用于涂敷设施的涂敷单元的基体的制作方法
1.本发明总体上涉及工件的表面处理,尤其涉及用涂料、特别是涂料粉末对工件进行涂敷。
2.根据本发明的一个方面,本发明还涉及涂敷设施的针对工件涂敷被优化了的涂敷隔间或涂敷单元。
背景技术:
3.用于涂敷工件(尤其是以涂层粉末进行涂敷)的涂敷隔间或涂敷单元通常是从现有技术中已知的。这种涂敷隔间或涂敷单元通常包括具有隔间底部的涂敷室、两个相对定位的工件通道以及用于传送待涂敷的工件穿过涂敷室的输送装置。
4.例如,印刷出版物ep0 071 756 a2涉及一种涂敷隔间,该涂敷隔间具有输送装置,该输送装置通过入口和出口将待涂敷的物体传送穿过隔间的内部。隔间的喷涂装置因此是壁板中可打开的门的后面的手动喷枪。然而,也可以提供自动控制的喷枪。门还允许进入隔间内部。带有喷枪的喷涂装置可以都布置在隔间的同一侧。喷涂装置也可以设置在相反侧上,所说喷涂装置是带有供喷枪穿过的狭槽的壁板形式的。
5.代替用于将待涂敷物体自动输送穿过隔间内部的输送装置,待涂敷物体也可以手动引入隔间内部,并在随后的涂敷过程中再次取出。
6.用于自动输送待涂敷物穿过隔间内部的输送装置也可以设置在隔间的隔间底部下方,并具有工件载体,该工件载体穿过隔间底部上的输送槽延伸到涂敷隔间的涂敷室中。
7.具有这种“底部输送机”的涂敷隔间特别用于高质量工件的涂敷,因为通过将输送装置布置在隔间底部下方可以实现高涂敷质量。这尤其是因为用于将工件悬挂运输通过涂敷单元的“传统”输送机会促进灰尘颗粒或粉末残留物从输送装置落下,这会导致涂敷不规则。
8.另一方面,特别是关于粉末涂敷,用于在手动涂敷过程中间歇运输工件的隔间或系统也是已知的,这种类型的隔间不同于被设计成用于在手动/或自动涂敷过程中连续运输工件的流动型隔间。使用这些基本类型中的哪一种主要取决于相应涂敷任务的范围,即涂敷机要执行的任务,其中,基本上可以在以下类别之间进行区分:
[0009]-只有一种或几种色调的大批量(例如1000m2或更大的涂敷面积);
[0010]-多种色调的中等批量(例如200至1000m2的涂敷面积);
[0011]-更小批量施涂多种不同颜色(例如100m2范围内的涂敷面积);
[0012]-单件生产,小批量涂敷,例如以最多样化的色调数量生产样品;和
[0013]-对单个零件/工件和设备进行清洁活动。
[0014]
这种分类已经显示了对所使用的各个系统/隔间的要求有多么不同,并且在每个案例中找到工作/设置时间、材料成本和环境影响之间最有利的平衡是最重要的。
[0015]
很容易看出,在满足上述五个功能类别时,重点是非常不同的关键要求。因此,对于大批量,努力使工作尽可能自动化;为此,通常采用自动涂敷系统。对于中型批量,由于需
要快速改变颜色,主要关注点是减少设置时间,尤其是清洁时间。
技术实现要素:
[0016]
本发明的目的是说明一种隔间概念,其允许分别尽可能灵活和自动地使用涂敷隔间或涂敷系统,但仍能提供最佳的生产率和经济性。
[0017]
特别是,隔间概念应适用于考虑到涂敷工艺持续自动化过程中出现的特殊性,尤其是涂敷机器人越来越多地用于自动涂敷工艺这一事实。此外,隔间概念应该适合能够尽可能灵活地响应不同的要求。
[0018]
该目的通过独立权利要求1的主题创造性地解决,由此其有利的进一步改进在从属权利要求中指定。
[0019]
因此,本发明尤其涉及模块化设计的涂敷概念,该概念允许对涂敷隔间或涂敷单元以特别简单的方式进行针对应用来说专门的(anwendungsspezifisch)配置,以便能够最佳地考虑单个情况的所有特殊性。
[0020]
本发明尤其涉及一种用于涂敷设施的涂敷单元的基体,其中,基体具有模块化结构并且优选地被设计为在涂敷设施的整体系统内可互换的/可更换的(austauschbares)元件。基体特别被设计为可连接到至少一个优选被实施为模块的侧壁,以便能够提供特别是针对应用专门配置的涂敷单元。
[0021]
根据实施例,基体被设计为连接到另一基体,所述另一基体优选地为相同种类或类型,以便形成涂敷设施的涂敷线的至少一个部分。
[0022]
特别优选地,基体形成涂敷单元的下部部件和单元底部,并且特别地具有多边形的并且优选地矩形的基面基体尤其具有至少一个缸(wannen)形、槽(trog)形或斗形的内部区域,这些内部区域形成涂敷单元的单元底部,单元底部具有至少一个在抽吸口方向或在抽吸管道的方向上倾斜或弯曲的表面。
[0023]
在此可以设想,基体还具有框架形的外部区域,该外部区域至少部分地容纳所述至少一个缸形、槽形或斗形的内部区域。
[0024]
根据本发明的一个方面,基体包括集成的抽吸系统,用于在涂敷单元的涂敷操作期间,特别是在需要时抽吸或抽出过喷粉末(overspray-pulver)。
[0025]
如本文所用,术语“过喷粉末”应理解为没能施加到待涂敷的工件上或在涂敷过程中已经至少喷涂一次并且相应地被回收的涂敷材料。这种过喷粉末有时也称为“回收”材料。
[0026]
在上下文中,本发明的实施例提供的抽吸系统包括至少一个抽吸口,该抽吸口形成在框架形的外部区域中并且优选地居中地布置在外部区域的侧壁中并且流体连接到真空源。该至少一个抽吸口通过形成在外部区域和内部区域之间的管道系统流体连接到至少一个通向所述内部区域的抽吸口,和/或流体连接到至少部分形成在所述内部区域中的至少一个抽吸管道。根据其进一步的改进,基体具有两个相邻布置的、彼此镜像的缸形、槽形或斗形的内部区域,所述两个内部区域容纳在共同的框架形的外部区域中。
[0027]
因此可以想到,抽吸系统包括至少一个抽吸口,该抽吸口形成在框架形的外部区域中并且优选居中地布置在外部区域的侧壁中并且可流体地连接到真空源,其中,该抽吸
口通过形成在外部区域和两个内部区域之间的管道系统流体连接到通向两个内部区域中的第一内部区域的抽吸口并流体连接到通向两个内部区域中的第二内部区域的抽吸口。
[0028]
特别是在具有多个涂敷单元的涂敷设施的情况下,可以想到,形成在框架形的外部区域中的至少一个抽吸口能够流体连接到另一个涂敷单元的基体的抽吸系统,并且优选能够连接到相同种类或类型的另一基体的抽吸系统。
[0029]
基体优选地包括集成的排气系统,用于尤其是基于需要地且优选地以脉冲方式释放压缩空气,所述释放尤其是沿着隔间底部(kabinenboden)的至少一个倾斜或弯曲的表面并且朝向抽吸口或抽吸管道的。在上下文中,有利的是,排气系统包括至少一个排气轨道(abblasleiste),优选地包括多个排气轨道,这些排气轨道在需要的情况下可以单独控制并能够用压缩空气加压,其中,所述排气轨道具有相应的排气孔,其优选地在所述内部区域的边缘区域中通到内部区域内。
[0030]
关于涂敷隔间(beschichtungskabine),有利地设置为,隔间底部的至少部分区域(其围绕输送槽)被设计为坡形的其中,设置至少一个吹气装置(luftblaseinrichtung)以用于优选地以脉冲方式沿涂敷隔间底部的坡形的部分区域朝向设置在隔间底部上的至少一个抽吸管道吹送气流。有利地,所述至少一个吹气装置设置在所述输送槽处。
[0031]
优选地,在涂敷隔间的至少一个侧壁上或至少一个侧壁中使用至少一个另外的吹气装置,所述侧壁邻接带有工件通道侧壁。该另外的吹气装置特别地设计成用于优选地以脉冲方式沿着隔间底部朝向设置在隔间底部中的至少一个抽吸管道吹送气流。
[0032]
本发明还涉及一种涂敷设施的涂敷单元,其中,该涂敷单元具有上述本发明类型的基体和与所述基体优选地实施为模块的至少一个侧壁,并且优选地还具有连接到或可连接到所述至少一个侧壁的顶部部分。根据本发明的涂敷单元特别适用于工件的自动粉末涂敷。涂敷单元优选地具有适合于涂敷机器人的操作范围的基面
[0033]
涂敷单元优选地具有用于将工件导入和导出的两个通道以及与设置有涂敷机器人的涂敷单元的开口侧相对的单个侧壁。
[0034]
基体构成了涂敷单元的基本部件,这使得为不同应用构建灵活的涂敷单元成为可能。作为下部部件的基体是模块化和标准化的。
[0035]
基体的模块化结构能够定制涂敷单元,特别是将至少一个侧壁连接到基体,使得涂敷机器人能够最佳进入,例如从第一、第二或第三侧或从基体的角部进入。这种灵活的涂敷单元主要与涂敷机器人一起使用,但也可以与传统的自动系统(轴和手动涂敷站)串联使用。
[0036]
基体的表面优选为1至3m(宽度和长度),通常为1.5至2.5m。在双单元的情况下,长度增加,但是宽度保持在相同的数量级。
附图说明
[0037]
下面将参考附图更详细地描述本发明。
[0038]
其中:
[0039]
图1是根据本发明实施例的具有涂敷单元的涂敷设施的一部分的示意性等距视
图;
[0040]
图2是本发明的涂敷单元的基体的第一示例性实施例的示意性等距视图;
[0041]
图3是本发明的涂敷单元的基体的第二示例性实施例的示意性等距视图;
[0042]
图4是本发明的涂敷单元的基体的第三示例性实施例的示意性等距视图;和
[0043]
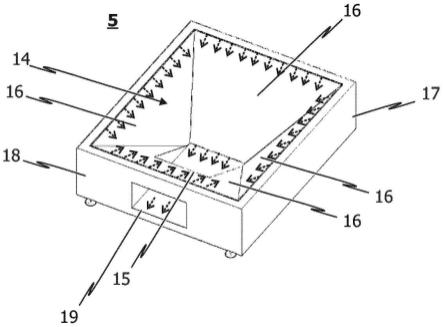
图5是本发明的涂敷单元的基体的第四示例性实施例的示意性等距视图。
具体实施方式
[0044]
图1示出了根据本发明解决方案的粉末涂敷设施1的示例性实施例的示意性等距视图。粉末涂敷设施1用于用涂料粉末喷涂物体,然后在加热炉(图1中未示出)中将其熔合到物体上。提供一个或更多个电子控制装置用于控制粉末喷涂系统1的操作。
[0045]
粉末泵用于涂料粉末的气动输送。这些粉末泵可以是喷射器,在喷射器中涂料粉末资源通过用作输送空气的压缩空气从粉末容器中吸出,之后输送空气和涂料粉末的混合物然后一起流入容器或喷涂装置。合适的喷射器例如可以从印刷出版物ep0 412 289b1中已知。
[0046]
也可以使用这样的泵作为粉末泵,即,其是通过压缩空气连续泵送小部分粉末的类型,由此将每一小部分粉末(粉末量)储存在粉末单元中,然后通过压缩的空气从粉末单元中排出。压缩空气停留在粉末部分的后面并将其向前推动。这些类型的泵有时被称为“压缩空气推力泵”或“柱塞输送泵”,因为压缩空气通过泵排放管线(如柱塞)将存储的部分粉末向前推进。用于输送致密涂料粉末的各种类型的这种粉末泵例如可以从以下印刷出版物中已知:de 103 53 968 a1、us 6,508,610 b2、us 2006/0193704 a1、de 101 45 448 a1或wo 2005/051549 a1。
[0047]
本发明不限于任何一种所述类型的粉末泵。
[0048]
在根据图1的涂敷设施中,每个涂敷单元2还利用施涂器系统3以根据需要在相应的涂敷单元2中喷涂涂敷材料。施涂器系统3包括至少一个相应的用于喷涂所需涂敷材料的喷枪系统4。
[0049]
本发明的涂敷设施1特别规定,至少一个喷枪系统4被分配一个机器人系统,用于在涂敷过程中使喷枪系统相对于待涂敷的工件定位和/或对准。
[0050]
机器人系统与至少一个喷枪系统4一起构成涂敷机器人3,与传统的轴或定位系统相比,该涂敷机器人不被实现为在待涂敷的工件正被运输穿过涂敷单元2时与待涂敷的工件一起行进的系统。每个涂敷机器人3可相对于涂敷单元2的基体5和相对于工件在三个维度上移动。
[0051]
本发明的涂敷设施1的优选实施方式特别规定,至少一个喷枪系统4被分配一个机械臂系统,该机械臂系统能够借助机器人在要被涂敷的工件的输送装置下方或上方在所有方向上移动。
[0052]
喷枪系统4优选地包括至少一个涂敷枪。涂敷枪优选为静电涂敷枪,该静电涂敷枪被设计成对要用涂敷枪喷涂的涂敷材料进行静电充电。
[0053]
本发明的涂敷设施1的优选实施方式规定,为涂敷枪分配控制装置,用于控制和/或调节涂敷材料充电过程中的电流。该控制装置特别设计用于以至少0.5μa的步长调节10μa以下的电流值。
[0054]
具体如图2至图5所示,对于涂敷单元2有利地将至少部分隔间底部设置为斜坡状的,由此提供至少一个吹气装置,用于优选地以脉冲方式沿着隔间底部的斜坡部分朝向设置在隔间底部中的至少一个抽吸管道6吹送气流。
[0055]
优选地,在涂敷单元2的至少一个侧壁上或中使用至少一个另外的吹气装置,所述至少一个侧壁邻接带有工件通道的侧壁。该另外的吹气装置特别地设计用于优选地以脉冲方式沿着隔间底部朝向设置在隔间底部中的至少一个抽吸管道6吹送气流。
[0056]
涂敷设施1包括用于将涂敷材料施加到涂敷机器人3的喷枪系统4的涂敷材料供应装置(图1中未示出)。涂敷材料供应装置因此特别设计为根据需要为相应的喷枪系统4仅供应新的涂敷材料或供应新的涂敷材料连同回收材料或仅供应回收材料。
[0057]
如本文所用,术语“回收材料”应理解为在涂敷过程中已经至少喷涂一次并被相应地回收的涂敷材料。这种回收材料有时也称为“过喷材料”。
[0058]
本发明的涂敷系统的进一步改进规定,涂敷材料供应装置优选地具有用于每个喷枪系统4的至少一个涂敷材料泵,其中,涂敷材料泵优选地基于密流原理并且被设计用于连续的涂敷材料输送。
[0059]
未附着在待涂敷物上的涂料粉末作为过喷粉末(过量粉末)通过来自鼓风机8的抽吸气流通过过量粉末管线7被吸入旋风分离器9。旋风分离器9从吸气流中分离尽可能多的过量粉末。然后将分离的部分粉末作为回收或分别回收的粉末通过回收粉末管线从旋风分离器9输送到可选提供的筛分装置,在该筛分装置中该部分粉末通过粉末进料管线单独或与新鲜粉末混合返回到机器人系统的喷枪4。
[0060]
旋风分离器9的废气通过废气管线10到达后过滤装置11,并通过其中的一个或更多个过滤元件到达鼓风机8,然后进入外部大气。过滤元件可以是过滤袋、过滤筒、过滤板或类似的过滤元件。由过滤元件从气流中分离出来的粉末通常是废粉并通过重力落入废料容器中,或者可以通过一条或多条废料管线输送到废料站的废料容器中。
[0061]
图1具体示出了包括两个涂敷单元2的涂敷设施1的一部分,每个涂敷单元与根据本发明的基体5的示例性实施例相匹配。
[0062]
在图1中以等距视图示意性地示出的涂敷设施1具体地包括第一涂敷单元2以及与其直接相邻布置的第二涂敷单元2。两个涂敷单元2中的每一个都被设计成使用涂敷机器人3进行自动粉末涂敷。
[0063]
与迄今为止用于自动粉末涂敷的涂敷单元2相比,在图1中示意性地描绘的涂敷设施1中使用的涂敷单元2被设计成特别考虑到通过涂敷机器人3进行粉末涂敷。为此,每个涂敷单元2仅具有一个(单个)侧壁12,该侧壁12具有顶部部分13,该顶部部分13优选地仅部分覆盖涂敷单元2的顶部,以便能够优化地利用涂敷机器人3的机动性。
[0064]
涂敷单元2的与单个侧壁12相对的一侧被设计为“开放”侧壁,以便涂敷机器人3可以根据需要对待涂敷工件(图1中未示出)进行完全整体的涂敷。
[0065]
在涂敷设施1中使用的涂敷单元2的相应基体5分别具有模块化结构并且特别优选地具有彼此相同的构造。每个基体5可以设计为在涂敷设施1的整个系统内可互换的元件。连接到基体5的各个侧壁12优选地被实施为同类的并且可作为模块单独连接到涂敷单元2的基体5。
[0066]
涂敷单元2的两个基体5连接在一起并且分别形成相应的涂敷单元2的底部部分和
单元底部。因此特别优选多边形的特别是矩形的单元底部的基面。
[0067]
涂敷单元2的每个基体5都分配有一个集成的抽吸系统,用于抽吸和抽出在涂敷单元2的涂敷操作期间可能积聚的任何过喷粉末。
[0068]
图2至图5示出了本发明的基体5的分别以等距示意图示出的不同构造。基体5的每个实施例都呈现出模块化结构并且被设计成可连接到至少一个优选地同样被设计成模块的侧壁12,以便提供特别是针对应用专门配置的涂敷单元2。
[0069]
如图2至图5所示,基体5形成了涂敷单元2的底部部分和单元底部,并且分别具有多边形的、尤其是矩形的基面。
[0070]
每个基体5包括至少一个缸形、槽形或斗形的内部区域14,该内部区域形成涂敷单元2的单元底部,其具有至少一个在抽吸口15、19的方向上或抽吸管道6的方向上倾斜或弯曲的表面16。
[0071]
由此规定,基体5具有框架形的外部区域17,该框架形的外部区域17至少部分地容纳至少一个缸形、槽形或斗形的内部区域14。
[0072]
如已经结合图1中示意性示出的涂敷设施1的示例性实施例所述,每个基体5包括集成的抽吸系统,以便在涂敷单元2的粉末涂敷操作期间特别是根据需要地抽吸或者说排出过喷粉末。在本文中特别规定,抽吸系统包括至少一个抽吸口19,该抽吸口19形成在框架形的外部区域17中并且优选地居中布置在外部区域17的侧壁18中并且流体连接到真空源/低压源(unterdruckquelle)。
[0073]
该至少一个抽吸口19通过形成在外部区域17和内部区域14之间的管道系统流体连接到至少一个通到内部区域14中的抽吸口19和/或连接到至少一个至少部分地形成在内部区域14中的抽吸管道6。
[0074]
从图5中的示意图可以具体看出,本发明的实施例可以规定,基体5包括相邻的两个(或多个)缸形、槽形或斗形的内部区域14,所述内部区域相邻布置的并且特别是彼此镜像,这些内部区域被容纳在共同的框架形的外部区域17中。
[0075]
在图5中示意性描绘的本发明的基体5的实施例中,抽吸系统包括至少一个抽吸口19,该抽吸口19形成在框架形的外部区域17中并且优选地居中布置在外部区域17的侧壁中并且流体连接至真空源,由此借助形成在外部区域17和两个内部区域之间的管道系统,该抽吸口19流体连接至通到两个内部区域14中的第一内部区域14中的抽吸口19以及通到两个内部区域中的第二内部区域14中的抽吸口19。
[0076]
原则上有利的是,形成在框架形的外部区域17中的至少一个抽吸口19可流体连接到优选相同种类或类型的另一基体5的抽吸系统。换言之,在根据需要抽吸过喷粉末方面,基体5的串联连接是可能的。
[0077]
本发明的基体5的示例性实施例优选地进一步包括集成的排气系统,以便能够特别是基于需要地并且优选脉冲式地释放压缩空气,并且特别是沿着至少一个倾斜或弯曲的表面16和朝向基体5的抽吸口19或抽吸管道进行。
[0078]
在这种情况下,有利的是,排气系统包括至少一个排气轨道,优选地包括多个排气轨道,其中,所述至少一个排气轨道具有至少一个排气口,该排气口在所述内部区域的边缘区域中通到内部区域14内。图2在这方面表明了吹出(优选压缩空气的脉冲吹出)在清洁操作中如何发生。
[0079]
本发明不限于附图中描绘的实施例,而是源自对本文所公开的所有特征的综合整体考虑。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1