一种应用松装密度差异较大的物料混合机构的制作方法
1.本实用新型是一种应用松装密度差异较大的物料混合机构,属于机械设备领域。
背景技术:
2.混料机常用多个进料箱槽和管道使整体的下料混合形成等比例配合操作效果,让普遍均质物料的混合对颗粒产品和流体产品等都有适用效果,保证传统混合物料的简易操作性能和普遍使用效率,目前技术公用的待优化的缺点有:
3.常规混合物料的罐体和漏斗罐槽容易因为整体的螺旋桨和轴杆造成一个周遭甩动时的密度差异而致使粗细颗粒混料掺杂较大,且等比例下料后的混料残留固态粘壁的纯流体积多,导致后续的粘接凝固块受到连带输出沉降堵塞而影响混合质量。
技术实现要素:
4.针对现有技术存在的不足,本实用新型目的是提供一种应用松装密度差异较大的物料混合机构,以解决常规混合物料的罐体和漏斗罐槽容易因为整体的螺旋桨和轴杆造成一个周遭甩动时的密度差异而致使粗细颗粒混料掺杂较大,且等比例下料后的混料残留固态粘壁的纯流体积多,导致后续的粘接凝固块受到连带输出沉降堵塞而影响混合质量的问题。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种应用松装密度差异较大的物料混合机构,其结构包括:主轴杆、支撑筋板、螺带桨叶、料斗钟筒,所述螺带桨叶安装于料斗钟筒的内部并且轴心共线,所述支撑筋板设有三个并且均插嵌在主轴杆的底部下,所述支撑筋板与螺带桨叶的内部焊接在一起并且相互垂直,所述主轴杆插嵌在料斗钟筒的内部并且轴心共线,所述螺带桨叶设有弧刃齿纹片、螺旋带环片、桨叶弧翼板,所述螺旋带环片紧贴于桨叶弧翼板的顶面上并且处于同一螺旋弧面上,所述弧刃齿纹片设有两个以上并且围绕螺旋带环片的轴心焊接成一体,所述螺旋带环片安装于料斗钟筒的内部并且轴心共线。
6.为优化上述技术方案,进一步采取的措施为:
7.作为本实用新型的进一步改进,所述主轴杆由轴锥帽、套筒、转轴杆、连轴架杆组成,所述轴锥帽嵌套于套筒的底部下并且轴心共线,所述连轴架杆插嵌在转轴杆的顶部上并且处于同一竖直线上,所述转轴杆插嵌在套筒的顶部上并且轴心共线。
8.作为本实用新型的进一步改进,所述料斗钟筒为底部呈锥桶帽座的复合钟筒体结构,方便漏斗式下料收束混合物料的密度高效,提升均质压装的联动操作效果。
9.作为本实用新型的进一步改进,所述弧刃齿纹片为宽弧形齿槽连续排列的齿纹刀刃片结构,方便弧齿槽配合刮刷回转锯齿状落料口工作高效。
10.作为本实用新型的进一步改进,所述螺旋带环片为下窄上宽呈条带螺旋状的刀片旋桨架结构,方便环形高低位密度差沉降切削物料均质混合刮刷操作高效。
11.作为本实用新型的进一步改进,所述桨叶弧翼板为下窄上宽海螺轨迹衬垫式的垫
板条结构,方便低位贴合螺旋沉降剃料形成一个螺旋桨机架的稳固适配操作效果。
12.作为本实用新型的进一步改进,所述设备对密度大钨粉和密度小炭黑的混合是极具效果的,对应多种大小颗粒尺寸的金属粉末混合例如密度小铁粉和密度大镍粉混合、密度小镁粉和密度大铝粉混合等都是松装密度差异较大且适配均质混合物料极佳的加工作用。
13.有益效果
14.本实用新型一种应用松装密度差异较大的物料混合机构,工作人员通过在主轴杆的连轴架杆顶插接轴动电机对接回转转轴杆联动套筒与轴锥帽同步绕转,从而牵引支撑筋板在料斗钟筒内带动螺带桨叶弧刃齿纹片顺着螺旋带环片与桨叶弧翼板形成松装密度差异较大的密度大钨粉和密度小炭黑的混合操作,从而达到物料混合机构的密度差调整和贴合严谨精加工混料操作效果。
15.本实用新型操作后可达到的优点有:
16.运用主轴杆与螺带桨叶相配合,通过主轴杆回转机械联动螺带桨叶应用于松装密度相差较大的多种物料混合,混合效率高、匀性好;螺带桨叶根据物料的特性进行设计,使用过程料斗钟筒内物料按设计角度进行提升,匹配支撑筋板可使得筒体内部所有物料都能得到有效无死角混合;螺带桨叶与料斗钟筒是一对一匹配制作,保证螺旋带环片、桨叶弧翼板与料斗钟筒间隙均匀且在合理范围内;螺带桨叶表面开设弧刃齿纹片锯齿状落料口,可避免料斗钟筒内物料在提升过程中与料斗钟筒内壁由于挤压力过大而导致物料粘壁;料斗钟筒采用耐磨性材料抛光制作,改善物料在料斗钟筒内部的流动性,减少粘料。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本实用新型的其它特征、目的和优点将会变得更明显:
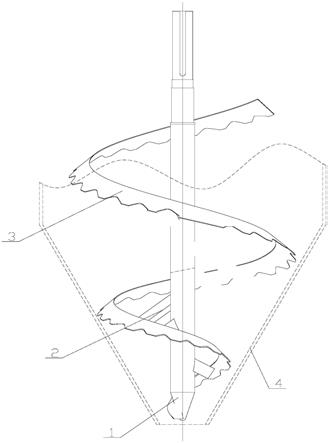
18.图1为本实用新型一种应用松装密度差异较大的物料混合机构的剖面结构示意图。
19.图2为本实用新型一种应用松装密度差异较大的物料混合机构详细的俯视结构示意图。
20.图3为本实用新型主轴杆工作状态的立体结构示意图。
21.图4为本实用新型螺带桨叶工作状态的立体结构示意图。
22.附图标记说明:主轴杆-1、支撑筋板-2、螺带桨叶-3、料斗钟筒-4、轴锥帽-11、套筒-12、转轴杆-13、连轴架杆-14、弧刃齿纹片-31、螺旋带环片-32、桨叶弧翼板-33。
具体实施方式
23.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
24.实施例一:
25.请参阅图1-图4,本实用新型提供一种应用松装密度差异较大的物料混合机构,其结构包括:主轴杆1、支撑筋板2、螺带桨叶3、料斗钟筒4,所述螺带桨叶3安装于料斗钟筒4的内部并且轴心共线,所述支撑筋板2设有三个并且均插嵌在主轴杆1的底部下,所述支撑筋
板2与螺带桨叶3的内部焊接在一起并且相互垂直,所述主轴杆1插嵌在料斗钟筒4的内部并且轴心共线,所述螺带桨叶3设有弧刃齿纹片31、螺旋带环片32、桨叶弧翼板33,所述螺旋带环片32紧贴于桨叶弧翼板33的顶面上并且处于同一螺旋弧面上,所述弧刃齿纹片31设有两个以上并且围绕螺旋带环片32的轴心焊接成一体,所述螺旋带环片32安装于料斗钟筒4的内部并且轴心共线,所述料斗钟筒4为底部呈锥桶帽座的复合钟筒体结构,方便漏斗式下料收束混合物料的密度高效,提升均质压装的联动操作效果,所述弧刃齿纹片31为宽弧形齿槽连续排列的齿纹刀刃片结构,方便弧齿槽配合刮刷回转锯齿状落料口工作高效,所述螺旋带环片32为下窄上宽呈条带螺旋状的刀片旋桨架结构,方便环形高低位密度差沉降切削物料均质混合刮刷操作高效,所述桨叶弧翼板33为下窄上宽海螺轨迹衬垫式的垫板条结构,方便低位贴合螺旋沉降剃料形成一个螺旋桨机架的稳固适配操作效果。
26.请参阅图3,所述主轴杆1由轴锥帽11、套筒12、转轴杆13、连轴架杆14组成,所述轴锥帽11嵌套于套筒12的底部下并且轴心共线,所述连轴架杆14插嵌在转轴杆13的顶部上并且处于同一竖直线上,所述转轴杆13插嵌在套筒12的顶部上并且轴心共线。
27.工作流程:工作人员通过在主轴杆1的连轴架杆14顶插接轴动电机对接回转转轴杆13联动套筒12与轴锥帽11同步绕转,从而牵引支撑筋板2在料斗钟筒4内带动螺带桨叶3弧刃齿纹片31顺着螺旋带环片32与桨叶弧翼板33形成松装密度差异较大的密度大钨粉和密度小炭黑的混合操作,从而达到物料混合机构的密度差调整和贴合严谨精加工混料操作效果。
28.本实用新型通过上述部件的互相组合,达到运用主轴杆1与螺带桨叶3相配合,通过主轴杆1回转机械联动螺带桨叶3应用于松装密度相差较大的多种物料混合,混合效率高、匀性好;螺带桨叶3根据物料的特性进行设计,使用过程料斗钟筒4内物料按设计角度进行提升,匹配支撑筋板2可使得筒体内部所有物料都能得到有效无死角混合;螺带桨叶3与料斗钟筒4是一对一匹配制作,保证螺旋带环片32、桨叶弧翼板33与料斗钟筒4间隙均匀且在合理范围内;螺带桨叶3表面开设弧刃齿纹片31锯齿状落料口,可避免料斗钟筒4内物料在提升过程中与料斗钟筒4内壁由于挤压力过大而导致物料粘壁;料斗钟筒4采用耐磨性材料抛光制作,改善物料在料斗钟筒4内部的流动性,减少粘料,以此来解决常规混合物料的罐体和漏斗罐槽容易因为整体的螺旋桨和轴杆造成一个周遭甩动时的密度差异而致使粗细颗粒混料掺杂较大,且等比例下料后的混料残留固态粘壁的纯流体积多,导致后续的粘接凝固块受到连带输出沉降堵塞而影响混合质量的问题。
29.本文中所描述的具体实施例仅仅是对本实用新型作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1