投影,其中参考平面垂直于盛物腔的轴向;第二端在参考平面上具有第二正投影;第一正投影上任意两点间的距离具有最大值d,第二正投影上任意两点间的距离具有最大值d4,其中d3>d4。
9.在本技术的一实施例中,129.9mm≤d3≤149.9mm,109.9mm≤d4≤129.9mm。
10.在本技术的一实施例中,刮臂的数量为多个;多个刮臂沿第一支承架和第二支承架的周向依次间隔分布。
11.在本技术的一实施例中,第一支承架相对第二支承架远离盛物腔的底部;刮壁组件还包括加固横梁;第一支承架设有加固横梁,且加固横梁的两端分别设于第一支承架的不同部分。
12.在本技术的一实施例中,盛物腔的内侧壁表面平整。
13.在本技术的一实施例中,切削刀组件包括定位轴、刀杆以及切削刀片;定位轴设于盛物腔中,刀杆套设于刀轴外周,切削刀片设于刀杆外周;切削刀片包括切削部和连接部,切削部通过连接部连接刀杆,切削部用于切削物料;切削部在刀杆的周向上的两端分别为迎料端和出料端,物料自迎料端朝向出料端运动;迎料端的外边缘在参考平面上的正投影呈弧状,其中参考平面垂直于刀杆的轴向。
14.为解决上述技术问题,本技术采用的又一个技术方案是:提供一种应用于物料加工设备的刮壁组件。该刮壁组件包括第一支承架和第二支承架,第一支承架所处平面和第二支承架所处平面彼此平行且间隔设置。该刮壁组件还包括刮臂,刮臂分别连接第一支承架和第二支承架。
15.本技术的有益效果是:区别于现有技术,本技术提供一种物料加工设备及其应用的刮壁组件。该刮壁组件包括第一支承架、第二支承架以及刮臂,刮臂分别连接第一支承架和第二支承架。刮臂相对切削刀组件邻近盛物腔的内侧壁,且刮臂能够随物料在盛物腔中的运动而相对盛物腔的内侧壁运动。也就是说,本技术刮壁组件的刮臂由盛物腔中的物料带动其相对盛物腔的内侧壁运动,以刮除盛物腔内侧壁上粘附的物料,本技术并非如现有技术中利用电机驱动刮臂运动,简化了物料加工设备的控制过程,能够方便地刮除盛物腔内侧壁上粘附的物料,并且无需额外设置电机,能够降低物料加工设备的制造成本。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,其中:
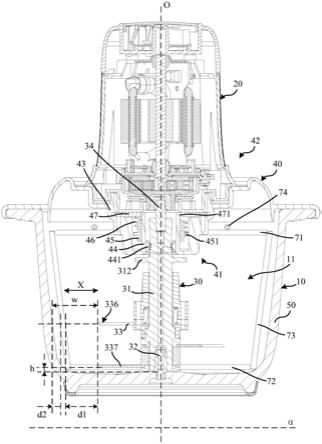
17.图1是本技术物料加工设备一实施例的剖面结构示意图;
18.图2是本技术物料加工设备一实施例的爆炸结构示意图;
19.图3是本技术盖体组件和切削刀组件一实施例的剖面结构示意图;
20.图4是本技术制动套筒一实施例的结构示意图;
21.图5是本技术盖主体一实施例的结构示意图;
22.图6是本技术刮壁组件一实施例的结构示意图;
23.图7是本技术刮壁组件的第一端在参考平面上的第一正投影的示意图;
24.图8是本技术刮壁组件的第二端在参考平面上的第二正投影的示意图;
25.图9是本技术切削刀组件一实施例的俯视结构示意图;
26.图10是图9所示切削刀组件a
‑
a方向的剖面结构示意图;
27.图11是本技术切削刀片一实施例的结构示意图;
28.图12是本技术切削刀组件另一实施例的结构示意图。
具体实施方式
29.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术的实施例,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
30.为解决现有技术中刮板机构导致设备制造成本增加以及设备控制过程复杂化的技术问题,本技术的一实施例提供一种物料加工设备。该物料加工设备包括盛物器皿,盛物器皿设有盛物腔,盛物腔用于盛放物料。该物料加工设备还包括切削刀组件,切削刀组件设于盛物腔中,用于切削盛物腔中的物料。该物料加工设备还包括刮壁组件,刮壁组件包括第一支承架、第二支承架以及刮臂,第一支承架和第二支承架分别围设于切削刀组件的外周,第一支承架和第二支承架沿盛物腔的轴向彼此间隔设置,刮臂分别连接第一支承架和第二支承架,刮臂相对切削刀组件邻近盛物腔的内侧壁,刮臂能够随物料在盛物腔中的运动而相对盛物腔的内侧壁运动。以下进行详细阐述。
31.请参阅图1和图2,图1是本技术物料加工设备一实施例的剖面结构示意图,图2是本技术物料加工设备一实施例的爆炸结构示意图。
32.在一实施例中,物料加工设备可以是诸如绞肉机、破壁机以及粉碎机等家用食物料理设备。当然,本实施例的物料加工设备也可以应用于工业生产,例如应用于产线上物料的加工生产,其中物料不局限于食材,还可以是其它需要通过切削进行加工的材料。
33.物料加工设备包括盛物器皿10、驱动组件20以及切削刀组件30。盛物器皿10设有盛物腔11。盛物腔11,顾名思义,其用于盛放物料,物料在盛物器皿10中进行加工。切削刀组件30可转动地设于盛物腔11中,用于对盛物腔11中盛放的物料进行切削加工,具体是通过切削刀组件30的转动以切削物料。驱动组件20用于和切削刀组件30传动连接,驱动组件20用于驱动切削刀组件30转动。
34.具体地,盛物器皿10包括盖体组件40和杯体50。盖体组件40具有第一侧41和第二侧42,其中第一侧41和第二侧42相对设置。杯体50在第一侧41和盖体组件40对接形成盛物腔11。切削刀组件30可转动地设于杯体50中。切削刀组件30包括刀杆31、定位轴32、切削刀片33以及刀轴34。刀杆31套设于定位轴32的外周,刀杆31通过定位轴32可转动地设于杯体50中。刀杆31的外周设有切削刀片33,切削刀片33用于对物料进行切削加工。刀轴34位于刀杆31远离定位轴32的端部,刀轴34能够与刀杆31同步转动。驱动组件20内置有电机作为驱动件,驱动组件20用于和切削刀组件30的刀轴34传动连接,以驱动刀轴34转动,进而同步带动刀杆31及其上的切削刀片33转动。
35.盛物腔11的中心轴和切削刀组件30的中心轴重合,如图1中虚线o所示。也就是说,杯体50、定位轴32、刀杆31以及刀轴34同轴设置。切削刀组件30的转动具体表现为刀杆31和刀轴34绕中心轴自转,以带动刀杆31外周的切削刀片33转动。
36.本实施例的物料加工设备可以采用上致动的形式,即工作时驱动组件20位于物料
加工设备的上部。该情况下,驱动组件20在盖体组件40的第二侧42与盖体组件40连接,并通过盖体组件40与杯体50中的切削刀组件30传动连接,如图1所示。当然,在本技术的其它实施例中,物料加工设备也可以采用下致动的形式,即工作时驱动组件位于物料加工设备的下部。该情况下,驱动组件可以从杯体的底部与切削刀组件传动连接。其中,驱动组件与切削刀组件(即刀轴)的具体传动连接形式属于本领域技术人员的理解范畴,在此就不再赘述。下文以物料加工设备采用上致动的形式为例进行阐述,仅为论述需要,并非因此造成限定。
37.请参阅图1至图3,图3是本技术盖体组件和切削刀组件一实施例的剖面结构示意图。
38.在一实施例中,盖体组件40包括盖主体43。盖主体43设有第一止转件,切削刀组件30设有第二止转件,第二止转件用以与第一止转件配合限制切削刀组件转动。
39.具体地,盖主体43固设有止转套筒44。止转套筒44的内侧壁凸设有第一止转凸起441,即第一止转凸起441朝向止转套筒44的中部空间凸起。切削刀组件30的外周凸设有第二止转凸起311,具体是刀杆31的外周凸设有第二止转凸起311,第二止转凸起311朝向远离刀杆31的方向凸起,如图3所示。第二止转凸起311能够随切削刀组件30的转动而绕切削刀组件30的周向转动。
40.当止转套筒44套设于切削刀组件30的外周时,第二止转凸起311能够随切削刀组件30转动而抵接第一止转凸起441,以限制切削刀组件30进一步转动,因而能够在物料加工结束后或用户误操作时使得切削刀组件30及时止转,降低切削刀组件30误伤用户的风险。并且,止转套筒44设于盖体组件40,止转套筒44能够随盖体组件40与切削刀组件30分离,方便对包括第一止转凸起441和第二止转凸起311在内的止转机构进行清洁,能够减少物料碎屑残留。
41.在盖体组件40和杯体50对接后,第一止转凸起441相对第二止转凸起311远离盖体组件40的第二侧42。意味着在盖体组件40和杯体50对接后的物料加工过程中,第一止转凸起441和第二止转凸起311彼此错位分布,第一止转凸起441和第二止转凸起311不存在抵接关系,此时切削刀组件30能够正常转动而不受限制,以实现物料加工设备正常的物料加工功能。而在物料加工结束后抬起盖体组件40或用户误将盖体组件40抬起时,第一止转凸起441能够随盖体组件40远离杯体50的运动而抵接第二止转凸起311,以将切削刀组件30及时止转,降低切削刀组件30误伤用户的风险。
42.当然,在本技术的其它实施例中,第一止转件和第二止转件并不局限于上述第一止转凸起441和第二止转凸起311的形式。例如,第一止转件和第二止转件中的一者可以是凹槽,另一者仍然是凸起,且该凸起通过一弹簧保持抵接止转套筒44或切削刀组件30的状态。在物料加工过程中,该凹槽和凸起仍然彼此错位分布,不会阻碍切削刀组件30正常转动工作;而在物料加工结束后抬起盖体组件40或用户误将盖体组件40抬起时,该凸起能够随盖体组件40远离杯体50的运动而嵌入该凹槽中,以将切削刀组件30及时止转。当然,第一止转件和第二止转件还可以采用其它形式,在此就不再赘述。
43.在本实施例中,盖体组件40还包括制动套筒45和功能件。功能件对制动套筒45施加一作用力,该作用力使得制动套筒45具有朝向第一侧41运动的趋势,进而使得制动套筒45抵接切削刀组件30。
44.具体地,功能件为弹性件46。制动套筒45套设于止转套筒44的外周,弹性件46设于制动套筒45和盖主体43之间。弹性件46向制动套筒45施加以弹性回复力,使得制动套筒45具有朝向第一侧41运动的趋势以抵接切削刀组件30。换言之,制动套筒45在弹性件46的作用下,能够保持抵接切削刀组件30的状态,因而能够阻碍切削刀组件30从杯体50中脱出,进而降低切削刀组件30从杯体50中脱出的风险。
45.考虑到切削刀组件30存在随盖体组件40远离杯体50的运动而从杯体50中脱出的风险,本实施例在盖体组件40抬起至盖体组件40与杯体50完全分离的过程中,弹性件46始终保持制动套筒45抵接切削刀组件30的状态,该过程中始终限制切削刀组件30从杯体50中脱出,而在盖体组件40与杯体50完全分离后,切削刀组件30则不存在随盖体组件40从杯体50中脱出的问题,也就不再需要制动套筒45抵接切削刀组件30。本实施例能够降低切削刀组件30从杯体50中脱出的风险,能够进一步降低切削刀组件30误伤用户的风险。当然,在本技术的其它实施例中,功能件还可以为磁性件等。例如,制动套筒45设置一个磁性件,盖主体43也设置一个磁性件,且制动套筒45和盖主体43上的磁性件之间表现为相互排斥,上述作用力即为磁性件之间产生的排斥力,使得制动套筒45具有朝向第一侧41运动的趋势。当然,功能件还可以采用其它形式,在此就不再赘述。
46.请继续参阅图1和图3。在一实施例中,制动套筒45的外周凸设有第一抵接部451,即第一抵接部451朝远离制动套筒45的方向凸起。弹性件46的一端抵接于第一抵接部451,另一端抵接于盖主体43。通过压缩弹性件46,使得弹性件46通过向第一抵接部451施加作用力,进而使得制动套筒45具有朝向第一侧41运动的趋势。
47.盖主体43还设有固定压板47。固定压板47位于止转套筒44靠近盖体组件40的第二侧42的端部。弹性件46的一端抵接第一抵接部451,另一端抵接固定压板47。进一步地,固定压板47可以通过螺钉等紧固件锁紧于盖主体43。
48.当然,在本技术的其它实施例中,固定压板也可以与盖主体为一体结构,固定压板一体形成于盖主体,而无需紧固件进行锁紧。
49.进一步地,固定压板47开设有通孔471,通孔471连通止转套筒44。驱动组件20可以依次通过固定压板47上的通孔471以及止转套筒44而与切削刀组件30连接。
50.需要说明的是,弹性件46可以是弹簧等,并且弹性件46的数量可以为一个或多个。图1和图3展示了弹性件46的数量为一个的情况,弹性件46套设于制动套筒45的外周,其一端抵接于制动套筒45的第一抵接部451,另一端抵接固定压板47。当然,在本技术的其它实施例中,弹性件46也可以不套设于制动套筒45,而是单独地位于制动套筒45的外侧,弹性件46夹设于第一抵接部451和固定压板47之间。
51.请参阅图1至图4,图4是本技术制动套筒一实施例的结构示意图。其中,图4展示了自第一侧41看向制动套筒45的视角。
52.在一实施例中,制动套筒45包括套筒主体452和第二抵接部453,第二抵接部453位于套筒主体452靠近第一侧41的端部,即第二抵接部453用于抵接切削刀组件30。具体地,第二抵接部453在制动套筒45周向上的长度小于套筒主体452在制动套筒45周向上的长度。如此一来,制动套筒45通过第二抵接部453抵接切削刀组件30,能够减小制动套筒45和切削刀组件30之间的接触面积,以减小制动套筒45和切削刀组件30之间的摩擦阻力,进而减小对切削刀组件30转速的影响,也就减小了对本实施例物料加工设备加工效率的影响。
53.第二抵接部453的数量可以为多个,该多个第二抵接部453沿制动套筒45的周向依次间隔分布。图4展示了第二抵接部453的数量为两个的情况,该两个第二抵接部453沿制动套筒45的周向彼此间隔设置,仅为举例而言,并非因此对第二抵接部453的数量以及分布方式造成限定。
54.进一步地,切削刀组件30的刀杆31的外周还凸设有第三抵接部312,即第三抵接部312朝远离刀杆31的方向凸起,如图1和图3所示。第三抵接部312相对刀杆31上的第二止转凸起311靠近杯体50的底部,第三抵接部312用于和制动套筒45抵接。具体地,制动套筒45的第二抵接部453抵接于刀杆31上的第三抵接部312。
55.请参阅图1至图3、图5,图5是本技术盖主体一实施例的结构示意图。其中,图5展示了自第二侧42看向盖主体43的视角。
56.在一实施例中,盖主体43还设有限位套筒48。止转套筒44和制动套筒45嵌设于限位套筒48中。限位套筒48的内侧壁凸设有限位部481,即限位部481朝向制动套筒45凸起。制动套筒45在弹性件46的作用下朝向盖体组件40的第一侧41运动,第一抵接部451随制动套筒45同样会朝向第一侧41运动,而当制动套筒45的第一抵接部451抵接限位部481时,限位部481会限制制动套筒45从限位套筒48中脱出,即限制制动套筒45朝向第一侧41运动的最大位移。
57.在一实施例中,限位套筒48的内侧壁和第一抵接部451的外周中的一者设有导向筋61,另一者设有导向槽62,其中导向筋61沿第一侧41和第二侧42的相对方向(如图3中箭头z所示)延伸。导向筋61嵌设于导向槽62中。导向槽62能够沿导向筋61移动,即允许制动套筒45沿第一侧41和第二侧42的相对方向相对盖主体43移动,而不允许制动套筒45相对盖主体43转动。
58.图4和图5展示了限位套筒48的内侧壁设有导向筋61,制动套筒45的第一抵接部451的外周设有导向槽62。弹性件46位于制动套筒45和导向筋61之间的空间。并且,导向筋61和导向槽62的数量均为多个,导向筋61和导向槽62一一对应配合卡接。当然,在本技术的其它实施例中,也可以是限位套筒48的内侧壁设有导向槽62,制动套筒45的第一抵接部451的外周设有导向筋61,在此不做限定。
59.以下大致阐述本技术实施例物料加工设备的运作过程。
60.将盖体组件40和杯体50对接,并且驱动组件20通过盖体组件40与切削刀组件30传动连接。此时止转套筒44套设于切削刀组件30的外周,止转套筒44内的第一止转凸起441相对刀杆31上的第二止转凸起311远离盖体组件40的第二侧42,第一止转凸起441不会限制刀杆31及其上的切削刀片33转动。并且,弹性件46驱使制动套筒45朝向第一侧41运动而抵接于刀杆31上的第三抵接部312。刀杆31及其上的切削刀片33正常运转,以对盛物腔11中的物料进行切削加工。
61.在物料加工结束后抬起盖体组件40或用户误将盖体组件40抬起时,盖体组件40与杯体50未完全分离,此时第一止转凸起441随盖体组件40远离杯体50的运动而朝向第二止转凸起311运动,随刀杆31转动的第二止转凸起311在抵接第一止转凸起441后,限制刀杆31进一步转动而达到止转效果。并且,此时制动套筒45在弹性件46的作用下仍保持抵接刀杆31的第三抵接部312的状态,以阻碍切削刀组件30从杯体50中脱出。而后继续抬起盖体组件40,盖体组件40与杯体50完全分离,制动套筒45的第一抵接部451在弹性件46的作用下抵接
至限位套筒48的限位部481而使得制动套筒45不再朝第一侧41运动。
62.请参阅图1至图2、图6,图6是本技术刮壁组件一实施例的结构示意图。
63.在一实施例中,物料加工设备还包括刮壁组件70,刮壁组件70的结构独立于盛物器皿10和切削刀组件30。具体地,刮壁组件70包括第一支承架71和第二支承架72,第一支承架71所处平面和第二支承架72所处平面彼此平行且间隔设置。刮壁组件70包括刮臂73,刮臂73的两端分别连接第一支承架71和第二支承架72,且刮臂73还沿第一支承架71和第二支承架72的间隔方向延伸,如图6所示。
64.第一支承架71和第二支承架72可以均呈完整的环状,如图6所示。当然,在本技术的其它实施例中,第一支承架和第二支承架也可以呈现出非完整的环状,而是呈断开的环状,第一支承架和第二支承架断开的部分可以通过刮臂或是其它结构进行连接。
65.可选地,刮臂73可以与第一支承架71和第二支承架72一体成型,或是刮臂73焊接于第一支承架71和第二支承架72上,亦或是刮臂73通过螺钉等紧固件固定于第一支承架71和第二支承架72。当然,本实施例中刮臂73与第一支承架71和第二支承架72的连接方式包括但不限于前述几种方式。
66.在刮壁组件70装配于物料加工设备后,即将刮壁组件70置于盛物腔11中。第一支承架71和第二支承架72分别围设于切削刀组件30的外周,且第一支承架71和第二支承架72沿盛物腔11的轴向彼此间隔设置。刮臂73相对切削刀组件30邻近盛物腔11的内侧壁,刮臂73能够随物料在盛物腔11中的运动而相对盛物腔11的内侧壁运动,以通过刮臂73相对盛物腔11内侧壁的运动,刮除粘附于盛物腔11内侧壁上的物料,如图1所示。
67.通过上述方式,由于切削刀组件30切削物料的过程中会向物料施加剪切力,在该剪切力的作用下物料在盛物腔11中会沿切削刀组件30的周向运动,而运动的物料正好能够带动刮臂73运动。换言之,本实施例刮壁组件70的刮臂73由盛物腔11中的物料带动其相对盛物腔11的内侧壁运动,以刮除盛物腔11内侧壁上粘附的物料,本实施例并非如现有技术中利用电机驱动刮臂73运动,简化了物料加工设备的控制过程,能够方便地刮除盛物腔11内侧壁上粘附的物料,并且无需额外设置电机,能够降低物料加工设备的制造成本,并最终使得盛物腔11中的物料得到充分切削加工。
68.在一实施例中,正是由于刮壁组件70的结构独立,在物料的加工过程中刮壁组件70存在沿盛物腔11的轴向(即图1示上下方向)以及沿垂直于盛物腔11轴向的方向(即图1示左右方向)的窜动,尤其是刮壁组件70沿左右方向的窜动会导致刮壁组件70和切削刀组件30发生干涉、碰撞,而影响物料加工设备的可靠性。
69.有鉴于此,本实施例通过盖体组件40和杯体50配合限制刮壁组件70沿盛物腔11轴向的窜动,并且通过刮壁组件70、盛物腔11以及切削刀组件30的尺寸设计,避免刮壁组件70沿左右方向的窜动而导致刮壁组件70和切削刀组件30发生干涉、碰撞。
70.具体地,盛物腔11的中心轴和切削刀组件30的中心轴是重合的,如图1中虚线o所示。当刮壁组件70的中心轴与盛物腔11的中心轴以及切削刀组件30的中心轴(即刀杆31的中心轴)重合,且存在一个切削刀片33转动至与刮臂73相对时,刮臂73与该一个切削刀组件30之间在目标方向(如图1中箭头x所示,下同)上的最小距离(如图1中d1所示)大于刮臂73与盛物腔11内侧壁之间在目标方向上的最小距离(如图1中d2所示)。其中,目标方向平行于该一个切削刀片33与73刮臂的相对方向。刮臂73与切削刀组件30之间的最小距离具体是当
刮臂73运动至与切削刀片33相对时刮臂73与切削刀片33之间的最小距离。距离d1、d2均是以图1中相对的切削刀片33和刮臂73为基础进行阐述。
71.通过上述方式,由于刮壁组件70左右方向窜动的位移量取决于刮臂73与盛物腔11内侧壁之间的最小距离,当刮臂73与切削刀组件30之间的最小距离大于刮臂73与盛物腔11内侧壁之间的最小距离时,即便刮壁组件70左右方向窜动至抵接盛物腔11的内侧壁,刮壁组件70和切削刀组件30之间也不会发生干涉、碰撞。
72.请继续参阅图1。在一实施例中,刮臂73和盛物腔11内侧壁之间在上述目标方向上的距离为d1,d1即为上述刮臂73与盛物腔11内侧壁之间的最小距离。其中,1.99mm≤d1≤9.99mm,例如d1为1.99mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.99mm等。如此一来,能够使得刮臂73和盛物腔11内侧壁之间的距离设计得较为合理,能够避免刮臂73和盛物腔11内侧壁之间的距离过小,导致刮臂73受到的粘滞阻力过大而影响刮臂73的工作效率,同时能够避免刮臂73和盛物腔11内侧壁之间的距离过大,影响刮臂73刮除盛物腔11内侧壁粘附物料的效果。
73.在一实施例中,刮臂73和上述一个切削刀片33之间在目标方向上的距离为d2,d2即为上述刮臂73与切削刀组件30之间的最小距离。其中,0.99mm≤d2≤5.99mm,例如d2为0.99mm、1mm、2mm、3mm、4mm、5mm、5.99mm等。如此一来,能够使得刮臂73和切削刀组件30之间的距离设计得较为合理,能够避免刮臂73和切削刀组件30之间的距离过小,导致刮臂73和切削刀组件30之间发生干涉、碰撞的风险增加;同时能够避免刮臂73和切削刀组件30之间的距离过大,导致刮臂73相对盛物腔11内侧壁运动的速率过低而影响刮臂73的工作效率,这是由于物料由切削刀组件30带动,越靠近切削刀组件30的物料运动速率越快,也就能够带动刮臂73以更快速率运动。
74.请一并参阅图7和图8,图7是本技术刮壁组件的第一端在参考平面上的第一正投影的示意图,图8是本技术刮壁组件的第二端在参考平面上的第二正投影的示意图。
75.在一实施例中,刮壁组件70具有第一端和第二端,第一端设有第一支承架71,第二端设有第二支承架72。第一支承架71相对第二支承架72远离盛物腔11的底部。第一端在参考平面(如图1中平面α所示,下同)上具有第一正投影711,第二端在参考平面上具有第二正投影721,其中参考平面垂直于盛物腔11的轴向。
76.第一正投影711上任意两点间的距离具有最大值d3,第二正投影721上任意两点间的距离具有最大值d4,其中d3>d4。换言之,第一支承架71所处端部的尺寸大于第二支承架72所处端部的尺寸。由于本实施例杯体50呈现杯口尺寸大、杯底尺寸小的形式,杯口的尺寸较大能够方便杯体50和盖体组件40对接以及方便往杯体50中添加物料。杯体50的杯口尺寸大、杯底尺寸小的形式,使得杯体50的内侧壁呈现倾斜的形式。为匹配杯体50的构造,本实施例中第一支承架71所处端部的尺寸大于第二支承架72所处端部的尺寸,使得刮臂73倾斜设置,以使得刮臂73和杯体50的内侧壁尽可能平行,保证刮臂73能够高效地将杯体50内侧壁各个位置粘附的物料刮除。
77.进一步地,129.9mm≤d3≤149.9mm,例如d3为129.9mm、130mm、135mm、140mm、145mm、149.9mm等。并且,109.9mm≤d4≤129.9mm,例如d4为109.9mm、110mm、115mm、120mm、125mm、129.9mm等。也正是由于第一支承架71所处端部和第二支承架72所处端部具有如是的尺寸设计,使得刮壁组件70内置于盛物腔11后与盛物腔11内侧壁、切削刀组件30之间具
有上述距离关系。
78.在一实施例中,刮臂73的数量为多个。该多个刮臂73沿第一支承架71和第二支承架72的周向依次间隔分布。进一步地,该多个刮臂73可以沿第一支承架71和第二支承架72的周向均匀间隔分布。如此一来,通过在第一支承架71和第二支承架72的周围设置多个刮臂73,能够提高刮臂73刮除盛物腔11内侧壁所粘附物料的效率。
79.图6展示了在第一支承架71和第二支承架72的周围均匀间隔分布有四个刮臂73,仅为举例而言,并非因此对刮臂73的数量造成限定。
80.在一实施例中,刮壁组件70还包括加固横梁74。由于第一支承架71相对第二支承架72远离盛物腔11的底部,因此第一支承架71设有加固横梁74,且加固横梁74的两端分别设于第一支承架71的不同部分。加固横梁74,顾名思义,其起到加固支承架的作用。本实施例通过在第一支承架71设置加固横梁74,有利于提高刮壁组件70整体的稳定性以及可靠性,以尽可能避免发生可靠性问题。
81.由于本实施例的刮壁组件70在装配过程中,第二支承架72需要穿过切削刀组件30,若在第二支承架72设置加固横梁74,加固横梁74容易和切削刀组件30的切削刀片33发生干涉、碰撞,而影响物料加工设备整体的可靠性。因此,本实施例在第一支承架71设置加固横梁74,既能够提高刮壁组件70整体的稳定性以及可靠性,又能够避免加固横梁74和切削刀组件30的切削刀片33发生干涉、碰撞,尽可能避免影响物料加工设备整体的可靠性。
82.在一实施例中,传统家用食物料理设备的内侧壁通常会设置阻挡筋,以改善物料的粉碎效果。而本实施例中由于刮壁组件70的存在,盛物腔11的内侧壁表面平整,即杯体50的内侧壁表面平整,未设置阻挡筋,以避免阻挡筋阻碍刮壁组件70运动以及避免阻挡筋影响刮壁组件70刮除盛物腔11内侧壁表面所粘附物料的效果。
83.请参阅图1、图9至图11,图9是本技术切削刀组件一实施例的俯视结构示意图,图10是图9所示切削刀组件a
‑
a方向的剖面结构示意图,图11是本技术切削刀片一实施例的结构示意图。
84.在一实施例中,切削刀片33包括切削部331和连接部332,切削部331通过连接部332连接刀杆31,切削部331用于切削物料。切削部331在刀杆31的周向(如图9中虚线箭头c所示)上的两端分别为迎料端333a和出料端333b。物料相对切削部331自迎料端333a朝向出料端333b运动。迎料端333a的厚度为t,其中0.99mm≤t≤2.99mm,例如t为0.99mm、1mm、2mm、2.99mm等。
85.通过上述方式,迎料端333a的厚度为t,其中0.99mm≤t≤2.99mm。这意味着切削部331的迎料端333a为钝口结构,切削部331通过拍打物料的方式进行切削加工,能够避免物料切削得过于细腻,因而能够适配加工肉丸、肉泥等应用场景。并且,本实施例切削部331的厚度设计得较为合理,既能够保证切削部331的厚度不至于过大,避免加工效率较低,又能够保证切削部331的厚度不至于过小,避免将物料切削得过于细腻,能够适配加工肉丸、肉泥等应用场景,因而能够兼顾加工效率以及加工得到肉丸、肉泥的效果。
86.需要说明的是,构件的厚度定义为该构件在垂直于其所处平面的方向上的长度。举例而言,如图9所示,切削部331所处平面(例如图9中平面α所示)垂直于刀杆31的轴向,则切削部331的厚度即为切削部331在刀杆31轴向上的长度;如下图12所示,切削部331的延伸部335所处平面沿刀杆31的轴向延伸,则延伸部335的厚度即为延伸部335在远离刀杆31的
方向上的长度。
87.进一步地,切削部331各个位置的厚度均为t。更进一步地,切削部331各个位置的厚度相等,即切削部331在刀杆31轴向上的上下表面为平面。如此一来,有利于减小切削刀片33在切削物料过程中受到的阻力,有利于保证物料的切削效率。
88.请继续参阅图9。在一实施例中,迎料端333a的外边缘在参考平面(如图9中平面α所示)上的正投影呈弧状,其中参考平面垂直于刀杆31的轴向。如此一来,迎料端333a的外边缘不同于传统切削刀具的边缘呈直边的构造,本实施例迎料端333a的外边缘呈弧状的设计,有利于延长迎料端333a的长度,即增大切削部331和物料之间的接触面积,进而有利于提高物料的加工效率,能够在更短时间内完成肉丸、肉泥的加工。
89.进一步地,迎料端333a的外边缘在参考平面上的正投影呈圆弧状,该正投影对应圆弧的半径为r,如图9所示。其中,30mm≤r≤80mm,例如r为30mm、40mm、50mm、60mm、70mm、80mm等。如此一来,r不至于过大,能够避免切削刀片33和物料之间的接触面积过大,而导致物料切削得过于细腻,并且r不至于过小,能够避免切削刀片33和物料之间的接触面积过小,而导致物料的加工效率较低。
90.请继续参阅图1。在一实施例中,切削部331远离刀杆31的端部为目标端部336,目标端部336与盛物腔11的内侧壁(即杯体50的内侧壁)之间在预设方向上的最小距离为w,预设方向经过目标端部336和刀杆31的中心轴,预设方向平行于图1中箭头x所示方向。即切削刀片33远离刀杆31的端部与杯体50的内侧壁之间的最小距离为w。其中,1.99mm≤w≤6.99mm,例如w为1.99mm、2mm、3mm、4mm、5mm、6mm、6.99mm等。如此一来,切削刀片33与盛物腔11内侧壁之间的距离不至于过小,能够降低切削刀片33和盛物腔11内侧壁之间发生干涉、碰撞的风险,并且切削刀片33与盛物腔11内侧壁之间的距离不至于过大,避免距离切削刀片33较远的物料无法得到充分切削加工。
91.请参阅图1和图12,图12是本技术切削刀组件另一实施例的结构示意图。
92.在一实施例中,切削刀片33的数量为多个。至少部分切削刀片33沿刀杆31的轴向彼此间隔设置。也就是说,可以部分切削刀片33沿刀杆31的轴向彼此间隔设置,而部分切削刀片33位于刀杆31轴向上的同一位置;或者,该多个切削刀片33沿刀杆31的轴向依次间隔分布,不存在任意两个切削刀片33位于刀杆31轴向上的同一位置。
93.通过上述方式,刀杆31轴向上的不同位置均设有切削刀片33,使得盛物腔11中不同高度位置的物料均能够接受到切削刀片33的切削加工,有利于保证盛物腔11中的物料均得到充分的切削加工。
94.进一步地,如图1所示,最靠近盛物腔11的底部的切削刀片33为目标切削刀片337,目标切削刀片337与盛物腔11的底部之间的最小距离为h,即目标切削刀片337与杯体50底部之间的最小距离为h。其中,1.99mm≤h≤7.99mm,例如h为1.99mm、2mm、3mm、4mm、5mm、6mm、7mm、7.99mm等。如此一来,能够避免目标切削刀片337与盛物腔11底部之间的距离过小,导致目标切削刀片337与盛物腔11底部发生干涉、碰撞的风险,同时能够避免目标切削刀片337与盛物腔11底部之间的距离过大,而导致物料加工设备整体的高度尺寸过大,不利于物料加工设备微型化的设计。
95.请继续参阅图12。在一实施例中,切削部331包括主体部334和延伸部335。延伸部335通过主体部334连接刀杆31,主体部334相对延伸部335靠近刀杆31。主体部334的延伸方
向(如图12中箭头x所示)垂直于刀杆31的轴向(如图12中箭头z所示),延伸部335的延伸方向平行于刀杆31的轴向。也就是说,本实施例切削部331远离刀杆31的端部,即延伸部335,沿刀杆31的轴向翻折设置。如此一来,在切削部331沿刀杆31径向的长度不变的情况下,延伸部335增大了切削部331与物料的接触面积,有利于提高物料的加工效率。
96.此外,在本技术中,除非另有明确的规定和限定,术语“相连”、“连接”、“层叠”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
97.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1