一种点胶装置的制作方法
1.本发明涉及点胶技术领域,尤其是指一种点胶装置。
背景技术:
2.点胶,是一种工艺,也称施胶、涂胶、灌胶、滴胶等,是把电子胶水、油或者其他液体涂抹、灌封、点滴到产品上,让产品起到黏贴、灌封、绝缘、固定、表面光滑等作用。点胶的应用范围非常广泛,大到飞机轮船,小到衣服玩具等生产,都可能需要点胶,可以说,只要胶水到达的地方,那么就需要点胶工艺服务。
3.在目前的点胶作业中,会使用到全自动点胶机,现有的点胶机大都是先将产品放置在固定位置,然后对其中的一个面进行点胶,部分点胶机虽然也可通过设置的简易旋转机构对产品的角度进行微调从而对产品的侧面进行点胶,但有些产品不仅需要对已经设置好的面进行全方位点胶,还需要对产品的背面进行点胶处理,现有的设备无法满足这种需求。
技术实现要素:
4.为此,本发明所要解决的技术问题在于克服现有技术中无法完成对产品的全方位点胶的问题。
5.为解决上述技术问题,本发明提供了一种点胶装置,用于对产品的全方位点胶,包括:
6.机架;
7.z轴旋转机构,其包括z轴转板和第一驱动源,所述第一驱动源设置在所述机架上,所述第一驱动源连接所述z轴转板,所述第一驱动源带动所述z轴转板在竖直平面内进行多角度转动;
8.y轴旋转机构,其包括工装板和第二驱动源,所述第二驱动源设置在所述z轴转板上,所述第二驱动源连接所述工装板,所述工装板用于固定产品,所述第二驱动源带动所述工装板在水平面内进行周向转动;
9.压紧机构,其设置在所述机架上,所述压紧机构用于将产品压入所述工装板;
10.叉移机构,其包括叉手和第一顶升气缸,所述第一顶升气缸设置在所述机架上,所述第一顶升气缸的输出端连接所述叉手,所述叉手用于对所述工装板上的产品进行x轴方向上的横移;
11.翻转机构,其包括旋转固定块和第三驱动源,所述第三驱动源连接所述旋转固定块,所述旋转固定块用于配合所述叉手将产品进行竖直平面内的翻转。
12.在本发明的一个实施例中,所述翻转机构还包括第三顶升气缸,所述第三顶升气缸竖直设置在所述第一顶升气缸的固定端上,所述第三顶升气缸的输出端连接所述第三驱动源。
13.在本发明的一个实施例中,所述压紧机构包括压块和第二顶升气缸,所述第二顶
升气缸连接所述压块,所述压块用于压紧产品。
14.在本发明的一个实施例中,所述机架上设置有y轴滑动机构,所述y轴滑动机构包括y轴滑块和第四驱动源,所述第四驱动源连接所述y轴滑块,所述y轴滑块上设置有z轴顶升机构,所述z轴顶升机构包括第一z轴滑块和第五驱动源,所述第五驱动源连接所述第一z轴滑块,所述第一z轴滑块连接所述第一驱动源,所述机架上还垂直设置有滑轨,所述第一z轴滑块沿所述滑轨滑动。
15.在本发明的一个实施例中,所述机架上设置有相互平行的两个y轴传送支架,所述y轴传送支架上设置有主动轮、从动轮和传送带,所述主动轮通过所述传送带带动所述从动轮转动,所述传送带用于对产品进行y轴方向的转运。
16.在本发明的一个实施例中,所述y轴传送支架上设置有张紧轮、限位轮和传送带垫板,所述传送带垫板设置在所述y轴传送支架上,所述传送带垫板与所述传送带贴合,所述传送带依次绕行所述主动轮、所述张紧轮、所述限位轮、所述传送带垫板和所述从动轮。
17.在本发明的一个实施例中,所述y轴传送支架上还设置有限制产品位移的挡块。
18.在本发明的一个实施例中,所述机架上还设置有x轴滑动机构,所述x轴滑动机构包括x轴滑动支架、x轴滑块和第六驱动源,所述第六驱动源设置在所述x轴滑动支架上,所述第六驱动源连接所述x轴滑块,所述x轴滑块上设置有z轴滑动机构,所述z轴滑动机构上设置有点胶机,所述z轴滑动机构配合所述x轴滑动机构带动所述点胶机对产品进行点胶。
19.在本发明的一个实施例中,所述z轴滑动机构包括第二z轴滑块和第七驱动源,所述第七驱动源设置在所述x轴滑块上,所述第七驱动源连接所述第二z轴滑块,所述第二z轴滑块连接所述点胶机。
20.在本发明的一个实施例中,还包括擦胶组件,所述擦胶组件设置在所述机架上,所述擦胶组件上还设置有接胶杯。
21.本发明的上述技术方案相比现有技术具有以下优点:
22.本发明所述的一种点胶装置,利用压紧机构将产品压入工装板上,并由z轴旋转机构和y轴旋转机构分别带动产品倾斜和旋转,而翻转机构可对整个产品进行翻面,实现对产品全方位的点胶。
附图说明
23.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
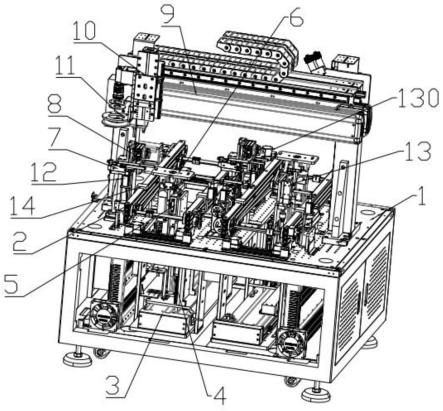
24.图1是本发明点胶装置的整体结构示意图;
25.图2是图1所示点胶装置中y轴传送支架部分的局部放大图;
26.图3是图1所示点胶装置中y轴滑动机构和z轴顶升机构的局部放大图;
27.图4是图1所示点胶装置中z轴旋转机构和y轴旋转机构的局部放大图;
28.图5是图1所示点胶装置中压紧机构的结构示意图;
29.图6是图1所示点胶装置中叉移机构和翻转机构的结构示意图;
30.图7是图1所示点胶装置中x轴滑动机构和点胶机的结构示意图。
31.说明书附图标记说明:1、机架;2、y轴传送支架;21、主动轮;22、从动轮;23、传送带;24、传送带垫板;3、y轴滑动机构;31、y轴滑块;32、第四驱动源;4、z轴顶升机构;41、第一
z轴滑块;42、第五驱动源;43、滑轨;5、z轴旋转机构;51、z轴转板;52、第一驱动源;6、y轴旋转机构;61、工装板;62、第二驱动源;7、叉移机构;71、叉手;72、第一顶升气缸;8、翻转机构;81、旋转固定块;82、第三驱动源;83、第三顶升气缸;9、x轴滑动机构;91、x轴滑动支架;10、z轴滑动机构;11、点胶机;12、压紧机构;120、压块;121、第二顶升气缸;13、擦胶组件;130、接胶杯;14、挡块。
具体实施方式
32.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
33.参照图1所示,一种点胶装置,用于对产品的全方位点胶,包括:
34.机架1,具体的,机架1包括第一平台和第二平台,第一平台上开槽,更多的,第一平台是一块板材,其上设置有多个安装孔,以便于其它组件的安装和调整,第一平台的下表面设置有多个支撑柱,第二平台通过支撑柱与第一平台连接。
35.还包括擦胶组件13,擦胶组件13设置在机架1上,擦胶组件13上还设置有接胶杯130,接胶杯130用来承接点胶机11的针孔残留的胶水。
36.参照图2和图1所示,机架1上设置有相互平行的两个y轴传送支架2,具体的,两个y轴传送支架2平行设置在第一平台的槽口两侧,y轴传送支架2上设置有主动轮21、从动轮22和传送带23,主动轮21通过传送带23带动从动轮22转动,传送带23用于对产品进行y轴方向的转运,具体的,y轴传送支架2是u型架,其两端架设在第一平台上,主动轮21、从动轮22和传送带23分两组对称安装在y轴传送支架2的横梁内侧。
37.y轴传送支架2上设置有张紧轮、限位轮和传送带垫板24,传送带垫板24设置在y轴传送支架2上,传送带垫板24与传送带23贴合,传送带23依次绕行主动轮21、张紧轮、限位轮、传送带垫板24和从动轮22,具体的,传送带23的缠绕方式为s形,张紧轮和限位轮可设置有多个,y轴传送支架2的横梁上设置有多道安装滑轨,张紧轮可根据实际需要调整其位置以实现传送带23的张紧。
38.y轴传送支架2上还设置有限制产品位移的挡块14,挡块14用于阻挡产品在传送带23上的持续转运。
39.进一步的,y轴传送支架2上还设置有主动轮轴承和第八驱动源,主动轮轴承穿设有滚轴,滚轴的一端连接第八驱动源,滚轴的另一端连接主动轮21,具体的,滚轴贯穿两个y轴传送支架2并同时驱动对称的主动轮21。
40.参照图3和图1所示,机架1上设置有y轴滑动机构3,y轴滑动机构3包括y轴滑块31和第四驱动源32,第四驱动源32连接y轴滑块31,y轴滑块31上设置有z轴顶升机构4,z轴顶升机构4包括第一z轴滑块41和第五驱动源42,第五驱动源42连接第一z轴滑块41,第一z轴滑块41连接第一驱动源52,机架1上还垂直设置有滑轨43,第一z轴滑块41沿滑轨43滑动,具体的,y轴滑动机构3带动整个z轴滑动机构10在传送带23的传送方向移动,在第一平台和第二平台的连接柱上还设置有支撑板,支撑板上设置有滑轨,第五驱动源42可以是一种竖直安装的气缸,在气缸顶升的过程中,滑块沿着导轨滑动,可提高整个z轴顶升机构4运行过程的稳定性。
41.参照图4和图1所示,z轴旋转机构5,其包括z轴转板51和第一驱动源52,第一驱动
源52设置在机架1上,第一驱动源52连接z轴转板51,第一驱动源52带动z轴转板51在竖直平面内进行多角度转动,具体的,第一驱动源52是一种旋转驱动源,z轴转板51安装在第一驱动源52上,并带动其自身在竖直平面内前后转动一定的角度。
42.y轴旋转机构6,其包括工装板61和第二驱动源62,第二驱动源62设置在z轴转板51上,第二驱动源62连接工装板61,工装板61用于固定产品,第二驱动源62带动工装板61在水平面内进行周向转动,具体的,工装板61上根据产品或者模具的形状设置有多个定位销,以便在点胶过程中固定产品。
43.参照图1至图5所示,压紧机构12,其设置在机架1上,压紧机构12用于将产品压入工装板61,压紧机构12包括压块120和第二顶升气缸121,第二顶升气缸121连接压块120,压块120用于压紧产品。具体的,压块120是对称设置的l型结构,在第二顶升气缸121下移的过程中压紧产品。
44.参照图6和图1所示,叉移机构7,其包括叉手71和第一顶升气缸72,第一顶升气缸72设置在机架1上,第一顶升气缸72的输出端连接叉手71,叉手71用于对工装板61上的产品进行x轴方向上的横移,具体的,叉手71是一种u型机构,还可根据产品的形状设计成可插入的形式。
45.翻转机构8,其包括旋转固定块81和第三驱动源82,第三驱动源82连接旋转固定块81,旋转固定块81用于配合叉手71将产品进行竖直平面内的翻转,翻转机构8还包括第三顶升气缸83,第三顶升气缸83竖直设置在第一顶升气缸72的固定端上,第三顶升气缸83的输出端连接第三驱动源82,具体的,旋转固定块81上设置有限位槽,用来固定产品。
46.参照图7和图1所示,机架1上还设置有x轴滑动机构9,x轴滑动机构9包括x轴滑动支架91、x轴滑块和第六驱动源,第六驱动源设置在x轴滑动支架91上,第六驱动源连接x轴滑块,x轴滑块上设置有z轴滑动机构10,z轴滑动机构10上设置有点胶机11,z轴滑动机构10包括第二z轴滑块和第七驱动源,第七驱动源设置在x轴滑块上,第七驱动源连接第二z轴滑块,第二z轴滑块连接点胶机11,z轴滑动机构10配合x轴滑动机构9带动点胶机11对产品进行点胶,具体的,x轴滑动机构9控制点胶机11在水平方向上的移动,z轴滑动机构10控制点胶机11在竖直方向上的移动。
47.工作时,产品经由传送带23承接并转运,当产品与挡块14接触时,工装板61由z轴顶升机构4抬起,压紧机构12将产品压入工装板61,此时,产品持续上升,x轴滑动机构9带动z轴滑动机构10横移,z轴滑动机构10控制点胶机11向下移动对产品进行点胶;产品在z轴旋转机构5的作用下可旋转一定角度以实现局部的点胶,同时y轴旋转机构6控制产品旋转可实现其周向的点胶,当需要对产品的背面进行点胶时,由叉移机构7和翻转机构8共同作用对产品进行整个翻面,并再次由压紧机构12固定;当点胶工作完成以后,y轴滑动机构3将产品沿y轴方向输送越过挡块14,z轴顶升机构4将产品下落到传送带23上,产品由传送带23继续输送。
48.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1