一种高良率的喷涂工艺及其应用的制作方法
1.本发明涉及喷涂工艺技术领域,尤其涉及ipcc23c4领域,更具体地,涉及一种高良率的喷涂工艺及其应用。
背景技术:
2.随着科技的发展,通常会对电子产品、汽车等表面进行处理,从而起到保护内部材料且具有美丽外观的效果,但是传统的电镀生产工艺废水排放量大,对空气、水污染严重,而且电镀镍会致癌。喷涂工艺操作简单,但自动化程度低,且制备出的产品表面颗粒毛屑多,涂层与基体之间附着力差,会影响产品良率。
3.现有技术中,申请公布号为cn 105983503a的专利文件,公开了一种全自动塑胶真空镀膜涂装线及镀膜方法,采用多级可控的涂装工序,提升了产线的自动化和工作效率,但是对于产品的良率提升有限。
4.申请公布号为cn 109456663a的专利文件,公开了一种用于电子产品的表面处理剂及处理方法,通过调节底漆、中漆、面漆的组分,从而提高产品的稳定性,但是其涂层数较多,工艺复杂,不适合生产线生产。
5.因此,需要研发出自动化程度高、节约人力物力成本,且制备出的涂膜性能好,附着力高,产品良品率高的喷涂工艺方法。
技术实现要素:
6.为了解决上述问题,本发明第一方面提供了一种高良率的喷涂工艺,其特征在于,包括以下步骤:
7.s1、空压机打开进气;
8.s2、将油性涂料和水性涂料分别用搅拌机搅拌均匀,待用;
9.s3、用专用洗枪水进行泵浦清洗5-8min后,上油;
10.s4、喷枪调试油量开关;
11.s5、ir线体升温;
12.s6、送排风调整;
13.s7、投料;
14.s8、除尘;
15.s9、喷涂;
16.s10、产品重量称重,收料,即可。
17.优选的,所述步骤s5升温参数为:升温速率为10-30℃/min。
18.优选的,所述步骤s8除尘过程为人工除尘和静电自动除尘中的一种或多种;进一步优选的,包括人工除尘、1号静电自动除尘、2号静电自动除尘。
19.喷涂前选用人工除尘、1号静电自动除尘、2号静电自动除尘三种除尘方式,能够在降低产品表面静电值的同时,还能够减少产品表面的颗粒毛屑,从而提高产品的良率。
20.优选的,所述步骤s9喷涂过程为:先喷涂油性涂料,再喷涂水性涂料。
21.优选的,所述油性涂料为聚氨酯涂料、丙烯酸聚氨酯涂料、环氧树脂涂料中的一种或多种;进一步优选的,为丙烯酸聚氨酯涂料。
22.优选的,所述丙烯酸聚氨酯涂料的体积固含量为45-60%,最低固化温度为-20~0℃;进一步优选的,所述丙烯酸聚氨酯涂料的体积固含量为53%,最低固化温度为-10℃。
23.聚氨酯油性涂料具有良好的耐磨性、耐油性、低温柔韧性、高弹性模量,但是其热稳定性不好、机械性能差,不能作为油性涂料应用于笔记本外壳、键盘、汽车件外壳、化妆品外壳、按摩椅外壳、五金件等领域中。申请人意外发现,选用体积固含量为53%,最低固化温度为-10℃的丙烯酸聚氨酯涂料作为油性涂料,不仅使得涂料具有良好的柔韧性和耐磨性,还具有优异的机械性能和耐老化性能。这可能是由于聚氨酯和丙烯酸酯协同作用,提高了涂层的性能,使得其可以应用于笔记本外壳、键盘、汽车件外壳、化妆品外壳、按摩椅外壳、五金件等领域中。
24.在一些优选的方案中,所述油性涂料可为市售,例如供应商玉邦涂料生产的hp-30010。
25.优选的,所述水性涂料,按重量份计,其制备原料包括:组分一:多元醇400-600份、扩链剂40-80份、催化剂1-10份;组分二:异氰酸酯200-300份。
26.优选的,所述多元醇为聚酯多元醇、聚醚多元醇、丙烯酸多元醇中的一种或多种;进一步优选的,为聚醚多元醇。
27.优选的,所述聚醚多元醇为第一聚醚多元醇和第二聚醚多元醇。
28.优选的,所述第一聚醚多元醇和第二聚醚多元醇的摩尔比为(1-2):(1-2);进一步优选的,为1:1。
29.优选的,所述第一聚醚多元醇的官能度为1-3,相对分子质量为1500-2500;进一步优选的,所述第一聚醚多元醇的官能度为2,相对分子质量为2000。
30.在一些优选的方案中,所述第一聚醚多元醇可为市售,例如供应商陶氏化学生产的voranol 2120。
31.优选的,所述第二聚醚多元醇的官能度为2-4,羟值为150-200mgkoh/g;进一步优选的,所述第二聚醚多元醇的官能度为3,羟值为160mgkoh/g。
32.在一些优选的方案中,所述第二聚醚多元醇可为市售,例如供应商陶氏化学生产的voranol cp-1055。
33.申请人发现,选用官能度为1-3,相对分子质量为1500-2500的第一聚醚多元醇,能够与4,4
’‑
二苯二甲基二异氰酸酯反应生成直线链段,使得膜层具有较好的断裂伸长性能,但是其耐磨和拉伸性能较差。申请人意外发现,选用官能度为2-4,羟值为150-200mgkoh/g的第二聚醚多元醇,且当第一聚醚多元醇和第二聚醚多元醇的摩尔比为(1-2):(1-2)时,制备的水性涂膜不仅具有较好的柔韧性,还具有较好的拉伸性能,且耐磨性较好。
34.优选的,所述扩链剂为丁二醇、丙二醇、乙二醇、二邻氯二苯胺甲烷、乙醇胺、三乙醇胺、二乙醇胺中的一种或多种;进一步优选的,为二邻氯二苯胺甲烷。
35.优选的,所述催化剂为有机锡催化剂、有机铅催化剂、叔胺类催化剂中的一种或多种;进一步优选的,为有机锡催化剂。
36.优选的,所述有机锡催化剂为辛酸亚锡、二月桂酸二正辛基锡、三丁基乙烯基锡中
的一种或多种;进一步优选的,为辛酸亚锡。
37.所述水性涂料的制备方法,包括以下步骤:将多元醇与扩链剂、催化剂混合后,升温至100-120℃,并搅拌1-3h后,得到组分一;将组分二升温至100-120℃,并与组分一混合,保持100-120℃搅拌1-3h,即得。
38.优选的,所述异氰酸酯为六亚甲基二异氰酸酯、异氟尔酮二异氰酸酯、二环己基甲烷二异氰酸酯、甲苯二异氰酸酯、对苯二异氰酸酯、4,4
’‑
二苯二甲基二异氰酸酯中的一种或多种;进一步优选的,为4,4
’‑
二苯二甲基二异氰酸酯。
39.优选的,所述组分一与组份二的重量比为(1.5-3):1;进一步优选的,为2:1。
40.申请人意外发现,当水性涂料中,组分一与组份二的重量比为(1.5-3):1时,体系中的各组分协同作用,使得制得的水性涂膜与油性涂膜附着力强的同时,具有较好的硬度,且耐候性、耐盐雾性佳,产品表面光滑平整,颗粒毛屑极少,良品率高。
41.优选的,所述油性涂料和水性涂料的喷涂时间均为100-180s。
42.优选的,所述油性涂料和水性涂料在喷涂后均在常温下流平6-10min。
43.优选的,所述油性涂料喷涂后在75-80℃下烘烤18-24min。
44.优选的,所述水性涂料喷涂后在58-68℃下烘烤30-50min。
45.本发明第二方面提供了所述高良率的喷涂工艺的应用,可应用于笔记本外壳、键盘、汽车件外壳、化妆品外壳、按摩椅外壳、五金件等领域。
46.有益效果:
47.1、通过选用体积固含量为53%,最低固化温度为-10℃的丙烯酸聚氨酯涂料作为油性涂料,不仅使得涂料具有良好的柔韧性和耐磨性,还具有优异的机械性能和耐老化性能。
48.2、通过摩尔比为(1-2):(1-2)的第一聚醚多元醇和第二聚醚多元醇做为聚醚多元醇,且第一聚醚多元醇的官能度为1-3,相对分子质量为1500-2500,第二聚醚多元醇的官能度为2-4,羟值为150-200mgkoh/g,制备的水性涂膜不仅具有较好的柔韧性,还具有较好的拉伸性能,且耐磨性较好。
49.3、通过在喷涂前选用人工除尘、1号静电自动除尘、2号静电自动除尘三步除尘方式,能够在降低产品表面静电值的同时,还能够减少产品表面的颗粒毛屑,从而提高产品的良率。
50.4、配置水性涂料时,选用重量比为(1.5-3):1的组分一与组份二,使得制得的水性涂膜与油性涂膜附着力强的同时,具有较好的硬度,且耐候性、耐盐雾性佳,产品表面光滑平整,颗粒毛屑极少,良品率高。
51.5、本技术通过将传统喷涂工艺中的一道除尘处理改为三道,且将普通除尘柜改为去静电自动除尘柜,减小了样品表面静电值,从而大大减少了产品表面颗粒毛屑,进而提高了产品良率,该喷涂工艺适合应用于众多领域,如笔记本外壳、键盘、汽车件外壳、化妆品外壳、按摩椅外壳、五金件等。
具体实施方式
52.实施例
53.实施例1
54.实施例1提供了一种高良率的喷涂工艺,其特征在于,包括以下步骤:
55.s1、空压机打开进气;
56.s2、将油性涂料和水性涂料分别用搅拌机搅拌均匀,待用;
57.s3、用专用洗枪水进行泵浦清洗8min后,上油;
58.s4、喷枪调试油量开关;
59.s5、ir线体升温;
60.s6、送排风调整;
61.s7、投料;
62.s8、除尘;
63.s9、喷涂;
64.s10、产品重量称重,收料,即可。
65.所述步骤s5升温参数为:升温速率为20℃/min。
66.所述步骤s8除尘过程包括人工除尘、1号静电自动除尘、2号静电自动除尘。
67.所述步骤s9喷涂过程为:先喷涂油性涂料,再喷涂水性涂料。
68.所述油性涂料为丙烯酸聚氨酯涂料。
69.所述丙烯酸聚氨酯涂料的体积固含量为53%,最低固化温度为-10℃。
70.所述油性涂料购买自供应商玉邦涂料生产的hp-30010。
71.所述水性涂料,按重量份计,其制备原料包括:组分一:多元醇500份、扩链剂55份、催化剂5份;组分二:异氰酸酯280份。
72.所述多元醇为聚醚多元醇。
73.所述聚醚多元醇为第一聚醚多元醇和第二聚醚多元醇。
74.所述第一聚醚多元醇和第二聚醚多元醇的摩尔比为1:1。
75.所述第一聚醚多元醇的官能度为2,相对分子质量为2000。
76.所述第一聚醚多元醇购买自供应商陶氏化学生产的voranol 2120。
77.所述第二聚醚多元醇的官能度为3,羟值为160mgkoh/g。
78.所述第二聚醚多元醇购买自供应商陶氏化学生产的voranol cp-1055。
79.所述异氰酸酯为4,4
’‑
二苯二甲基二异氰酸酯。
80.所述扩链剂为二邻氯二苯胺甲烷。
81.所述催化剂为有机锡催化剂。
82.所述有机锡催化剂为辛酸亚锡。
83.所述水性涂料的制备方法,包括以下步骤:将多元醇与扩链剂、催化剂混合后,升温至110℃,并搅拌2h后,得到组分一;将组分二升温至110℃,并与组分一混合,保持110℃搅拌2h,即得。
84.所述油性涂料的喷涂时间为110s。
85.所述油性涂料的喷涂量为1.5m2/kg。
86.所述油性涂料的喷涂厚度为10μm。
87.所述水性涂料的喷涂时间均为150s。
88.所述水性涂料的喷涂量为2m2/kg。
89.所述水性涂料的喷涂厚度为15μm。
90.所述油性涂料和水性涂料喷涂后均在常温下流平8min。
91.所述油性涂料喷涂后在77℃下烘烤20min。
92.所述水性涂料喷涂后在65℃下烘烤40min。
93.本发明第二方面提供了所述高良率的喷涂工艺在笔记本外壳上的应用。
94.实施例2
95.实施例2提供了一种高良率的喷涂工艺,具体实施方式同实施例1,不同点在于:所述油性涂料为聚氨酯涂料。
96.所述油性涂料购买自供应商玉邦涂料生产的hp-31810。
97.实施例3
98.实施例3提供了一种高良率的喷涂工艺,具体实施方式同实施例1,不同点在于:所述第一聚醚多元醇和第二聚醚多元醇的摩尔比为1:3。
99.实施例4
100.实施例4提供了一种高良率的喷涂工艺,具体实施方式同实施例1,不同点在于:所述步骤s8除尘过程为人工除尘。
101.实施例5
102.实施例5提供了一种高良率的喷涂工艺,具体实施方式同实施例1,不同点在于:所述水性涂料,按重量份计,其制备原料包括:组分一:多元醇300份、扩链剂50份、催化剂5份;组分二:异氰酸酯350份。
103.性能测试方法
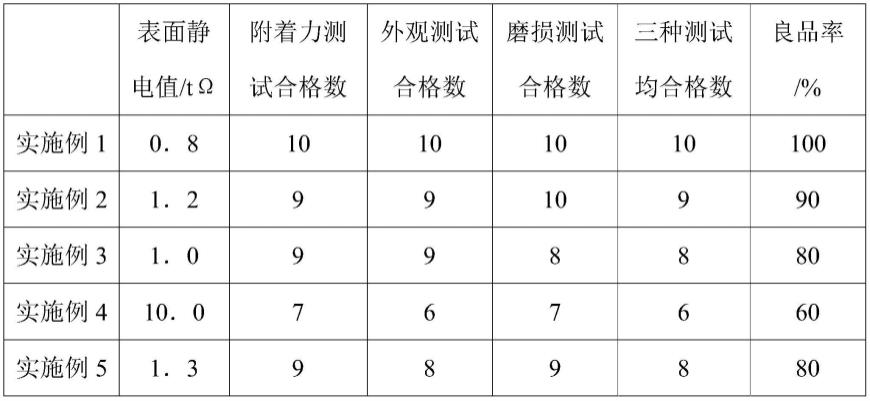
104.1、表面静电值
105.对于实施例1-5的喷涂工艺,用静电测试仪测试其在步骤s8除尘过程后产品表面静电值,结果记入表1。
106.2、良品率测试
107.对于实施例1-5的喷涂工艺所制得的产品,每个实施例取10个样品,对其分别进行以下检验,若以下检验均合格,则该产品为良品,若有其中一项不合格则为非良品。良品率=合格产品个数/总产品个数*100%。
108.2.1附着力测试
109.对于实施例1-5的喷涂工艺所制得的产品,根据gb9286,采用百格法对产品的附着力进行测试,附着力等级为0-1级即为合格,将合格数量记入表1。
110.2.2外观测试
111.对于实施例1-5的喷涂工艺所制得的产品,采用目视法对产品的外观进行测试,外观无颗粒、毛屑、脱漆、污点等现象,即为合格,将合格数量记入表1。
112.2.3磨损测试
113.对于实施例1-5的喷涂工艺所制得的产品,根据gb/t1768-2006,采用研磨测试仪测试其耐磨性能,表面涂层未被磨穿,即为合格,将合格数量记入表1。
114.表1本实施例检测结果
115.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1