一种耳机点胶装磁铁设备的制作方法
:
1.本实用新型涉及自动化生产技术领域,特指一种耳机点胶装磁铁设备。
背景技术:
2.在耳机的生产过程中,需要向耳机壳内安装相应的磁铁,由于磁铁的体积小,采用传统的手工安装并不理想,不仅安装效率低,而且在安装过程中需要容易造成用眼疲劳;其次,在安装时,需要采用胶水对磁铁进行固定,由于耳机壳和磁铁均为小物件,在滴胶过程中难以把握滴胶量,往往出现胶水溢出,影响后续装配工序,而且溢出的胶水容易粘在工人手上,影响后续工人操作,也导致难以清洗。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种耳机点胶装磁铁设备。
5.为了解决上述技术问题,本实用新型采用了下述技术方案:该耳机点胶装磁铁设备,包括:机架、安装于所述机架两侧并用于对耳机壳上下料的上料机构和下料机构、设置于所述下料机构与所述上料机构之间的并用于传递所述耳机壳的搬运机构、安装于所述机架一端并用于抓取磁铁安装到所述耳机壳内的装配机构、设置于所述搬运机构一侧并用于排列送出所述磁铁以供所述装配机构抓取的第一送料机构及安装于所述机架另一端并用于向所述耳机壳内点胶固定所述磁铁的点胶机构,所述上料机构上堆叠放置有若干个用于承放所述耳机壳的载具,该载具上放置有若干个所述耳机壳,所述搬运机构通过所述载具将所述耳机壳从所述上料机构转移到所述下料机构。
6.进一步而言,上述技术方案中,所述装配机构包括有安装于所述机架一端并横跨于所述搬运机构的第一x轴移动模组、安装于所述第一x轴移动模组上并用于向所述耳机壳内点胶的第一滴胶装置及设置于所述第一滴胶装置两侧并用于抓取所述磁铁的第一取料装置和第二取料装置。
7.进一步而言,上述技术方案中,所述第一取料装置包括有安装于所述第一x轴移动模组上的第一支撑座、安装于所述第一支撑座下端并用于定位所述磁铁的定位套筒、安装于所述第一支撑座上并插入所述定位套筒内以吸附固定所述磁铁的第一铁芯和第二铁芯、设置于所述第一铁芯和所述第二铁芯之间并用于将所述磁铁推出所述定位套筒的第一推杆及安装于所述第一支撑座上并用于驱动所述第一推杆移动的第一驱动装置,所述第二取料装置与所述第一取料装置结构相同。
8.进一步而言,上述技术方案中,所述第一滴胶装置包括有安装于所述第一x轴移动模组上的第二支撑座、安装于所述第一支撑座上的第一调节模组及安装于所述第一调节模组上的第一滴胶筒。
9.进一步而言,上述技术方案中,所述第一支撑座上并列设置有三个所述定位套筒,所述第一铁芯和所述第二铁芯及所述第一推杆也均设置有与所述定位套筒对应的三根,所
述第一驱动装置上安装有用于驱动三根所述第一推杆同步移动的连接板;所述第二支撑座上并列设置有三个所述第一调节模组和三个所述第一滴胶筒。
10.进一步而言,上述技术方案中,所述第一送料机构包括有支撑架、至少三条并列设置于所述支撑架上且排列放置有若干个所述磁铁的定位槽、安装于所述支撑架一端并用于将所述磁铁顶出所述定位槽的顶升装置及盖合于所述定位槽上的盖板,所述定位槽一端成型有供所述顶升装置贯穿顶出所述磁铁的开口,且所述盖板于该开口处预留有供一个所述磁铁顶出的槽口。
11.进一步而言,上述技术方案中,所述顶升装置包括有安装于所述支撑架上的第二驱动装置、安装于所述第二驱动装置上的推动板及三组间隔安装于所述推动板上并与所述开口对于的推杆组,每组所述推杆组包括有三根呈弧形排列的第二推杆。
12.进一步而言,上述技术方案中,所述搬运机构另一侧也设置有用于排列送出所述磁铁以供所述装配机构抓取的第二送料机构,所述第二送料机构与所述第一送料机构结构相同并分别向所述第一取料装置与所述第二取料装置提供所述磁铁。
13.进一步而言,上述技术方案中,所述点胶机构包括有安装于所述机架另一端并横跨于所述搬运机构的第二x轴移动模组、安装于所述第二x轴移动模组上的第一z轴移动模组及安装于所述第一z轴移动模组上并用于向所述耳机壳内点胶的第二滴胶装置,所述点胶机构旁侧设置有用于承接费胶的收胶槽。
14.进一步而言,上述技术方案中,所述第二滴胶装置包括有安装于所述第一z轴移动模组上的第三支撑座、安装于所述第三支撑座上的第二调节模组及安装于所述第二调节模组上的第二滴胶筒。
15.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中通过采用上料机构和下料机构与搬运机构配合实现耳机壳的自动上下料,并通过装配机构抓取第一送料机构排送出磁铁安装到搬运机构中的耳机壳内,再通过点胶机构向耳机壳内滴胶将磁铁固定,从而实现由机器设备替代人工将磁铁安装到耳机壳内,组装效率高,点胶量控制精准。
附图说明:
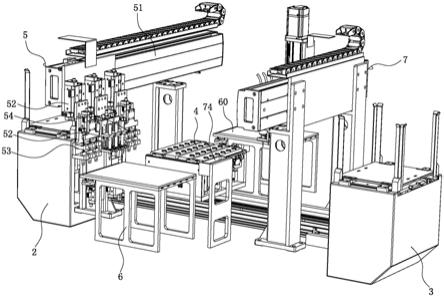
16.图1是本实用新型的立体图;
17.图2是本实用新型的内部结构图一;
18.图3是本实用新型的内部结构图二;
19.图4是本实用新型中装配机构的立体图;
20.图5是本实用新型中第一取料机构的立体图;
21.图6是本实用新型中第一滴胶装置的立体图;
22.图7是本实用新型中点胶机构的立体图;
23.图8是本实用新型中第一送料机构的结构图;
24.图9是图3中a处的局部放大图;
25.图10是本实用新型中顶升装置的立体图。
具体实施方式:
26.下面结合具体实施例和附图对本实用新型进一步说明。
27.见图1至图10所示,为一种耳机点胶装磁铁设备,其包括:机架1、安装于所述机架1两侧并用于对耳机壳101上下料的上料机构2和下料机构3、设置于所述下料机构3与所述上料机构2之间的并用于传递所述耳机壳101的搬运机构4、安装于所述机架1一端并用于抓取磁铁102安装到所述耳机壳101内的装配机构5、设置于所述搬运机构4一侧并用于排列送出所述磁铁102以供所述装配机构5抓取的第一送料机构6及安装于所述机架1另一端并用于向所述耳机壳101内点胶固定所述磁铁102的点胶机构7,所述上料机构2上堆叠放置有若干个用于承放所述耳机壳101的载具528,该载具28上放置有若干个所述耳机壳101,所述搬运机构4通过所述载具28将所述耳机壳101从所述上料机构2转移到所述下料机构3。通过采用上料机构2和下料机构3与搬运机构4配合实现耳机壳101的自动上下料,并通过装配机构5抓取第一送料机构2排送出磁铁102安装到搬运机构4中的耳机壳101内,再通过点胶机构7向耳机壳101内滴胶将磁铁102固定,从而实现由机器设备替代人工将磁铁102安装到耳机壳101内,组装效率高,点胶量控制精准。
28.所述装配机构5包括有安装于所述机架1一端并横跨于所述搬运机构4的第一x轴移动模组51、安装于所述第一x轴移动模组51上并用于向所述耳机壳101内点胶的第一滴胶装置52及设置于所述第一滴胶装置52两侧并用于抓取所述磁铁102的第一取料装置53和第二取料装置54。
29.所述第一取料装置53包括有安装于所述第一x轴移动模组51上的第一支撑座531、安装于所述第一支撑座531下端并用于定位所述磁铁102的定位套筒532、安装于所述第一支撑座531上并插入所述定位套筒532内以吸附固定所述磁铁102的第一铁芯533和第二铁芯534、设置于所述第一铁芯533和所述第二铁芯534之间并用于将所述磁铁102推出所述定位套筒532的第一推杆535及安装于所述第一支撑座531上并用于驱动所述第一推杆535移动的第一驱动装置536,所述第二取料装置54与所述第一取料装置53结构相同。所述驱动装置536为气缸。所述定位套筒523内的通孔与所述磁铁102外形一致,为弧形。
30.所述第一滴胶装置52包括有安装于所述第一x轴移动模组51上的第二支撑座521、安装于所述第一支撑座531上的第一调节模组522及安装于所述第一调节模组522上的第一滴胶筒523。
31.所述第一支撑座531上并列设置有三个所述定位套筒532,所述第一铁芯533和所述第二铁芯534及所述第一推杆535也均设置有与所述定位套筒532对应的三根,所述第一驱动装置536上安装有用于驱动三根所述第一推杆535同步移动的连接板537;所述第二支撑座521上并列设置有三个所述第一调节模组522和三个所述第一滴胶筒523。
32.所述第一送料机构6包括有支撑架61、至少三条并列设置于所述支撑架61上且排列放置有若干个所述磁铁102的定位槽62、安装于所述支撑架61一端并用于将所述磁铁102顶出所述定位槽62的顶升装置63及盖合于所述定位槽62上的盖板64,所述定位槽62一端成型有供所述顶升装置63贯穿顶出所述磁铁102的开口,且所述盖板64于该开口处预留有供一个所述磁铁102顶出的槽口。所述支撑架61的一端还安装有用于将定位槽62内的磁铁102吸引到开口处的吸磁块66。
33.所述顶升装置63包括有安装于所述支撑架61上的第二驱动装置631、安装于所述
第二驱动装置631上的推动板632及三组间隔安装于所述推动板632上并与所述开口对于的推杆组,每组所述推杆组包括有三根呈弧形排列的第二推杆633。所述第二驱动装置631为气缸。
34.所述搬运机构4另一侧也设置有用于排列送出所述磁铁102以供所述装配机构5抓取的第二送料机构60,所述第二送料机构60与所述第一送料机构6结构相同并分别向所述第一取料装置53与所述第二取料装置54提供所述磁铁102。
35.所述点胶机构7包括有安装于所述机架1另一端并横跨于所述搬运机构4的第二x轴移动模组71、安装于所述第二x轴移动模组71上的第一z轴移动模组72及安装于所述第一z轴移动模组72上并用于向所述耳机壳101内点胶的第二滴胶装置73,所述点胶机构7旁侧设置有用于承接费胶的收胶槽74。
36.所述第二滴胶装置73包括有安装于所述第一z轴移动模组72上的第三支撑座731、安装于所述第三支撑座731上的第二调节模组732及安装于所述第二调节模组732上的第二滴胶筒733。
37.所述搬运机构4包括有第一y轴移动模组41及安装于所述第一y轴移动模组41上并用于定位和传递载具28的定位模组42。所述上料机构2和下料机构3结构相同。
38.综上所述,本实用新型工作时,由人工将装载有耳机壳101的载具28堆叠放置到上料机构2中;进一步,由搬运机构4的第一y轴移动模组41驱动定位模组42与上料机构2靠拢对接,再由上料机构2将载具28传递到定位模组42;进一步,由第一y轴移动模组41驱动定位模组42移动到装配机构5处,此时,第一送料机构6和第二送料机构60将磁铁102排列送出,并由装配机构5将第一送料机构6和第二送料机构60送出磁铁102抓取并移动到定位模组42上方,然后首先由第一滴胶装置52向定位模组42上的耳机壳101内滴入快干胶,再由第一取料装置53或第二取料装置54将抓取的磁铁102安装到耳机壳101内定位好,其中,第一取料装置53和第二取料装置54分别从第一送料机构53和第二送料机构54内抓取磁铁102,并交替安装到耳机壳101内;进一步,待定位模组42上的耳机可101全部完成磁铁102安装后,由搬运机构4的第一y轴移动模组41驱动定位模组42移动到点胶机构7处,由点胶机构7向耳机壳101与磁铁102之间的间隙内滴加白胶,从而将磁铁102固定在耳机壳101内;;进一步,由第一y轴移动模组41驱动定位模组42移动到与下料机构3对接,并将载具28传递给下料机构3,使完成装配的耳机壳101堆叠在下料机构3中,最后由人工将堆叠在下料机构3中的载具28取下。
39.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1