一种小型非标件修复用多角度喷涂装置的制作方法
1.本实用新型属于非标件修复技术领域,具体涉及一种小型非标件修复用多角度喷涂装置。
背景技术:
2.非标件是根据设备需求在图纸基础上不断打样生产的零件,其价格较标准件高很多,所以在使用中,表面磨损或锈蚀后一般会先进行修复处理后再继续使用直至寿命终结,小型非标件的表面修复处理难点在喷涂环节。
3.因为大的喷涂设备无法适用于非标件,一方面卡装没有相应设备,另一方面喷涂中针对大型设备的喷涂机流量大,压力大,哪怕单一改装小型非标件的卡装设备,还是无法直接使用的。
4.现有技术中,由于表面处理企业承接多家企业的零部件处理,所以标准件和非标件数量和种类繁多,针对小型非标件的喷涂一般是人工防护后手工在转台上边转边喷,但这种操作方式存在很多弊端:
5.1.喷涂中缺乏更安全有效的防护措施,哪怕身着工作服和面罩,但喷涂中细微液体的喷溅会形成小液滴分散在整个车间,对车间环境影响极大,虽然后期改造对小型非标件喷涂单独设立了操作间,但粗放式的喷涂操作对作业人员的潜在危害仍然存在。
6.2.手动操作中为了防止非标件在涂料冲击下保持稳定,一般是两人配合操作,一人喷涂,一人辅助控制转台和卡在其中的小型非标件,防止其重心不稳卡不紧随意在转台上翻倒,如此一来就导致转台转动不连续,速度也不太均匀,进一步导致喷涂均匀度不高,且喷头的操作人员需多角度操作,较为繁琐、效果不佳,进一步影响使用厂家对非标件防腐处理周期及使用寿命的正向反馈;二人配合作业效率较低,成本较高。
7.3.自动化喷涂对设备最大的要求是零件匀速转动、对小型非标件的大小规格都能适应、喷头可以多方位、多角度进行喷涂,现有技术中缺乏相应功能集合于一身的设备。
8.基于以上背景技术中的问题,操作人员提出了一种小型非标件修复用多角度喷涂装置。
技术实现要素:
9.本实用新型的目的在于提供一种小型非标件修复用多角度喷涂装置,以解决小型非标件喷涂中人工作业均匀度不高、效率低、缺乏相关自动化设备的问题。
10.为了解决以上问题,本实用新型技术方案为:
11.一种小型非标件修复用多角度喷涂装置,包括防护箱、调节机构和喷涂机构;防护箱的箱体设在操作台上;调节机构包括自下而上依次设在的操作台上的转台、调节推杆、三爪卡盘,调节推杆底部固定设在转台的中空区域,调节推杆顶部通过轴承连接在三爪卡盘底部,转台底部连接有往复电机,转台与三爪卡盘之间设有至少3个弹簧伸缩杆;喷涂机构包括依次连接的喷涂液仓、喷涂管、喷头,喷涂管上设有喷涂泵;箱体内壁延伸设有支座,支
座末端部铰接有转动卡箍,支座靠近箱体内壁的一端与转动卡箍顶部之间倾斜设有喷涂推杆,喷涂3设在转动卡箍中。
12.进一步的,转台中间设有开槽,开槽内设有固定圆台,调节推杆底部安装在固定圆台上。
13.进一步,喷涂液仓设在操作台上,喷涂液仓顶部加液管。
14.进一步,操作台下方设有条支腿,支腿底部设有防滑垫,保证喷涂震动时整机的稳定性。
15.进一步,箱体侧壁设有开孔,喷涂管穿过开孔。
16.进一步,箱体的箱门上设有观察窗和锁紧把手。
17.本实用新型的有益效果如下:
18.(1)本实用新型通过调节推杆来调节三爪卡盘的高低,进一步来调节非标件与喷头间的相对位置,可将非标件任意调节至喷头的侧方位或者下方;借助转台转动,通过弹簧伸缩杆一方面带动三爪卡盘转动实现非标件的转动喷涂,弹簧伸缩杆另一方面便于重心不集中的非标件在转动中始终在三爪卡盘上保持平衡;通过喷涂推杆的伸展可推动转动卡箍沿支座的铰接点顺时针转动,带动喷头实现从水平到竖直方向范围内任意角度的转动,喷涂管的伸缩软管可以方便配合转动;以上三个活动结构互相配合来实现在非标件转动、上升下降,喷头转动中对小型非标件的全方位喷涂。
19.(2)本实用新型结构简单、实现便捷,整个喷涂过程中实现全部自动化操作,一个操作人员就能实现快速便捷的喷涂,处理周期大大缩短,防腐处理后的非标件使用寿命也有相应的延长。且全程喷涂在防护箱中完成,杜绝了涂料无需喷溅对操作人员的危害,也保证了车间空气质量,对整个车间的环境改善效果显著。
附图说明
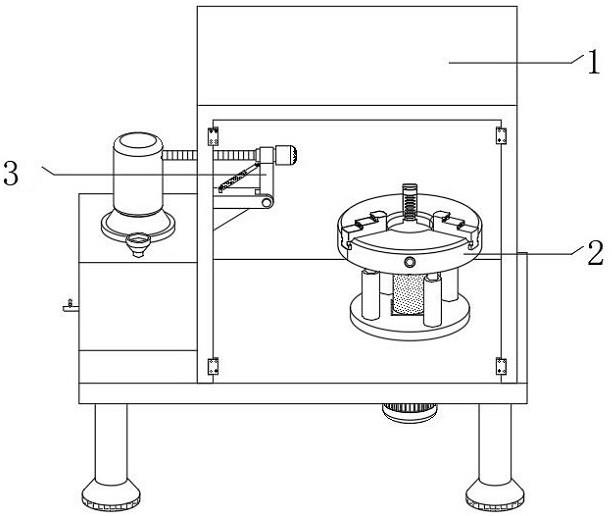
20.图1为一种小型非标件修复用多角度喷涂装置的结构示意图;
21.图2为一种小型非标件修复用多角度喷涂装置中防护箱的结构示意图;
22.图3为一种小型非标件修复用多角度喷涂装置中调节台的结构示意图;
23.图4为一种小型非标件修复用多角度喷涂装置中喷涂机的结构示意图;
24.图5为图4中的a部放大图。
25.附图标记如下:1-防护箱;11-操作台;12-支腿;13-箱体;14-箱门;15-观察窗;16-锁紧把手;17-防滑垫;18-开孔;
26.2-调节机构;21-往复电机;22-转台;23-开槽;24-固定圆台;25-调节推杆;26-三爪卡盘;27-弹簧伸缩杆;
27.3-喷涂机构;31-喷涂液仓;32-喷涂泵;33-喷涂管;34-喷头;35-支座;36-转动卡箍;37-喷涂推杆;38-加液管。
具体实施例
28.如图1-5所示,一种小型非标件修复用多角度喷涂装置,包括防护箱1、调节机构2和喷涂机构3。
29.防护箱1的箱体13设在操作台11上;操作台11下方设有4条支腿12,支腿12底部设
有防滑垫17。箱体13的箱门14上设有观察窗15和锁紧把手16,箱体13侧壁设有开孔18。
30.调节机构2包括自下而上依次设在操作台11上的转台22、调节推杆25、三爪卡盘26;调节推杆25底部固定设在转台22的中空区域,具体设置方式为:转台22中间设有开槽23,开槽23内设有固定圆台24,调节推杆25底部安装在固定圆台24上,调节推杆25顶部通过轴承连接在三爪卡盘26底部,转台22底部连接有往复电机21,转台22与三爪卡盘26之间设有4个弹簧伸缩杆27;方便非标件在转动中始终在三爪卡盘26上保持平衡。
31.喷涂机构3包括依次连接的喷涂液仓31、喷涂管33、喷头34,喷涂管33上设有喷涂泵32,喷涂液仓31设在操作台11上,喷涂液仓31顶部加液管38。箱体13内壁延伸设有支座35,支座35末端部铰接有转动卡箍36,支座35靠近箱体13内壁的一端与转动卡箍36顶部之间倾斜设有喷涂推杆37,喷涂管33穿过开孔18且末端设在转动卡箍36中。
32.作业前,先根据小型非标件需要喷涂的防腐涂料更换安装相应的喷涂机构3,将喷涂管33穿过开孔18,末端卡在转动卡箍36中,调试喷涂推杆37。
33.再将小型非标件卡在三爪卡盘26上,注意最大程度暴露死角,尽量将完整的平面或者曲面放置在下,保证死角的喷涂效果。安装完毕后下压4个弹簧伸缩杆27的位置,进行调试,手动转动转台22并观察转动状态,保证转动中轴心稳定,以防止往复电机21驱动转台22进行喷涂时重心不稳导致非标件甩出。
34.打开调节推杆25调节三爪卡盘26和其上非标件的初始高低,初始高度一般是调高调节推杆25,使得喷头34与三爪卡盘26上非标件底部齐平,防腐涂料可以喷进底部。
35.调整完毕后在观察窗15上粘贴透明护纸,涂装后撕除即可,不用再擦拭。之后关闭箱门14,锁紧把手16锁紧箱门14。
36.作业时,开动往复电机21驱动转台22转动,开启喷涂泵32对转动的非标件进行喷涂,此时箱体13内雾气不重,可以通过观察窗15观察到喷涂情况。底面喷涂完成后,控制调节推杆25下降,根据经验遥控喷涂推杆37的屈伸来调节喷头角度,此时箱体13内雾气变重,无法观察,一般是根据经验听,阻力较大时证明喷涂角度适宜,大量防腐涂料喷到箱体13时,就需要调节角度,全部喷涂完毕后 关闭喷涂泵32,静待箱体13雾滴沉降。后续根据防腐涂料性质和表面处理需求,干燥后配合多层喷涂或者直接取出非标件即可,安装部位如有喷涂缺失区域,人工手动刷涂即可,如有特殊需求,可翻转卡装位置再行喷涂,方法类似上述操作。
37.需要说明的是,实施例中的配件调节推杆25、往复电机21、喷涂推杆37均为市场商购,具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1