一种适用于布料器的提升装置的制作方法
1.本实用新型涉及一种提升装置,特别是一种在检修布料器下方磨盘时的布料器提升装置,属于布料器提升设备技术领域。
背景技术:
2.立磨机是一种理想的大型粉磨设备,其广泛应用于水泥、电力、冶金、化工、非金属矿等行业;它集破碎、干燥、粉磨、分级输送于一体,生产效率高,可将块状、颗粒状及粉状原料磨成所要求的粉状物料;在立磨机的使用过程中,需要定期对立磨机的磨盘进行堆焊维修,因为立磨机的上方是布料器,所以每次维修立磨机的磨盘时,都要把磨盘上方的布料器整个拆卸下来,布料器拆卸移走后,对磨盘进行堆焊维修护理,完成对磨盘的维修作业后,还需要将大重量的布料器移回安装,这不仅极大提高了工作人员的劳动强度,还降低了维修效率,影响了生产进度;故需要一种布料器用提升装置,要求它能够将布料器原地提升,从而提高工作效率,降低工作人员劳动强度。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种适用于布料器的提升装置,它不仅能够降低工作人员的劳动强度,还能够提高作业效率。
4.本实用新型所述问题是通过以下技术方案解决的:
5.一种适用于布料器的提升装置,包括环状支架部分、大轴承、大齿轮、动力部分、传动部分、提升部分、位置感应机构、限位机构、plc和控制器;所述环状支架部分设置在布料器上方的下料管外壁上;所述大轴承设置在环状支架部分上;所述大齿轮的外壁套设在大轴承内圈内壁上;所述动力部分设置在环状支架部分上,且其与大齿轮连接;所述传动部分数量为两个,且其对称设置在环状支架部分的两侧;所述提升部分的上端与传动部分连接,提升部分的下端与布料器外壳上端面连接;所述位置感应机构和限位机构均设置在下料管的外壁上;所述控制器的信号输出端连接plc的信号输入端。
6.上述适用于布料器的提升装置,所述环状支架部分包括内圆环、外圆环和横支架;所述内圆环平面和外圆环平面均为水平面;所述内圆环套设固定在下料管外壁上;所述外圆环和内圆环之间通过横支架连接,外圆环的轴心线与内圆环的轴心线重合;所述外圆环的内壁与大轴承的外圈外壁卡接配合;所述大轴承的内圈内壁与大齿轮的外壁卡接配合。
7.上述适用于布料器的提升装置,所述动力部分包括电机、第一轴承座、主动齿轮和第一连接支架;所述主动齿轮与大齿轮内圈上的齿构成啮合传动;所述主动齿轮的两侧均设置有第一轴承座,主动齿轮的中心穿设转轴并连接到两侧的第一轴承座上;所述第一轴承座通过第一连接支架设置在外圆环上;所述电机设置在第一连接支架上,且电机的输出轴与主动齿轮上的转轴连接,电机的输出轴的轴心线与主动齿轮的中心线重合;所述电机的信号控制端连接plc的信号输出端。
8.上述适用于布料器的提升装置,所述传动部分包括从动齿轮、第二轴承座和第二
连接支架;所述从动齿轮与大齿轮内圈上的齿构成啮合传动;所述从动齿轮的两侧均设置有第二轴承座,从动齿轮的中心穿设转轴并连接到两侧的第二轴承座上;所述第二轴承座通过第二连接支架设置在外圆环上。
9.上述适用于布料器的提升装置,所述提升部分包括丝杠、丝杠螺母、竖板和横板;所述丝杠的上端与从动齿轮中心转轴的下端连接,且丝杠的轴心线与从动齿轮的中心线重合;所述竖板的下端与布料器外壳上端面垂直连接;所述竖板在远离下料管的端面上设置有丝杠螺母,且丝杠穿设丝杠螺母;所述竖板在靠近下料管的端面顶部垂直设置有横板,且横板距离下料管轴心线的最近距离大于下料管圆周半径。
10.上述适用于布料器的提升装置,所述位置感应机构包括上限位开关和下限位开关;所述上限位开关设置在下料管外壁上,且其位于内圆环的下方,上限位开关位于横板的正上方;所述下限位开关设置在下料管外壁的底端,且下限位开关位于横板的正上方,上限位开关位于下限位开关的正上方;所述上限位开关和下限位开关的信号输出端连接plc的信号输入端。
11.上述适用于布料器的提升装置,所述限位机构位于上限位开关与下限位开关之间;所述限位机构包括横向定位块、横向滑块和气缸;所述横向定位块设置在下料管外壁上,且其在中心线方向上设置有通孔,横向滑块设置在横向定位块内部的通孔内滑动;所述气缸设置在横向定位块的下端面上,且气缸的活塞杆与横向滑块的下端连接;所述气缸活塞杆的轴心线与下料管的轴心线有交叉点;所述气缸的信号控制端连接plc的信号输出端。
12.本实用新型通过传动部分和提升部分的配合,将布料器直接从原地垂直提升到合适高度,方便工作人员在下方的磨盘进行检修,极大提高了工作效率,避免了以往来回搬动布料器所耗费的人力物力;另外,限位机构也为下方的工作人员提供的安全保证,限位机构能够在下方检修进行的时候确保布料器不会突然下落,保证了检修人员的人身安全。
附图说明
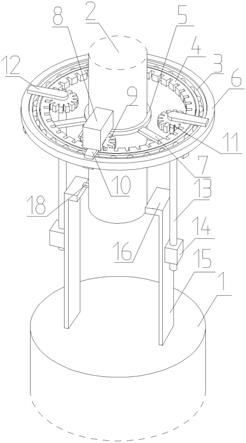
13.图1为本实用新型第一立体结构示意图;
14.图2为本实用新型第二立体结构示意图;
15.图3为本实用新型a的局部放大结构示意图。
16.图中各标号清单为:1.布料器,2.下料管,3.大轴承,4.大齿轮,5.内圆环,6.外圆环,7.横支架,8.电机,9.主动齿轮,10.第一连接支架,11.从动齿轮,12.第二连接支架,13.丝杠,14.丝杠螺母,15.竖板,16.横板,17.上限位开关,18.下限位开关,19.横向定位块,20.横向滑块,21.气缸。
具体实施方式
17.参看图1、2和图3,本实用新型包括环状支架部分、大轴承3、大齿轮4、动力部分、传动部分、提升部分、位置感应机构、限位机构、plc和控制器;所述环状支架部分设置在布料器上方的下料管2外壁上;所述大轴承3设置在环状支架部分上;所述大齿轮4的外壁套设在大轴承3内圈内壁上;环状支架部分用于承载大轴承3和大齿轮4;所述动力部分设置在环状支架部分上,且其与大齿轮4连接;所述传动部分数量为两个,且其对称设置在环状支架部分的两侧;所述提升部分的上端与传动部分连接,提升部分的下端与布料器1外壳上端面连
接;所述位置感应机构和限位机构均设置在下料管2的外壁上;所述控制器的信号输出端连接plc的信号输入端,控制器由工作人员手持。
18.所述环状支架部分包括内圆环5、外圆环6和横支架7;所述内圆环5平面和外圆环6平面均为水平面;所述内圆环5套设固定在下料管2外壁上;所述外圆环6和内圆环5之间通过横支架7连接,外圆环6的轴心线与内圆环5的轴心线重合;所述外圆环6的内壁与大轴承3的外圈外壁卡接配合;所述大轴承3的内圈内壁与大齿轮4的外壁卡接配合;大轴承3的内圈与大齿轮4的外圈卡接,使得大齿轮4可以以大轴承的轴心点为中心旋转。
19.所述动力部分包括电机8、第一轴承座、主动齿轮9和第一连接支架10;所述主动齿轮9与大齿轮4内圈上的齿构成啮合传动;所述主动齿轮9的两侧均设置有第一轴承座,主动齿轮9的中心穿设转轴并连接到两侧的第一轴承座上;所述第一轴承座通过第一连接支架10设置在外圆环6上;所述电机8设置在第一连接支架10上,且电机8的输出轴与主动齿轮9上的转轴连接,电机8的输出轴的轴心线与主动齿轮9的中心线重合;电机8动作带动主动齿轮9旋转,主动齿轮9再带动大齿轮4旋转;所述电机8的信号控制端连接plc的信号输出端。
20.所述传动部分包括从动齿轮11、第二轴承座和第二连接支架12;所述从动齿轮11与大齿轮4内圈上的齿构成啮合传动;所述从动齿轮11的两侧均设置有第二轴承座,从动齿轮11的中心穿设转轴并连接到两侧的第二轴承座上;所述第二轴承座通过第二连接支架12设置在外圆环6上;主动齿轮9带动大齿轮4旋转后,旋转的大齿轮4再带动从动齿轮旋转11。
21.所述提升部分包括丝杠13、丝杠螺母14、竖板15和横板16;所述丝杠13的上端与从动齿轮11中心转轴的下端连接,且丝杠13的轴心线与从动齿轮11的中心线重合;从动齿轮11被大齿轮4带动旋转的同时,设置在从动齿轮11下方的丝杠13也随之转动;所述竖板15的下端与布料器1外壳上端面垂直连接;所述竖板15在远离下料管2的端面上设置有丝杠螺母14,且丝杠13穿设丝杠螺母14;当丝杠13旋转的时候,带动丝杠螺母14在垂直方向上进行移动,丝杠螺母14设置在竖板15上,所以丝杠螺母14垂直移动的时候,也会带动竖板15和布料器1垂直移动,从而实现提升布料器1的目的;所述竖板15在靠近下料管2的端面顶部垂直设置有横板16,且横板16距离下料管2轴心线的最近距离大于下料管2圆周半径。
22.所述位置感应机构包括上限位开关17和下限位开关18;所述上限位开关17设置在下料管2外壁上,且其位于内圆环5的下方,上限位开关17位于横板16的正上方;所述下限位开关18设置在下料管2外壁的底端,且下限位开关18位于横板16的正上方,上限位开关17位于下限位开关18的正上方;所述上限位开关17和下限位开关18的信号输出端连接plc的信号输入端。
23.所述限位机构位于上限位开关17与下限位开关18之间;所述限位机构包括横向定位块19、横向滑块20和气缸21;所述横向定位块19设置在下料管2外壁上,且其在中心线方向上设置有通孔,横向滑块20设置在横向定位块19内部的通孔内滑动;所述气缸21设置在横向定位块19的下端面上,且气缸21的活塞杆与横向滑块20的下端连接;所述气缸21活塞杆的轴心线与下料管2的轴心线有交叉点;所述气缸21的信号控制端连接plc的信号输出端;限位机构能够有效地防止布料器1意外掉落,保护了下方检修人员的人身安全。
24.实际操作过程:在需要对布料器1下方的磨盘进行检修时,工作人员通过控制器控制电机8动作,电机8带动主动齿轮9旋转,从而带动大齿轮4转动,大齿轮再带动从动齿轮11转动,从动齿轮11带动丝杠13旋转,然后丝杠螺母14带动竖板15以及布料器1上移,直至横
板16触发了上限位开关17信号,上限位开关17将信号传递给plc,然后plc控制气缸21动作伸出横向滑块20,横向滑块20能够阻挡横板16下移,从而限制了布料器1的下移;待到气缸21到位且电机8停止动作后,工作人员进入磨盘进行检修,检修完毕后,工作人员通过控制器控制气缸21复位,电机8反转,使布料器1下移,直至横板16触发下限位开关18的信号,说明此时布料器1到位,plc停止电机8的动作,布料器1安装到位,检修作业完毕。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1