一种点胶机用模板的制作方法
1.本技术涉及纸板加工技术的领域,尤其是涉及一种点胶机用模板。
背景技术:
2.纸板是纸箱、纸盒等包装产品生产的主要原材料。纸板包装成纸箱的步骤包括有,裁剪纸板、纸板压痕、点胶纸板、粘贴纸板。其中,点胶纸板的关键步骤是使用点胶机对纸板进行点胶。点胶机是用于对胶水进行控制,并将胶水点滴或涂覆于工件表面或工件内部的自动化机器,工件可为纸板、纺织品等。
3.本技术发明人自行研究有点胶机,包括有机架,机架上设置有点胶机构以及用于传送工件的传送机构,点胶机构位于传送机构的上方。点胶机构包括有模板和设置于模板上的刮板,模板位于传送机构的上方且模板上开设有与工件相对应的漏胶孔,模板连接有用以驱动模板升降的升降驱动件,刮板连接有用以驱动刮板刮移胶水的滑移驱动件。
4.当需要使用点胶机对工件进行点胶时,升降驱动件驱动模板下降直至模板的底部与工件的表面抵接,滑移驱动组件驱动刮板将胶水滑移至若干漏胶孔处,胶水沿若干漏胶孔粘附至工件的表面。
5.然而,不同工件的点胶孔的位置不同,需要对不同的工件进行点胶时,只能更换模板,而模板与升降驱动件连接,拆装不便,这导致上述点胶机对不同工件的灵活适应性较差。
技术实现要素:
6.为了提高点胶机加工不同类型的工件时的灵活适应性,本技术提供一种点胶机用模板。
7.本技术提供的一种点胶机用模板采用如下的技术方案:
8.一种点胶机用模板,包括模板本体,模板本体开设有对应工件的点胶部位的漏胶孔,模板设置有若干块;点胶机用模板还包括用于与点胶机的升降驱动件连接的置板框,置板框的内壁开设有用以插设模板的置板槽。
9.通过采用上述技术方案,若需要根据新的工件的点胶位置对漏胶孔进行改变时,可以选择与新的点胶位置相适配的模板。先将模板从置板框拆卸下来,然后将新的模板插设于置板框内,以进行对新工件的点胶处理。由此便于加工不同类型的工件,提高点胶机对应不同工件的灵活适应性。
10.可选的,置板框为长方体框状,置板框包括有三条固定边和一条活动边;活动边的一端为铰接端,铰接端与固定边的对应端铰接,活动边的另一端为活动端,活动端与固定边的对应端可拆卸固定连接。
11.通过采用上述技术方案,更换模板时,将活动边的活动端沿远离固定边的方向移动,由此使置板框打开以形成开口处,将模板从开口处取出并将新的模板从开口处插入置板框内,最后将活动边的活动端沿靠近固定边的方向移动以关闭置板框。由此可提高操作
人员更换模板的便利性。
12.可选的,活动边的置板槽的侧壁呈开口状;固定边的置板槽的侧壁呈开口状。
13.通过采用上述技术方案,更换模板时,将活动边打开,然后将模板沿沿远离固定边的水平方向滑移直至脱离置板框,然后将新的模板沿反向滑移至置板框的内部并关闭活动边。由此可提高更换模板的顺畅性。
14.可选的,置板槽的内壁覆盖有防粘层。
15.由于使用点胶机时模板的表面装载有胶水,胶水容易流动至模板的四周边处渗透至模板与置板槽的空隙处,模板的表面容易与置板槽的内壁粘连,使得操作人员更换模板时,置板框内的模板不易取出。通过采用上述技术方案,防粘层可减小模板与置板槽粘连的可能性,由此进一步提高操作人员更换模板的便利性。
16.可选的,活动边设置有把手。
17.通过采用上述技术方案,操作人员可使用把手将活动边沿远离固定边的方向移动以将置板框打开,由此提高操作人员移动活动边的便利性。
18.可选的,把手为开设于活动边表面的凹槽。
19.通过采用上述技术方案,凹槽的结构简单且加工成本低廉。
20.可选的,模板采用铝板。
21.通过采用上述技术方案,铝板的重量较轻且耐磨性好。
22.可选的,置板框采用木框。
23.通过采用上述技术方案,木框的重量较轻且成本低廉。
24.综上所述,本技术包括以下有益技术效果:
25.通过将之前的模板从置板框上拆卸下来并安装新的模板于置板框内,以对新工件的点胶位置进行点胶,达到便于加工不同类型的工件,提高点胶机对应不同工件的灵活适应性的效果。
附图说明
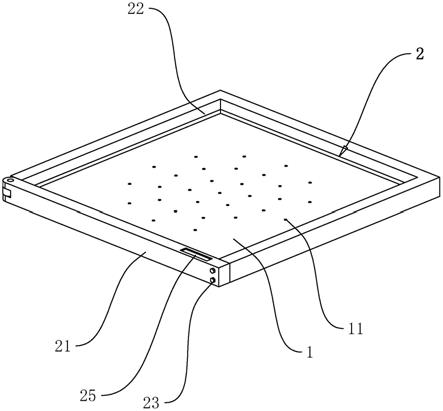
26.图1是一种点胶机用模板的结构示意图。
27.图2是置板框位于打开状态的结构示意图。
28.图3是一种点胶机用模板的应用示意图。
29.附图标记说明:
30.1、模板;11、漏胶孔;
31.2、置板框;21、活动边;22、固定边;23、固定螺栓;24、置板槽;241、防粘层;25、把手;
32.3、升降驱动件;
33.4、刮板。
具体实施方式
34.以下对本技术作进一步详细说明。
35.一种点胶机用模板,参照图1,包括模板1本体,模板1的周边套设有置板框2。
36.结合图1,模板1相对于地面水平放置。模板1为长板状,模板1采用铝板,顶面与地
面水平。本技术的模板1设置有若干块,且模板1上开设有对应不同工件粘贴位置的若干漏胶孔11,每个模板1的若干漏胶孔11的排布位置不同。
37.置板框2套设于模板1的四周边沿处。置板框2为长方体框状,置板框2采用木框,顶面与地面水平,长度方向与模板1的长度方向一致,置板框2的内侧壁与模板1的外侧壁可拆卸固定连接。置板框2包括有三条固定边22及一条活动边21。活动边21和固定边22均为长条状,长度方向与地面水平,活动边21的一端设为铰接端,铰接端与固定边22靠近活动边21的侧壁铰接,活动边21远离铰接端的一端设为活动端,活动端的侧壁与固定边22的对应侧壁贯穿开设有螺纹孔,螺纹孔穿设有固定螺栓23。
38.开启活动边21时,活动端沿远离固定边22的方向水平转动;关闭活动边21时,活动端沿靠近固定边22的方向水平转动,直至活动边21远离铰接出的一端与固定边22的对应端抵接,固定螺栓23穿设于螺纹孔以使活动边21与固定边22的对应端螺纹连接。
39.结合图2,固定边22的内侧壁与活动边21关闭时的内侧壁均开设有置板槽24。置板槽24为长条形凹槽状,长度方向与地面水平,固定边22和关闭时的活动边21的靠近内部的一侧均呈开口状,固定边22靠近活动边21的一端的侧壁呈开口状,活动边21远离铰接处的一端的侧壁呈开口状。置板槽24的内壁覆盖有防粘层241,防粘层241可采用铁氟龙涂层。模板1的顶部与置板槽24的顶部内壁抵接。将模板1插入置板框2内且关闭活动边21时,模板1的四周边的侧壁分别与对应置板槽24的内侧壁抵接。
40.活动边21远离铰接处的一端的顶部开设有凹槽,凹槽即把手25。凹槽为长方体凹槽状,长度方向与活动边21的长度方向平行,凹槽的顶部呈开口状。
41.结合图3,置板框2的长度方向的两端与点胶机的升降驱动件3连接。当需要使用该点胶机对工件进行点胶时,升降驱动件3驱动模板1下降直至模板1的底部与工件的表面抵接,滑移驱动组件驱动刮板4沿模板1的表面滑移,期间,刮板4将胶水刮至若干漏胶孔11处,胶水沿若干漏胶孔11粘附至工件的表面,之后,升降驱动件3带动模板1上升,点胶完成的工件继续向后输送。
42.本技术实施例的一种点胶机用模板1的实施原理为:
43.若需要更换模板1时,根据新的工件的点胶位置选择新模板1,新模板1的若干漏胶孔11的排布与新工件的点胶位置相对应。然后将固定螺栓23从活动边21拆下,打开活动边21,将模板1从置板框2内抽出,并将新的模板1插入置板框2内。最后关闭活动边21,将固定螺栓23重新螺纹连接于螺纹孔内。由此便于加工不同类型的工件,提高点胶机对应不同工件的灵活适应性。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1