空心轴搅拌桨的制作方法
1.本实用新型涉及搅拌设备桨叶领域,具体涉及空心轴搅拌桨。
背景技术:
2.如图1所示的这样,目前传统的搅拌设备桨叶安装都是有一个钢管套,然后旧式桨叶焊接在钢管套外壁,然后钢管套内部嵌装有传动套,传动套内部要加工成可与搅拌设备的电机轴头相传动配合的内腔形状,通过传动套套在搅拌设备的电机轴头上,实现旧式桨叶的转动搅拌;
3.但这种传统的钢管套,如图2所示的这样,旧式桨叶需要对称地焊接在钢管套外壁,导致在焊接过程中,仅是为了保证各个旧式桨叶间的对称就要花费很多的时间,且始终存在误差,因为钢管套是旋转部件,一旦各个旧式桨叶间不对称,就会在旋转时摆动,造成搅拌设备异常震动及噪音大,搅拌效果不好,甚至会损坏设备;
4.另外为保持与电机轴头的同心度,所以要用到cnc机床加工传动套的内腔,为保证同心度不能简单地用钻床加工传动套内腔,且由于电机轴头顶端是方形的,所以传动套的内腔除了要加工轴孔外还要加工方孔,加工流程较为复杂,整体比较耗时,加工成本大;
5.另外旧式桨叶焊接在钢管套外壁后,由于焊接时产生的高温会使钢管套发生形变,所以即使传动套先预先嵌装进钢管套内,但仍然会对传动套整体的同心度造成影响,因此这种传统的搅拌设备桨叶使用效果不佳。
技术实现要素:
6.为解决现有技术存在的不足,本实用新型提供了空心轴搅拌桨。
7.本实用新型的技术方案为:
8.本实用新型提供了空心轴搅拌桨,包括轴套、上桨叶和下桨叶,
9.所述轴套外壁上部两侧分别开有贯通至轴套内腔的上安装槽,该两个上安装槽呈上下错开布置;
10.所述轴套外壁下部在错开上安装槽位置的两侧分别开有贯通至轴套内腔的下安装槽,该两个下安装槽呈镜像倾斜状,且两个下安装槽呈左右错开布置;
11.所述上桨叶和下桨叶分别插入轴套的上安装槽和下安装槽,所述上桨叶位于轴套内腔的部分垂直贯通有与电机轴头顶端相配合的传动孔,所述下桨叶相抵接的边缘分别挖空有缺口,左右两个缺口组合形成为与电机轴头外圆配合的电机轴孔。
12.优选的,所述上安装槽和下安装槽等分均布在所述轴套的外壁。
13.优选的,所述上桨叶分别插入轴套的两个上安装槽后,在轴套内腔呈上下层叠状态;所述下桨叶分别插入轴套的两个下安装槽后,在轴套内腔呈截面形状为v形的状态。
14.优选的,所述上桨叶和下桨叶插入轴套内腔的端部均呈与轴套内壁相配合的形状,在上桨叶和下桨叶插入轴套内腔后,上桨叶和下桨叶的端部与轴套内壁相抵的边缘进行焊接固定。
15.优选的,所述上桨叶在避开传动孔的位置开有贯通的连接孔,用于螺钉穿过连接孔对上下两个上桨叶并进行拧紧固定,所述下桨叶相抵接的边缘在避开电机轴孔的位置进行焊接加固。
16.优选的,所述轴套内部在位于上桨叶的上表面卡接有顶桨叶,所述顶桨叶下方与上桨叶的上表面抵接的边缘进行焊接固定,顶桨叶左右两侧边与轴套内壁相抵的边缘进行焊接固定,在顶桨叶下方对应传动孔的位置开有供电机轴头顶端伸出的避空孔。
17.优选的,还包括一个为与轴套内径形状配合的桨叶顶盖,该桨叶顶盖安装在轴套上方,在该桨叶顶盖上对应顶桨叶的位置开有供顶桨叶伸出的第一开孔,该桨叶顶盖下方与轴套外壁抵接的边缘进行焊接固定,该桨叶顶盖的第一开孔与顶桨叶外壁抵接的边缘进行焊接固定。
18.优选的,还包括一个为与轴套内径形状配合的桨叶底盖,该桨叶底盖安装在轴套下方,在桨叶底盖对应电机轴孔的位置开有供电机轴头伸入的第二开孔,该桨叶底盖外侧与轴套内壁抵接的边缘进行焊接固定。
19.本实用新型所达到的有益效果为:本实用新型在轴套外壁直接开有上安装槽和下安装槽,且两个上安装槽呈上下错开布置;两个下安装槽呈镜像倾斜状地左右错开布置;这样在上桨叶和下桨叶分别插入轴套后,使轴套外侧四边对称地装有桨叶,重力分布均匀,符合力学要求,不用像传统工艺一样在轴套外壁焊接桨叶,本实用新型的桨叶插入轴套内,在转动时受安装槽的夹持卡固,整体结构强度更好,且安装槽位置已开好,无需像传统工艺一样在焊接时需要调整好各个桨叶间的高度才进行焊接;
20.位于轴套内的上桨叶和下桨叶分别开有与电机轴头顶端相配合的传动孔和与电机轴头外圆配合的电机轴孔,在上桨叶上直接开有传动孔直接与电机轴头配合传动带动桨叶转动,无需像传统工艺一样要嵌装传动套才能传动,本实用新型加工成本更低。
附图说明
21.图1是传统搅拌设备桨叶安装后的结构示意图。
22.图2是传统搅拌设备桨叶结构示意图。
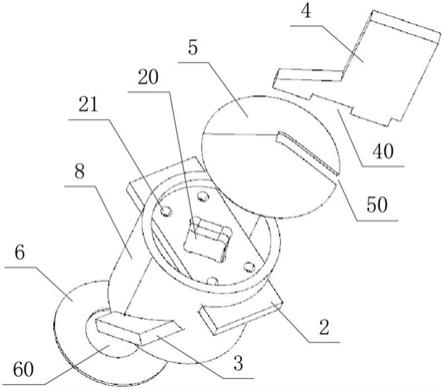
23.图3是本实用新型的整体结构爆炸示意图。
24.图4是本实用新型去除桨叶顶盖的结构示意图。
25.图5是本实用新型的轴套内腔结构示意图。
26.图6是本实用新型的轴套立体示意图。
27.图7是本实用新型的轴套另一视角立体示意图。
28.图8是本实用新型整体结构截面示意图。
29.图9是本实用新型整体结构正面截面示意图。
30.图10是本实用新型整体结构侧面截面示意图。
31.附图中,1、轴套;12、上安装槽;13、下安装槽;
32.2、上桨叶;20、传动孔;21、连接孔;
33.3、下桨叶;30、电机轴孔;
34.4、顶桨叶;40、避空孔;
35.5、桨叶顶盖;50、第一开孔;
36.6、桨叶底盖;60、第二开孔;
37.8、钢管套;81、传动套;82、旧式桨叶;83、轴孔;84、方孔。
具体实施方式
38.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
39.如图1所示的传统搅拌设备桨叶安装都是有一个钢管套8,然后旧式桨叶82焊接在钢管套8外壁,然后钢管套8内部嵌装有传动套81,传动套81内部要加工成可与搅拌设备的电机轴头相传动配合的内腔形状,通过传动套81套在搅拌设备的电机轴头上,实现旧式桨叶82的转动搅拌;
40.如图2所示的传统搅拌设备桨叶,由于电机轴头顶端是方形的,所以传动套81的内腔除了要加工轴孔83外还要加工方孔84,加工流程较为复杂,整体比较耗时,加工成本大。
41.如图3~10所示,本实用新型提供了空心轴搅拌桨,包括轴套1、上桨叶2和下桨叶3,
42.所述轴套1外壁上部两侧分别开有贯通至轴套1内腔的上安装槽12,该两个上安装槽12呈上下错开布置;
43.所述轴套1外壁下部在错开上安装槽12位置的两侧分别开有贯通至轴套1内腔的下安装槽13,该两个下安装槽13呈镜像倾斜状,且两个下安装槽13呈左右错开布置;
44.所述上安装槽12和下安装槽13等分均布在所述轴套1的外壁,所以轴套1外侧四边对称地装有桨叶,重力分布均匀,符合力学要求;
45.所述上桨叶2分别插入轴套1的两个上安装槽12后,在轴套1内腔呈上下层叠状态;
46.所述下桨叶3分别插入轴套1的两个下安装槽13后,在轴套1内腔呈截面形状为v形的状态;
47.在上桨叶2和下桨叶3插入轴套1后呈四叶布局设置,重力分布均匀,符合力学要求;
48.所述上桨叶2和下桨叶3插入轴套1内腔的端部均呈与轴套1内壁相配合的形状,在上桨叶2和下桨叶3插入轴套1内腔后,上桨叶2和下桨叶3的端部与轴套1内壁相抵的边缘进行焊接固定;
49.上下两个上桨叶2位于轴套1内腔的部分垂直贯通有与电机轴头顶端相配合的传动孔20;
50.左右两个下桨叶3相抵接的边缘分别挖空有呈半圆形的缺口,左右两个缺口组合形成为与电机轴头外圆配合的电机轴孔30;
51.所述上下两个上桨叶2在避开传动孔20的位置开有四个贯通的连接孔21,用于螺钉穿过连接孔21对上下两个上桨叶2并进行拧紧固定,可以对上下两个上桨叶2之间进一步连接,所述左右两个下桨叶3相抵接的边缘在避开电机轴孔30的位置进行焊接加固;由此整体搅拌桨的桨叶可以进一步连接稳固。
52.所述轴套1内部在位于上桨叶2的上表面卡接有顶桨叶4,所述顶桨叶4下方与上桨叶2的上表面抵接的边缘进行焊接固定,顶桨叶4左右两侧边与轴套1内壁相抵的边缘进行焊接固定;
53.在顶桨叶4下方对应传动孔20的位置开有供电机轴头顶端伸出的避空孔40,在本实施例中,该避空孔40的内径与传动孔20内径一致,这样在电机轴头顶端伸出传动孔20后可与避空孔40继续配合,由上下两个上桨叶2的传动孔20以及顶桨叶4的避空孔40接受电机轴头传过来的力,由此实现电机轴头高效带动桨叶搅拌的效果;在另一个实施例中,该避空孔40的内径大于传动孔20内径,这样在电机轴头顶端伸出传动孔20后不与避空孔40抵接,只由上下两个上桨叶2的传动孔20接受电机轴头传过来的力。
54.还有一个为与轴套1内径形状配合的桨叶顶盖5,该桨叶顶盖5安装在轴套1上方,在该桨叶顶盖5上对应顶桨叶4的位置开有供顶桨叶4伸出的第一开孔50,该桨叶顶盖5下方与轴套1外壁抵接的边缘进行焊接固定,该桨叶顶盖5的第一开孔50与顶桨叶4外壁抵接的边缘进行焊接固定。
55.还有一个为与轴套1内径形状配合的桨叶底盖6,该桨叶底盖6安装在轴套1下方,在桨叶底盖6对应电机轴孔30的位置开有供电机轴头伸入的第二开孔60,该桨叶底盖6外侧与轴套1内壁抵接的边缘进行焊接固定。
56.以上所述的上安装槽12、下安装槽13、传动孔20、连接孔21、电机轴孔30、避空孔40、第一开孔50以及第二开孔60均可由激光切割设备切割得出,在激光切割设备上进行开轴套1、上桨叶2、下桨叶3、顶桨叶4、桨叶顶盖5以及桨叶底盖6的胚件时,即可在激光切割设备上同时开好上安装槽12、下安装槽13、传动孔20、连接孔21、电机轴孔30、避空孔40、第一开孔50以及第二开孔60,由于激光切割设备精度高,使各个胚件的同心度配合度更好,所以开料后即可进行搅拌桨的整体装配,然后进行焊接加固及锁螺钉加固。
57.为方便视出本实用新型整体结构,本技术中附图未画出上桨叶2、下桨叶3以及顶桨叶4的尾端弯折部分,在实际应用中,上桨叶2、下桨叶3以及顶桨叶4的尾端呈弯折状,有利于搅拌时对物料搅拌均匀。
58.本实施例在使用时,本实用新型在轴套1外壁直接开有上安装槽12和下安装槽13,且两个上安装槽12呈上下错开布置;两个下安装槽13呈镜像倾斜状地左右错开布置;这样在上桨叶2和下桨叶3分别插入轴套1后,使轴套1外侧四边对称地装有桨叶,重力分布均匀,符合力学要求,不用像传统工艺一样在轴套1外壁焊接桨叶,本实用新型的桨叶插入轴套1内,在转动时受安装槽的夹持卡固,整体结构强度更好,且安装槽位置已开好,无需像传统工艺一样在焊接时需要调整好各个桨叶间的高度才进行焊接;
59.位于轴套1内的上桨叶2和下桨叶3分别开有与电机轴头顶端相配合的传动孔20和与电机轴头外圆配合的电机轴孔30,在上桨叶2上直接开有传动孔20直接与电机轴头配合传动带动桨叶转动,无需像传统工艺一样要嵌装传动套81才能传动,本实用新型加工成本更低。
60.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1