液体材料涂布装置及液体材料涂布方法与流程
液体材料涂布装置及液体材料涂布方法
1.本技术是申请日为2017年5月25日、申请号为201780091187.2、发明名称为液体材料涂布装置及液体材料涂布方法的专利申请的分案申请。
技术领域
2.本发明涉及一种通过使吐出头与工件相对移动而对工件进行所期望的划线涂布(描绘涂布)的液体材料涂布装置及液体材料涂布方法。
背景技术:
3.在电子设备的制造时,为了将液体材料以规定的图案进行涂布,多使用被称为分配器(dispenser)的吐出装置。分配器被广泛地使用于大型设备乃至小型设备的制造,例如被使用于对以液晶、有机el为代表的平板显示器线性涂布荧光体或粘结剂的工序、或者将用于固定智能手机的外壳的粘结剂线性涂布于外壳外周的工序。
4.使用了分配器的涂布作业通过一边按照规定的涂布图案使分配器与工作台相对移动、一边自分配器吐出液体材料而进行,但在对于具有角部的涂布图案进行划线涂布的情况下,有分配器与工作台的相对移动速度在角部发生变化,而导致所描绘形成的涂布线的线宽产生紊乱的问题(例如,即使在优选如图10(a)所示在角部也涂布与直线部相同的粗度的线的情况下,若分配器与工作台的相对移动速度在角部发生变化,则有如图10(b)所示角部的线相对于直线部变粗的情况)。
5.因此,提出有如下技术:在角部的起始点使分配器与工作台的相对移动速度减速并且使分配器的吐出压减压,其后,在到达角部的结束点之前使分配器与工作台的相对移动速度加速并且使分配器的吐出压增压,由此在角部涂布适量的液体材料。
6.然而,吐出压(吐出量)的控制基于使微电脑所存储的图案数据而进行,因而例如为了在具备使分配器与工作台相对移动的机器人(xyz方向移动装置)的涂布装置中实现所期望的划线涂布,需要如下所述的程序设计。
7.即,首先,需要对用于按照涂布图案使分配器与工作台相对移动的相对移动指令进行程序设计。其次,需要对控制涂布图案上的各涂布位置的吐出量的吐出量控制指令进行程序设计。吐出量控制指令是例如使用于吐出的空气压力减弱,或使与吐出口连通的环状阀座与阀体的距离接近,或使赋予吐出推进力的螺杆的旋转速度减弱的命令。另外,关于角部等相对移动速度发生变化的场所,需要将处于角部的划线的轨迹分割为多个,分别将针对被分割的各轨迹的相对移动速度与吐出压进行程序设计。
8.这样,对各涂布位置上的吐出量进行程序设计的操作花费工夫,因而提出根据分配器与工作台的相对移动速度的变化而自动地控制吐出压(吐出量)的技术。
9.例如,在专利文献1中公开了在液体吐出装置主体的线性移动速度较大的情况下打开阀杆而使吐出流量增加,反之,在液体吐出装置主体的线性移动速度较小的情况下关闭阀杆而使吐出流量减少,以对象物上的涂布量成为固定的方式进行控制。
10.另外,在专利文献2中公开了转换部具有表示分配头的移动速度与吐出量控制装
置的控制量的关系的关系式或转换表,将移动速度应用于关系式或转换表,算出用于实现所设定的线宽的控制量。
11.现有技术文献
12.专利文献
13.专利文献1:日本特开平5-285434号公报
14.专利文献2:国际公开第2015/083722号
技术实现要素:
15.发明所要解决的问题
16.然而,在现有技术(专利文献1、2中所记载的发明)中,自分配器吐出的每单位时间的吐出量基于分配器与工作台的相对移动速度而决定,因而为了吐出作业者所期望的吐出量的液体材料,需要使分配器与工作台以对应于所期望的吐出量的相对移动速度进行相对移动。因此,例如在涂布作业中欲进行预喷或试喷的情况下,也需要在预喷区域或者试喷区域上,使分配器与工作台以与作业者所期望的吐出量相应的相对移动速度持续移动。
17.另外,在现有技术中,需要根据作业者所期望的线宽,设定分配器与工作台的相对移动速度和每单位时间的吐出量的关系,以使得即使在分配器与工作台的相对移动速度发生变化的情况下也能涂布固定的线宽的涂布线。因此,在一连串的涂布作业中将涂布线以不同的线宽进行涂布的情况下,存在如下问题:需要针对作业者所期望的每一线宽设定相对移动速度与每单位时间的吐出量的关系,而会花费工夫。
18.再有,在现有技术中,也存在如下问题:也无法使分配器停止而进行点形状的涂布。
19.本发明的目的在于提供一种可在一连串的涂布作业中与相对移动速度没有关系地吐出预先确定的每单位时间的吐出量的液体材料的液体材料涂布装置及液体材料涂布方法。
20.解决问题的技术手段
21.本发明所涉及的液体材料涂布装置,其中,具备:吐出头,其吐出液体材料;机器人,其使上述吐出头相对于工件相对移动;移动控制部,其基于涂布程序而控制上述吐出头与上述工件的相对移动;及吐出控制部,其控制来自上述吐出头的上述液体材料的吐出动作;上述移动控制部与上述吐出控制部协同运作,将上述液体材料以规定的涂布图案对上述工件进行涂布作业;上述吐出控制部能够基于上述涂布程序而切换第1模式的吐出控制与第2模式的吐出控制,该第1模式的吐出控制基于上述吐出头与上述工件的相对移动速度而变更上述吐出头吐出上述液体材料的每单位时间的吐出量,该第2模式的吐出控制与上述相对移动速度没有关系地使上述吐出头吐出预先确定的每单位时间的吐出量的液体材料。
22.在上述液体材料涂布装置中,也可为在上述第1模式的吐出控制中,基于上述涂布程序而执行涂布每单位长度的涂布量固定的涂布线的划线涂布。
23.在上述液体材料涂布装置中,也可为在上述第1模式的吐出控制中,基于上述涂布程序而执行涂布线宽固定的涂布线的划线涂布。
24.在上述液体材料涂布装置中,也可为在上述第2模式的吐出控制中,可基于上述涂
布程序而执行划线涂布、预喷涂布、试喷涂布及点涂布中的至少1种涂布,再有,也可为可执行划线涂布、预喷涂布、试喷涂布及点涂布中的至少2种涂布。
25.在上述液体材料涂布装置中,也可为上述吐出控制部通过基于上述涂布程序的来自移动控制部的信号的接收而切换上述第1模式的吐出控制与上述第2模式的吐出控制。
26.在上述液体材料涂布装置中,也可为上述吐出控制部可设定上述相对移动速度与每单位时间的吐出量的关系互不相同的多个上述第1模式的吐出控制、或预先确定的每单位时间的吐出量互不相同的多个第2模式的吐出控制,可自上述多个第1模式的吐出控制或上述多个第2模式的吐出控制中选择1个吐岀控制并执行。
27.在上述液体材料涂布装置中,也可为上述吐出控制部具备如下功能:基于第1相对移动速度及对应于第1相对移动速度的每第1单位时间的吐出量、与第2相对移动速度及对应于第2相对移动速度的每第2单位时间的吐出量,自动算出对应于第3相对移动速度的每第3单位时间的吐出量;在上述第1模式的吐出控制中,一边使上述吐出头以上述第1~第3的任一相对移动速度移动,一边自上述吐出头吐出对应于该相对移动速度的每单位时间的吐出量的液体材料。
28.在上述液体材料涂布装置中,也可为上述相对移动速度除了包含为了以上述涂布图案涂布上述液体材料而预先输入至上述涂布程序的相对移动速度以外,还包含为了补充预先输入至上述涂布程序的相对移动速度而基于预先输入至上述涂布程序的相对移动速度自动地算出的相对移动速度。
29.本发明所涉及的液体材料涂布方法,其中,是使用液体材料涂布装置的液体材料涂布方法,该液体材料涂布装置具备:吐出头,其吐出液体材料;机器人,其使上述吐出头相对于工件相对移动;移动控制部,其基于涂布程序而控制上述吐出头与上述工件的相对移动;及吐出控制部,其控制来自上述吐出头的上述液体材料的吐出动作;上述移动控制部与上述吐出控制部协同运作,将上述液体材料以规定的涂布图案对上述工件进行涂布作业;该液体材料涂布方法中,基于上述涂布程序而切换第1模式的吐出控制与第2模式的吐出控制,该第1模式的吐出控制基于上述吐出头与上述工件的相对移动速度而变更上述吐出头吐出上述液体材料的每单位时间的吐出量,该第2模式的吐出控制与上述相对移动速度没有关系地使上述吐出头吐出预先确定的每单位时间的吐出量的液体材料。
30.在上述液体材料涂布方法中,也可为在上述第1模式的吐出控制中,基于上述涂布程序而执行涂布每单位长度的涂布量固定的涂布线的划线涂布。
31.在上述液体材料涂布方法中,也可为在上述第1模式的吐出控制中,基于上述涂布程序而执行涂布线宽固定的涂布线的划线涂布。
32.在上述液体材料涂布方法中,也可为在上述第2模式的吐出控制中,基于上述涂布程序而执行划线涂布、预喷涂布、试喷涂布及点涂布中的至少1种涂布,再有,也可为执行划线涂布、预喷涂布、试喷涂布及点涂布中的至少2种涂布。
33.在上述液体材料涂布方法中,也可为上述吐出控制部通过基于上述涂布程序的来自移动控制部的信号的接收而切换上述第1模式的吐出控制与上述第2模式的吐出控制。
34.在上述液体材料涂布方法中,也可为上述吐出控制部被设定有上述相对移动速度与每单位时间的吐出量的关系互不相同的多个上述第1模式的吐出控制、或预先确定的每单位时间的吐出量互不相同的多个第2模式的吐出控制,可自上述多个第1模式的吐出控制
或上述多个第2模式的吐出控制中选择1个吐岀控制并执行。
35.在上述液体材料涂布方法中,也可为上述吐出控制部具备如下功能:基于第1相对移动速度及对应于第1相对移动速度的每第1单位时间的吐出量、与第2相对移动速度及对应于第2相对移动速度的每第2单位时间的吐出量,自动算出对应于第3相对移动速度的每第3单位时间的吐出量;在上述第1模式的吐出控制中,一边使上述吐出头以上述第1~第3的任一相对移动速度移动,一边自上述吐出头吐出对应于该相对移动速度的每单位时间的吐出量的液体材料。
36.在上述液体材料涂布方法中,也可为上述相对移动速度除了包含为了以上述涂布图案涂布上述液体材料而预先输入至上述涂布程序的相对移动速度以外,还包含为了补充预先输入至上述涂布程序的相对移动速度而基于预先输入至上述涂布程序的相对移动速度自动地算出的相对移动速度。
37.在上述液体材料涂布方法中,也可为在进行根据上述涂布图案而改变上述相对移动速度的划线涂布的情况下,执行上述第1模式的吐出控制,在以固定的相对移动速度进行划线涂布的情况下,执行上述第2模式的吐出控制。
38.在上述液体材料涂布方法中,也可为上述工件为1个或者多个半导体芯片、搭载有1个半导体芯片的1块或多块基板、或搭载有多个半导体芯片的1块或多块基板。
39.发明的效果
40.根据本发明,可基于上述涂布程序而切换并执行第1模式的吐出控制与第2模式的吐出控制,该第1模式的吐出控制基于吐出头与工件的相对移动速度而变更吐出头吐出液体材料的每单位时间的吐出量,该第2模式的吐出控制与相对移动速度没有关系地使吐出头吐出预先确定的每单位时间的吐出量的液体材料,因而可减少由作业者进行的程序设计的工夫,且可适当地进行涂布作业。
附图说明
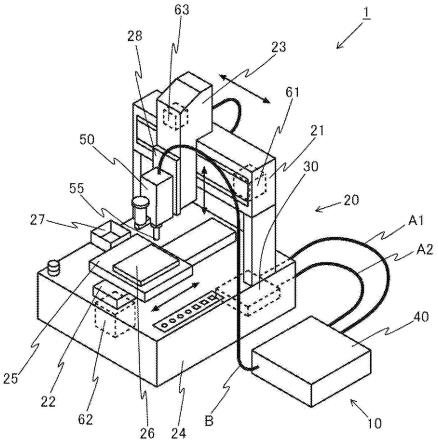
41.图1是表示本发明的涂布装置的外观的立体图。
42.图2是表示控制部及关联要素的方块图。
43.图3是表示速度信号与相对移动速度的关系的曲线图。
44.图4是用于说明吐出量的控制例的图。
45.图5是用于说明分配器的吐出方式的图。
46.图6是用于说明交替地进行具有角部的涂布图案的划线涂布与预喷涂布的一连串的涂布作业的涂布动作的图。
47.图7是用于说明在规定的涂布图案的直线部分变更涂布线的线宽的一连串的涂布作业的涂布动作的图。
48.图8是用于说明交替地进行规定的涂布图案的划线涂布与点涂布的一连串的涂布作业的涂布动作的图。
49.图9是用于说明交替地重复规定的涂布图案的划线涂布、与该涂布图案不同的线宽的涂布图案的划线涂布与预喷涂布、及第2涂布图案的划线涂布与预喷涂布的一连串的涂布作业的涂布动作的图。
50.图10是表示现有的涂布装置的划线涂布的一例的图。
具体实施方式
51.以下,基于附图,说明本发明的实施方式。
52.再者,在实施方式中,作为每单位长度的涂布量为固定的涂布线的一例,将用于实现自上方观察涂布线时的线宽的均匀性的吐出控制设为公开对象,但本发明的技术思想并不限于对线宽的均匀性的应用。为了实现用于使每单位长度的涂布量为固定的吐出控制,例如也可将涂布线的高度的均匀性、线宽与高度的两者的均匀性、或涂布线的截面积的均匀性设为吐出控制的对象。
53.《涂布装置》
54.图1是表示本发明的涂布装置的外观的立体图。另外,图2是表示控制部及关联要素的方块图。如图1所示,本发明的涂布装置1将分配器10及机器人20作为主要的构成要素。另外,分配器10具有分配头50及分配控制器40。如图1所示,机器人20与分配控制器40经由缆线a1、a2而电连接,分配头50与分配控制器40经由缆线b而电连接。
55.《机器人》
56.机器人20是具备x轴移动装置21、y轴移动装置22、机器人头23、台座24及机器人控制器30的桌上型装置。
57.x轴移动装置21是被两根支柱支撑的装置,将x轴驱动源61作为驱动源。在x轴移动装置21配设有机器人头23,机器人头23可移动至x方向的任意的坐标。
58.y轴移动装置22铺设于台座24上,且将y轴驱动源62作为驱动源。在y轴移动装置22配设有工作台25作为工件保持装置,工作台25可移动至y方向的任意的坐标。在工作台25上的载置面,工件26装卸自如地被保持。
59.机器人头23构成z轴移动装置,该z轴移动装置具备移动构件28及z轴驱动源63,且将z轴驱动源63作为驱动源。即,机器人头23通过z轴驱动源63而使移动构件28自由移动至z方向的任意的坐标。在由平板构成的移动构件28可装卸地固定有分配头50,分配头50也通过机器人头23(z轴移动装置)而自由移动至z方向的任意的坐标。
60.各驱动源61~63并无特别限定,例如可通过步进马达、伺服马达或线性马达而构成。
61.台座24在其上表面的可供分配头50移动的位置,具备用于将液体材料进行预喷等的预喷区域(调整涂布区域)27。另外,在台座24,内置有控制机器人20的动作的机器人控制器30。如图2所示,机器人控制器30具备存储涂布程序的存储装置31、及执行存储装置31中所存储的涂布程序的运算装置32。另外,如图2所示,机器人控制器30经由缆线81而分别与x轴移动装置21、y轴移动装置22及z轴移动装置23电连接。
62.在机器人控制器30所存储的涂布程序中,除记述有包含使xyz轴移动装置(21~23)线性或曲线地移动至指定坐标的指令、及分配头50与工作台25(或工件26)的相对移动速度的指令的相对移动指令以外,还记述有用于使分配器10开始液体材料的吐出的吐出开始指令、用于使分配器10结束液体材料的吐出的吐出结束指令、及用于设定分配器10的吐出控制模式的指令。机器人控制器30可基于涂布程序而对x轴移动装置21、y轴移动装置22及z轴移动装置23发送相对移动指令,使分配头50与工作台25相对移动。与自分配头50吐出的液体材料的吐出量有关的指令并未记述于涂布程序中,而记述于分配控制器40所存储的吐出控制程序中。在涂布程序中,记载有对使吐出控制程序执行第1模式的吐出控制的时序
及使吐出控制程序执行第2模式的吐出控制的时序进行控制的指令。
63.在机器人控制器30基于涂布程序而使分配头50与工作台25相对移动的移动方式中,存在ptp移动及内插移动的两种方式。ptp移动是使分配头50不管路径而相对移动至工件26上的所指定的坐标的动作,例如在到达涂布开始点之前的相对移动或回到原点时的相对移动等未吐出液体材料的情况下执行。另外,内插移动是以预先决定的相对移动速度相对移动于预先决定的动作路径的动作,例如在基于规定的涂布图案涂布液体材料的情况下使用。
64.如图2所示,机器人控制器30与分配控制器40经由缆线a1及a2而电连接。于是,机器人控制器30经由缆线a1而将吐出开始指令或吐出结束指令等的信号输出至分配控制器40。另外,机器人控制器30经由缆线a2而将分配头50与工作台25的相对移动速度v输出至分配控制器40。再者,机器人控制器30在分配头50执行内插移动的期间,经由缆线a2而将分配头50与工作台25的相对移动速度v连续地输出至分配控制器40。
65.图3是表示(a)分配头50与工作台25的相对移动速度v、及(b)自机器人控制器30输出至分配控制器40的速度信号的关系的曲线图。如图3所示,速度信号是大小2个电压值交替地切换的脉冲状的信号。另外,在本实施方式中,如图3所示,速度信号的周期表示相对移动速度v的快慢,速度信号的周期越短则相对移动速度v越高速。再者,速度信号与相对移动速度v的关系并不限定于上述关系,例如可设为速度信号的周期越长则使相对移动速度v越高速,也可根据电压值的大小(振幅)而改变相对移动速度v。在本实施方式中,此种速度信号在内插移动的期间中,自机器人控制器30连续地持续输出至分配控制器40。
66.再者,本实施方式中所说明的“相对移动速度”,并非机器人20的每一移动轴(x移动轴、y移动轴、z移动轴)的移动速度,而是将x移动轴、y移动轴、z移动轴合成的情况下的相对移动速度(以下也相同)。此处,对每单位长度的涂布量固定的涂布线的形成并无太大影响的移动轴也可视需要而排除在外。
67.另外,本实施方式的涂布程序可通过解释器方式加以处理,但并不限定于此。再有,作业者可使用涂布装置1所具备的计算机、或位于涂布装置1的外部的计算机,而对机器人控制器30的存储装置31设定新的涂布程序,或者变更机器人控制器30中所存储的涂布程序。
68.机器人20只要为分配头50与工作台25(或工件26)至少可朝一维方向、更优选为朝二维方向以上相对移动的机器人,则并不限定于上述结构,例如可设为设置有机器人头23且具备具有一个以上的关节的臂部的结构,或者可设为仅使分配头50可移动而非使分配头50与工作台25的两者可移动的结构,也可设为仅使工作台25(或工件26)可移动的结构。另外,在本实施方式中,例示了将工件26置于工作台25而进行涂布的结构,但并不限定于该结构,例如也可设为使用将工件26的边缘夹住并保持的工件保持装置而对工件26进行涂布的结构。另外,也可通过在机器人20之外另行准备的工件保持装置(例如带式输送机),而对移动中或暂时停止中的工件进行涂布。在此情况下,机器人20不具有保持工件的手段,使分配头50相对于被外部的工件保持装置保持的工件相对移动。
69.再有,在本实施方式中,例示了将缆线a1、a2分别作为各1根缆线的结构,但也可将缆线a1、a2汇集成1根缆线,也可分为3根以上的缆线而构成。
70.《分配头》
71.如图2所示,分配头50具有吐出部53、喷嘴54及吐出驱动装置64。在吐出部53内贮存有用于自喷嘴54吐出的液体材料。吐出驱动装置64的详细情况在下文叙述,其用于使贮存于吐出部53的液体材料吐出的驱动装置(例如,驱动设置于吐出部53内的螺杆或柱塞的致动器、或调整吐出部53内的空气压力的空气供给装置),该驱动装置的驱动量可加以控制。如图2所示,吐出驱动装置64经由缆线b而与分配控制器40连接,且自分配控制器40接收与吐出驱动装置64的驱动量相应的吐出控制量d。吐出控制量d可由作业者进行程序设计,吐出驱动装置64可通过根据所接收到的吐出控制量d进行驱动,而使作业者所期望的每单位时间的吐出量的液体材料自喷嘴54的吐出口55吐出。
72.《分配控制器》
73.分配控制器40具备:存储装置,其存储有对自分配头50吐出的液体材料的吐出量进行控制的吐出控制程序;及运算装置,其执行吐出控制程序。分配控制器40分别可装卸地与分配头50及机器人控制器30连接。具体而言,分配控制器40经由缆线a1、a2而与机器人控制器30电连接,且经由缆线b而与分配头50电连接。
74.分配控制器40经由缆线b而对分配头50发送吐出动作指令。吐出动作指令包含吐出开始指令、吐出结束指令及吐出量控制指令。在本实施方式中,机器人控制器30基于涂布程序而将吐出开始指令、吐出结束指令及用于设定吐出控制模式的指令发送至分配控制器40。分配控制器40可通过将自机器人控制器30接收到的吐出开始指令及吐出结束指令输出至分配头50,而使利用分配头50所进行的液体材料的吐出动作开始/停止。另外,详细情况在下文进行叙述,分配控制器40当自机器人控制器30接收到吐出动作指令及吐出控制模式时,基于吐出控制程序而决定吐出控制量d,并将所决定的吐出控制量d输出至吐出驱动装置64。由此,分配控制器40可使吐出驱动装置64根据吐出控制量d而驱动,且可使作业者所期望的每单位时间的吐出量的液体材料自喷嘴54吐出。
75.分配头50及分配控制器40可针对液体材料的每种吐出方式进行更换。即,针对液体材料的每种吐出方式,分配头50的吐出机构不同,另外,由于吐出机构不同,因而分配控制器40所指示的吐出控制量d的值也发生变化。作业者可通过搭载与所期望的吐出方式对应的分配头50及分配控制器40,而使涂布装置1进行利用所期望的吐出方式的吐出动作。以下,参照图5,作为利用分配器10的液体材料的吐出方式,对螺杆方式、喷射方式、柱塞方式及空气方式进行例示。再者,利用分配器10的液体材料的吐出方式并不限定于上述方式。
76.(a)螺杆方式
77.图5(a)是螺杆方式的分配头50的主要部分截面图。在螺杆方式的分配头50中,在吐出部53的流路内设置有螺杆56。于是,通过该螺杆56旋转,液体材料被输送至喷嘴54,而可自喷嘴54的吐出口55连续地吐出液体材料。螺杆方式的分配头50也包含对流路的内壁或螺杆56实施特殊的加工而得的分配头,如具有2轴以上的螺杆56的分配头、或单线螺纹的轴在双线螺纹的套筒内一面偏心一面旋转的被称为单一式或单轴偏心螺旋泵的分配头等。
78.自螺杆方式的分配头50吐出的每单位时间的液体材料的吐出量通过螺杆56的每单位时间的转速而控制,螺杆56的每单位时间的转速通过使螺杆56旋转的旋转致动器的转速而控制。因此,作业者为了使所期望的每单位时间的吐出量的液体材料自分配头50吐出,而对螺杆方式用的分配控制器40设定记述有直接、间接地控制旋转致动器的每单位时间的转速的吐出控制量d的吐出控制程序。
79.于是,作业者在使分配器10进行螺杆方式的吐出动作的情况下,将对应于螺杆方式的分配头50及分配控制器40搭载于涂布装置1。由此,分配控制器40可将吐出控制程序中所记述的吐出控制量d发送至吐出驱动装置64,并根据吐出控制量d使作为吐出驱动装置64的旋转致动器旋转,由此,可通过螺杆方式而使作业者所期望的每单位时间的吐出量的液体材料自分配头50吐出。再者,旋转致动器使用主要利用马达的机构,但并不限定于此。
80.(b)喷射方式
81.图5(b)是喷射方式的分配头50的主要部分截面图。在喷射方式的分配头50中,在与喷嘴54的吐出口55连通的液室内,设置有与液室的侧壁非接触或虽局部接触但不妨碍液材的流动的柱塞57。于是,通过使该柱塞57高速地进退,可对液材赋予惯性力,而使液体材料自喷嘴54的吐出口55以液滴的状态飞溅吐出。喷射方式的分配头50中存在使进入移动的柱塞57的前端与阀座接触而形成液滴的方式(落座方式)的分配头、及使进入移动的柱塞57的前端不与阀座接触地形成液滴的方式(非落座方式)的分配头。
82.喷射方式的分配头50的每单位时间的吐出量通过柱塞的每单位时间的进退次数而控制,柱塞57的每单位时间的进退次数通过进退致动器的每单位时间的进退次数而控制。因此,作业者为了使所期望的每单位时间的吐出量的液体材料自分配头50吐出,而对喷射方式用的分配控制器40设定记述有直接、间接地控制进退致动器的每单位时间的进退次数的吐出控制量d的吐出控制程序。
83.于是,作业者在对分配器10进行喷射方式的吐出动作的情况下,将对应于喷射方式的分配头50及分配控制器40搭载于涂布装置1。由此,分配控制器40将吐出控制程序中所记述的吐出控制量d发送至吐出驱动装置64,根据吐出控制量d而使作为吐出驱动装置64的进退致动器进退,由此,可通过喷射方式而使作业者所期望的每单位时间的吐出量的液体材料自分配头50吐出。再者,进退致动器并无特别限定,可为通过空气或弹簧而驱动设置于柱塞57的后方的活塞的结构,也可为使用电磁铁使柱塞57进退的结构。
84.(c)柱塞方式
85.图5(c)是柱塞方式的分配头50的主要部分截面图。在柱塞方式的分配头50中,在与喷嘴54连通的计量部内设置有相对于液室的侧壁滑动的柱塞58。于是,通过使该柱塞58前进,可使液体材料自喷嘴54的吐出口55吐出。另外,也可视需要而设置阀59,该阀59将具有柱塞58的计量部在液室与吐出口55之间进行切换。该阀59可利用未图示的阀用致动器进行切换。
86.柱塞方式的分配头50的每单位时间的吐出量通过柱塞58的每单位时间的进入量而控制,柱塞58的每单位时间的进入量通过使柱塞58在计量管内往返移动的吐出用马达的每单位时间的转速而控制。因此,作业者为了使所期望的每单位时间的吐出量的液体材料自分配头50吐出,而对柱塞方式用的分配控制器40设定记述有直接、间接地控制吐出用马达的每单位时间的转速的吐出控制量d的吐出控制程序。
87.于是,作业者在使分配器10进行柱塞方式的吐出动作的情况下,将对应于柱塞方式的分配头50及分配控制器40搭载于涂布装置1。由此,分配控制器40将吐出控制程序中所记述的吐出控制量d发送至吐出驱动装置64,根据吐出控制量d使作为吐出驱动装置64的吐出用马达旋转而使柱塞58前进,由此,可通过柱塞方式而使作业者所期望的每单位时间的吐出量的液体材料自分配头50吐出。再者,作为将吐出用马达的旋转转换为柱塞58的进退
移动的结构,可列举利用马达使滚珠螺杆旋转而使螺合于滚珠螺杆的螺帽进退移动的结构,但并不限定于此。另外,也可通过使用除吐出用马达以外的进退致动器来控制进退致动器的每单位时间的进入量,从而控制柱塞58的每单位时间的进入量。
88.(d)空气方式
89.图5(d)是空气方式的分配头50的主要部分截面图。空气方式的分配头50可通过对连通于喷嘴54的液室内的液材供给加压空气,而使液体材料自吐出口55吐出。也可使被称为柱塞的中介构件(浮体)介于液体材料与空气之间。空气方式的分配头50的每单位时间的吐出量可通过空气供给装置的空气供给压力而控制。因此,作业者为了使所期望的每单位时间的吐出量的液体材料自分配头50吐出,而对空气方式用的分配控制器40设定记述有直接、间接地控制空气供给装置的空气供给压力的吐出控制量d的吐出控制程序。
90.于是,作业者在使分配器10进行空气方式的吐出动作的情况下,将对应于空气方式的分配头50及分配控制器40搭载于涂布装置1。由此,分配控制器40将吐出控制程序中所记述的吐出控制量d发送至吐出驱动装置64,根据吐出控制量d使作为吐出驱动装置64的空气供给装置的空气供给压力增减,由此,可通过空气方式而使作业者所期望的每单位时间的吐出量的液体材料自分配头50吐出。再者,空气供给装置并无特别限定,可利用使用了减压阀的空气供给装置等。
91.再者,分配器10并不限定于上述吐出方式,只要为自喷嘴54的吐出口55吐出液体材料的吐出方式且可控制每单位时间的吐出量的吐出方式,则可通过使用对应于该吐出方式的分配器10,而利用该吐出方式进行液体材料的吐出。另外,根据分配头50的结构,也存在具有吐出口55的喷嘴54与使液体材料吐出的吐出驱动装置64分离地构成的情况。在此情况下,分配头50只要至少具备包含吐出口55的喷嘴54即可。即,本说明书中所定义的“吐出头”优选为具备有致动器等驱动部,但只要具备包含喷嘴54的构件就足够了。另外,根据分配头50与分配控制器40的吐出方式的差异,存在需要自机器人控制器30发送的相对移动速度信号的时序不同的情况,但通过如上所述,在执行内插移动的期间,将自机器人控制器30输出的相对移动速度信号设为连续地输出的信号,就可与分配控制器40的吐出方式的差异没有关系地在需要时不延迟地取得相对移动速度信号。
92.另外,分配控制器40即使在同一吐出方式中,也能够以第1模式的吐出控制及第2模式的吐出控制等两种不同的吐出方式进行吐出控制。第1模式的吐出控制是进行划线涂布的情况下的吐出控制模式,特别为如下的吐出控制模式:为了抑制在规定的涂布图案的角部因分配头50与工作台25的相对移动速度发生变化而引起涂布线的每单位长度的涂布量紊乱,而根据分配头50与工作台25的相对移动速度v而变更每单位时间的液体材料的吐出量。另外,第2模式的吐出控制是用于进行预喷、试喷或点状涂布等的吐出控制模式,且与分配头50与工作台25的相对移动速度v没有关系地使分配头50吐出预先确定的每单位时间的吐出量的液体材料的吐出控制模式。
93.《第1模式的吐出控制》
94.为了进行第1模式的吐出控制,分配控制器40具有表示相对移动速度v与吐出驱动装置64的吐出控制量d的关系的关系式或转换表。表示相对移动速度v与吐出驱动装置64的吐出控制量d的关系的关系式或转换表是预先设定有相对移动速度v与吐出驱动装置64的吐出控制量d的关系,以便可划线涂布出作业者所期望的线宽的涂布线。在进行第1模式的
吐出控制的情况下,分配控制器40经由缆线a2而自机器人控制器30接收与分配头50及工作台25的相对移动速度v相应的速度信号。于是,分配控制器40基于所接收到的速度信号而算出相对移动速度v,且对关系式或转换表应用所算出的相对移动速度v,由此,算出用于涂布作业者所期望的线宽的涂布线的吐出控制量d。再有,分配控制器40通过对吐出驱动装置64输出包含所算出的吐出控制量d的吐出量控制指令,而以与吐出控制量d相应的量使吐出驱动装置64驱动,由此,可使作业者所期望的每单位时间的涂布量的液体材料自分配头50吐出。再者,相对移动速度v是分配头50与工作台25的相对移动速度的标量(scalar quantity)。
95.此处,参照图4,对第1模式的吐出控制下的分配头50与工作台25的相对移动速度v进行说明。图4的上段是表示与分配头50的相对移动速度v1~vn对应的吐出驱动装置64的吐出控制量d1~dn的转换表的概念图。另外,相对移动速度v1~vn以标量(绝对值)记述,因而在加速时及减速时可使用相同的转换表。图4的下段是表示分配头50的移动速度自v1减速至vn时的吐出控制量d的曲线图。再者,以下,以如下所述作为一例而进行说明:分配头50及分配控制器40对应于柱塞方式,吐出驱动装置64是使柱塞进退的吐出用马达,吐出驱动装置64的吐出控制量d为吐出用马达的每单位时间的转速,通过控制吐出用马达的每单位时间的转速(吐出控制量d),而控制来自分配头50的液体材料的吐出量。
96.在图4的初始状态(时刻t1之前)下,分配头50以相对移动速度v1移动,作为吐出驱动装置64的吐出用马达被以每单位时间的d1的转速进行控制。分配头50的相对移动速度v针对每一δt,自机器人控制器30被输送至分配控制器40。分配控制器40在相对移动速度v发生变化的情况下,基于转换表而将所接收到的相对移动速度v转换为对应的吐出控制量d。
97.当分配头50的相对移动速度v降低至v2时,自分配控制器40发出减速指令,吐出驱动装置64的每单位时间的转速减少至d2。同样地,当相对移动速度v依序降低为v3、v4、
····vn
时,与此对应地自分配控制器40依序发出减速指令,吐出驱动装置64使每单位时间的转速减少为d3、d4、
····dn
。另外,当分配头50的相对移动速度v达到并维持为vn时,不自分配控制器40发出速度变更指令,因而吐出驱动装置64将每单位时间的转速维持为dn。
98.在图4的下段,例示了分配头50的相对移动速度v线性地降低的情况,但在非线性地变化的情况下也可利用与上述相同的方法控制吐出驱动装置64。即,只要自转换表选出与分配头50的相对移动速度v对应的吐出控制量d,且以吐出控制量d控制吐出驱动装置64即可。
99.另外,也能够并用关系式与转换表,例如在固定的速度范围内使用转换表,在脱离固定的速度范围的情况下使用关系式。再者,关系式或转换表需要基于理论值或实验值而预先制成。关系式或转换表优选为阶段性地决定5个以上的不同的吐出量。另外,分配头50的相对移动速度v在内插移动的期间连续地在涂布程序中指示相对移动速度v的变更的时序,或者在规定的每一时间间隔,自机器人控制器30被发送至分配控制器40。利用分配控制器40的相对移动速度v的取得也可通过自分配控制器40向机器人控制器30进行发送请求的轮询方式而进行。
100.《第2模式的吐出控制》
101.第2模式的吐出控制与分配头50与工作台25的相对移动速度v没有关系地使分配头50吐出预先确定的每单位时间的吐出量的液体材料的吐出控制模式。作业者可通过实验等而预先求出与第2模式的吐出控制中所期望的每单位时间的吐出量相应的吐出控制量d,且对吐出控制程序进行设定。分配控制器40在被设定第2模式的吐出控制的情况下,基于吐出控制程序而使吐出驱动装置64以第2模式的吐出控制下的吐出控制量d驱动,由此,作业者能够以第2模式的吐出控制中所期望的每单位时间的吐出量使液体材料吐出。
102.《涂布作业》
103.涂布装置1通过执行预先设定的涂布程序而自动且连续地执行一连串的涂布作业。以下,作为涂布装置1所执行的一连串的涂布作业的一例,对交替地进行如图6所示的具有角部的规定的涂布图案的划线涂布与预喷涂布的一连串的涂布作业进行说明。在该涂布作业中,首先进行对预喷区域27预喷规定量的液体材料的预喷涂布,其次,按照规定的涂布图案进行划线涂布,其后,连续地重复预喷涂布与基于规定的涂布图案的划线吐出。在例示的涂布程序中记述有包含预喷涂布与划线涂布的组合的一连串的涂布作业。再者,图6是用于说明交替地进行具有角部的涂布图案的划线涂布与预喷涂布的一连串的涂布作业的涂布动作的图。
104.在执行该涂布作业的情况下,机器人控制器30首先基于涂布程序而对分配控制器40输出切换为第2模式的吐出控制的切换信号。由此,分配控制器40将吐出动作自第1模式的吐出控制切换为第2模式的吐出控制。其次,机器人控制器30基于涂布程序而使分配头50相对移动至预喷区域27。在第2模式的吐出控制下,与分配头50与工作台25的相对移动速度v没有关系地预先决定每单位时间的吐出量,因而即使在使分配头50停止于预喷区域27上的状态下进行预喷涂布的情况下,也可在预喷区域27中吐出作业者所期望的规定的吐出量的液体材料。
105.这样,通过进行预喷涂布,可将附着于喷嘴54的外表面的液体材料或在吐出口55附近固化的液体材料进行预喷。由此,可将自喷嘴54吐出的液体材料的状态或吐出量设为固定,且可在预喷涂布后进行的划线涂布中减少涂布不良的产生。
106.另外,当预喷涂布结束时,机器人控制器30基于涂布程序而对分配控制器40输出自第2模式的吐出控制向第1模式的吐出控制的切换信号。由此,分配控制器40可根据分配头50的相对移动速度v而决定每单位时间的吐出量。然后,机器人控制器30基于涂布程序而使分配头50以规定的涂布图案的轨迹相对移动,并且对分配控制器40发送与分配头50的相对移动速度v对应的速度信号。分配控制器40基于所接收到的速度信号而算出相对移动速度v,且基于所算出的相对移动速度v而算出用于驱动吐出驱动装置64的吐出控制量d。然后,自分配控制器40对吐出驱动装置64输出吐出控制量d,吐出驱动装置64基于吐出控制量d而使吐出部53内的液体材料自喷嘴54吐出。这样,分配控制器40通过第1模式的吐出控制而进行划线涂布的涂布动作,由此,在规定的涂布图案存在角部且分配头50的相对移动速度v在角部发生变化的情况下,也能够以使涂布线的线宽成为固定的方式进行划线涂布。
107.以下,参照图6~8,对本实施方式的涂布装置1的一连串的涂布作业进行说明。再者,本实施方式的涂布装置1当涂布作业的开始按钮被作业者按下时开始涂布作业,且在根据涂布程序的命令而使涂布作业结束、或涂布作业的结束按钮被作业者按下之前,自动且连续地重复固定的涂布动作,由此,可对多个工件26涂布液体材料。此处,所谓“一连串的涂
布作业”是指涂布程序中所记述的涂布作业,在涂布作业为将1个工件设为对象的作业的情况下,是指针对1个工件所设定的划线涂布及预喷涂布,在涂布作业为将多个工件设为对象的作业的情况下,是指针对多个工件所设定的划线涂布及预喷涂布。作为涂布对象物的工件26并无特别限定,例如将1个或多个半导体芯片、搭载有1个半导体芯片的1块或多块基板、及搭载有多个半导体芯片的1块或多块基板设为工件。
108.《实施例1》
109.首先,对图6所示的一连串的涂布作业进行说明。在图6所示的一连串的涂布作业中,交替地进行针对工件26的规定的涂布图案的划线涂布、及针对预喷区域27的预喷涂布。在开始正式涂布作业之前,作业者首先对分配控制器40设定(程序设计)图6所示的四边形的涂布图案的每单位时间的吐出量、及预喷区域27的每单位时间的吐出量。
110.四边形的涂布图案的划线涂布通过第1模式的吐出控制而进行。作业者例如能够以如下方式设定第1模式的吐出控制。作业者以在划线涂布中所期望的分配头50的相对移动速度va下,涂布线的线宽成为所期望的线宽wa的方式反复调整吐出控制量d,而决定涂布线的线宽成为wa的吐出控制量da。其次,作业者以与相对移动速度va不同的相对移动速度vb下,涂布线的线宽成为所期望的线宽wa的方式反复调整吐出控制量d,而决定涂布线的线宽成为wa的吐出控制量db。然后,作业者将所求出的相对移动速度va、vb、及吐出控制量da、db输入至分配控制器40。由此,通过分配控制器40而算出表示涂布线的线宽成为wa的相对移动速度v与吐出控制量d的关系的一次函数。分配控制器40将所算出的一次函数存储于存储装置31。
111.再者,在上述实施例中,例示了如下结构:作业者将相对移动速度va、vb及吐出控制量da、db输入至分配控制器40,由此,分配控制器40算出表示与作业者所期望的涂布线的线宽wa相应的相对移动速度v与吐出控制量d的关系的一次函数,但并不限定于该结构。例如,也可设为如下结构:作业者基于相对移动速度va、vb及吐出控制量da、db而计算表示与所期望的涂布线的线宽wa相应的相对移动速度v与吐出控制量d的关系的一次函数,并使分配控制器40存储该一次函数。
112.另外,在对分配控制器40设定第1模式的吐出控制下的相对移动速度v与吐出控制量d的关系的情况下,优选为将相对移动速度va、vb的一者设为涂布图案的划线涂布的实际的最高速度以上的值,将另一者设为实际的最低速度以下的值。由此,作业者所期望的涂布线的线宽w与实际所涂布的涂布线的线宽不易产生误差。另外,通过在实际地对涂布图案进行划线涂布的相对移动速度v的范围外求出第1模式的吐出控制下的相对移动速度v与吐出控制量d的关系,可有效地防止在实际地进行涂布作业的情况下,为了以作业者所期望的涂布线的线宽进行涂布而根据上述关系求出的相对移动速度或吐出控制量成为分配器10或机器人20的动作范围外的情况。
113.再有,在事先已了解当相对移动速度v为零(v0)时吐出控制量d成为零(d0)的情况下,可仅求出1个能够以作业者所期望的线宽进行涂布的相对移动速度va及吐出控制量da的组合,并根据相对移动速度v0、va与吐出控制量d0、da的组合而算出上述关系。在此情况下,也如上所述,相对移动速度va优选为设为对涂布图案进行划线涂布的情况下的实际的最高速度以上的值。再者,第1模式的吐出控制下的相对移动速度v与吐出控制量d的关系也可通过除一次函数以外的函数进行定义,另外,也可利用除上述方法以外的方法求出。
114.预喷区域27中的吐出动作通过与相对移动速度v无关地进行吐出的第2模式的吐出控制而进行。第2模式的吐出控制下的吐出控制量d可设为与作业者在预喷涂布中所期望的吐出量相应的每单位时间的吐出控制量dc。
115.接下来,作业者进行机器人控制器30的设定。具体而言,设定机器人控制器30所存储的涂布程序。在涂布程序中,主要记述ptp移动、内插移动、吐出开启/关闭的切换、第1模式的吐出控制与第2模式的吐出控制的切换等命令,以便可实施所期望的一连串的涂布作业。在内插移动中,也一并设定相对移动速度v。再者,分配控制器40的设定与机器人控制器30的设定既可先进行其中一者,也可同时进行。
116.其次,对图6所示的一连串的涂布作业中的涂布装置1的动作进行说明。机器人控制器30进行预喷涂布,因而将切换为第2模式的切换信号发送至分配控制器40。由此,分配控制器40的吐出控制被设定为与相对移动速度v无关地吐出规定的吐出量的液体材料的第2模式的吐出控制。接下来,机器人控制器30使分配头50通过ptp移动而相对移动至预喷区域27。当分配头50移动至预喷区域27时,机器人控制器30对分配控制器40发送吐出开始指令。由此,分配控制器40基于在第2模式的吐出控制下预先设定的吐出控制量dc而使吐出驱动装置64驱动,使分配头50吐出预喷涂布所需的每单位时间的吐出量的液体材料。
117.当预喷涂布结束时,如图6所示,进行四边形的涂布图案的划线涂布,因而机器人控制器30基于涂布程序而将用于自第2模式的吐出控制切换为第1模式的吐出控制的切换信号发送至分配控制器40。由此,分配控制器40的吐出控制被设定为基于自机器人控制器30接收的相对移动速度v而决定吐出控制量d的第1模式的吐出控制。
118.机器人控制器30基于涂布程序,使分配头50通过ptp移动而相对移动至图6所示的涂布图案的开始点a。然后,机器人控制器30基于涂布程序,使分配头50及工作台25以预先设定的相对移动速度v相对移动,并且将与相对移动速度v对应的速度信号发送至分配控制器40。
119.分配控制器40将自机器人控制器30接收到的速度信号转换为相对移动速度v。然后,分配控制器40根据关于第1模式的吐出控制而预先存储的相对移动速度v与吐出控制量d的关系,基于分配头50与工作台25的当前的相对移动速度v
cur
,而算出用于涂布作业者所期望的涂布线的线宽w的吐出控制量d
cur
。然后,分配控制器40基于所算出的吐出控制量d
cur
而使吐出驱动装置64驱动,使分配头50吐出划线涂布所需的每单位时间的吐出量的液体材料。
120.另外,在图6所示的涂布图案中,按照a-b-c-d-e-f-g-h-i-a的顺序进行划线涂布。机器人控制器30按照a-b-c-d-e-f-g-h-i-a的顺序使分配头50内插移动。在此情况下,机器人控制器30以在涂布图案的角部中涂布线的线宽w不紊乱的方式,控制分配头50与工作台25的相对移动速度v。
121.具体而言,机器人控制器30使分配头50自涂布开始点a朝向点b,以加速度va1进行加速直至相对移动速度成为v1为止,当相对移动速度达到v1时,使分配头50在剩余的直线ab间以相对移动速度v1相对移动,而进行划线涂布。另外,机器人控制器30当分配头50到达点b时,在角部bc,使分配头50以减速度va2进行减速直至相对移动速度成为v2为止,若达到相对移动速度v2,则使分配头50在剩余的角部bc以相对移动速度v2相对移动,而进行划线涂布。再有,机器人控制器30当分配头50到达点c时,在直线cd,使分配头50以相对移动速度成
为v1的方式以加速度va1进行加速,当相对移动速度达到v1时,在剩余的直线cd以相对移动速度v1相对移动,而进行划线涂布。另外,在角部de、fg、hi及直线部ef、gh、ia也同样地进行涂布动作。
122.另外,在内插移动的期间中(至少对涂布图案进行划线涂布的期间中),自机器人控制器30对分配控制器40持续重复输出与当前的相对移动速度v
cur
相应的速度信号(脉冲信号)。因此,例如在图6所示的例子中,机器人控制器30在对涂布图案进行划线涂布的期间中,连续地持续输出与当前的相对移动速度v
cur
相应的速度信号,在角部附近,分配头50的相对移动速度v
cur
发生变化的情况下,可将与角部附近的实际的相对移动速度v
cur
相应的速度信号输出至分配控制器40。然后,分配控制器40在适于该分配控制器40的时序,基于所接收到的速度信号,根据分配控制器40中所存储的第1模式的吐出控制下的相对移动速度v与吐出控制量d的关系而算出与当前的相对移动速度v
cur
对应的吐出控制量d
cur
。由此,分配控制器40即使在角部附近分配头50的相对移动速度v
cur
发生变化的情况下,也可在适于该分配控制器40的时序即刻算出与角部附近的实际的相对移动速度v
cur
对应的吐出控制量d
cur
,可使分配器10在适于该分配控制器40的时序即刻吐出与角部附近的实际的相对移动速度v
cur
对应的吐出量的液体材料。其结果,在分配头50以固定速度移动的情况下及进行加速或减速的情况下,均可使分配器10吐出成为所期望的线宽w的吐出量的液体材料。
123.于是,当分配头50到达涂布结束点a时,分配头50停止,通过第1模式的吐出控制而进行吐出动作结束。其后,机器人控制器30对分配控制器40发送切换为第2模式的切换信号,并且使分配头50通过ptp移动而相对移动至预喷区域27。之后,同样地重复预喷涂布及划线涂布。
124.再者,机器人控制器30并非保持作业者在涂布程序中所设定的相对移动速度v而使分配头50相对移动,而是能以就安全方面或作业效率等方面而言与作业者在涂布程序上所设定的相对移动速度v不同的优化的相对移动速度v,使分配头50相对移动。具体而言,机器人控制器30除作业者对涂布程序设定的相对移动速度以外,可自动地追加涂布作业开始时的加速度或涂布作业结束时的减速度。另外,机器人控制器30除作业者对涂布程序设定的相对移动速度以外,也可根据在角部的前后由作业者所设定的相对移动速度v的差,而自动地算出并追加涂布图案的直线部与角部之间的加速度va1或减速度va2。再有,机器人控制器30也可将作业者所设定的相对移动速度v以分配头50在涂布图案的路径顺利地移动的方式予以优化(修正)。这样,在机器人控制器30对作业者在涂布程序中所记述的相对移动速度v或加速度va自动地进行修正或追加的情况下,优选为输出与机器人控制器30使分配头50实际地相对移动的相对移动速度v相应的速度信号,而非对机器人控制器30输出与作业者对涂布程序设定的相对移动速度相应的速度信号。
125.在图6所示的一连串的涂布作业中,可在一连串的涂布作业的中途切换第1模式的吐出控制与第2模式的吐出控制,因而可在一连串的涂布作业中,在使分配头50停止的状态下进行液体材料的吐出,即使在预喷区域27的空间狭窄的情况下,也可在吐出作业中进行预喷涂布。另外,可自预喷涂布连续地朝划线涂布转移,因而可在预喷涂布后的喷嘴54保持良好的状态的情况下进行划线涂布,也可谋求不良产生率的降低。
126.再者,加速度va1与减速度va2既可为相同的速度(标量),也可为不同的速度。另外,在涂布开始时与涂布结束时,与在角部时状况不同,因而对于两者可使加速度与减速度设
为不同的速度。另外,也可代替预喷涂布而进行试喷涂布,该试喷涂布用于在预喷区域27配置称量器等吐出、涂布状态的测量器,对已吐出的吐出量进行测量,并进行警告或给予反馈。
127.《实施例2》
128.继而,对图7所示的一连串的涂布作业中的涂布装置1的动作进行说明。在图7所示的一连串的涂布作业中,图7所示的四边形的涂布图案中的直线部jk的线宽被涂布得较其他部分粗。另外,在图7所示的一连串的涂布作业中,不进行预喷涂布,而连续地重复图7所示的四边形上的涂布图案的涂布动作。以下,以与图6所示的一连串的涂布作业不同的方面为中心而说明图7所示的一连串的涂布作业。
129.在图7所示的一连串的涂布作业中,直线部jk不具有角部,因而可使分配头50以固定的相对移动速度v相对移动。因此,作业者以在直线部jk进行与相对移动速度v无关地以规定的吐出量吐出液体材料的第2模式的吐出控制的方式,设定机器人控制器30的涂布程序。另外,作业者通过实验等而预先决定可在直线部jk在预先确定的分配头50的相对移动速度v
jk
下涂布所期望的线宽w
jk
的涂布线的对应于每单位时间的吐出量的吐出控制量d
jk
,并设为第2模式的吐出控制下的每单位时间的吐出控制量d
jk
而对分配控制器40进行设定。再者,对于涂布图案的除直线部jk以外的部分,也可与图6所示的涂布图案的涂布作业同样地,设定机器人控制器30及分配控制器40。
130.其次,对图7所示的一连串的涂布作业进行说明。在图7所示的一连串的涂布作业中,自涂布开始点a至点j为止,也与图6所示的涂布图案同样地使分配头50相对移动并且进行根据分配头50的相对移动速度v而决定每单位时间的吐出控制量d的第1模式的吐出控制。
131.当分配头50到达点j时,机器人控制器30基于涂布程序而将切换为第2模式的吐出控制的切换信号输出至分配控制器40。由此,分配控制器40被设定为与分配头50的相对移动速度v无关地吐出与每单位时间的吐出量对应的吐出控制量d
jk
的第2模式的吐出控制。另外,机器人控制器30基于涂布程序而在直线部jk使分配头50以相对移动速度v
jk
相对移动。如上所述,吐出控制量d
jk
在使分配头50以相对移动速度v
jk
移动的情况下为使涂布线的线宽成为作业者所期望的直线部jk的线宽w
jk
的控制量,因而涂布装置1能够以作业者所期望的线宽w
jk
涂布直线部jk。
132.其后,当分配头50到达点k时,机器人控制器30基于涂布程序而将切换为第1模式的吐出控制的切换信号输出至分配控制器40。由此,分配控制器40被设定为基于分配头50的相对移动速度v而决定吐出控制量d的第1模式的吐出控制。其结果,在涂布图案中的除直线部jk以外的部分,分配控制器40可根据分配头50的相对移动速度v而控制吐出控制量d,即使在分配头50的相对移动速度v发生变化的情况下,也可吐出成为作业者所期望的线宽w的吐出量的液体材料。
133.如图7所示,当在一连串的涂布作业中,在直线部分的一部分变更线宽的情况下,将第1模式的吐出控制与第2模式的吐出控制在一连串的涂布作业之间进行切换,由此,可在目前为止的涂布动作连续地涂布线宽不同的直线。另外,如图7所示,通过在相对移动速度v未发生变化的部分进行第2模式的吐出控制,无需关于该部分求出相对移动速度v与吐出控制量d的关系,因而也可减少设定吐出控制程序的作业者的工夫。再有,基于涂布程序
而自动地切换第1模式的吐出控制与第2模式的吐出控制,因而可不中断地连续涂布线宽不同的直线部ej与直线部jk、及直线部jk与直线部kf。
134.再者,在图7所示的例子中,在进行第1模式的吐出控制的情况下与进行第2模式的吐出控制的情况下,既可改变分配头50的相对移动速度v,也可使分配头50的相对移动速度v相同。另外,并不限于使直线部jk的涂布线的线宽较其他部分粗的结构,也可设为较其他部分细的结构,且也可设为成为与其他部分相同的线宽的结构。
135.《实施例3》
136.继而,对图8所示的一连串的涂布作业进行说明。在图8所示的一连串的涂布作业中,不进行预喷涂布而交替地进行四边形的涂布图案的划线涂布与包含3个点的点形状的点涂布。
137.在图8所示的一连串的涂布作业中,四边形的涂布图案的划线涂布的吐出控制通过第1模式的吐出控制而进行,点涂布的吐出控制通过第2模式的吐出控制而进行。作业者能够以通过第1模式的吐出控制而进行四边形的涂布图案的划线涂布的吐出控制,且通过第2模式的吐出控制而进行点涂布的吐出控制的方式,对机器人控制器30的涂布程序进行设定。此处,四边形的涂布图案与图6所示的涂布图案相同,因而作业者对于第1模式的吐出控制,可与实施例1同样地,设定机器人控制器30及分配控制器40。另外,关于第2模式的吐出控制,作业者能够以吐出点涂布所需的吐出量的液体材料的方式,通过实验等而预先求出吐出控制量d,并对分配控制器40进行设定。
138.在图8所示的一连串的涂布作业中,机器人控制器30及分配控制器40与图6所示的涂布图案的划线涂布同样地,通过第1模式的吐出控制而进行四边形的涂布图案的划线涂布。然后,当四边的涂布图案的划线涂布结束时,机器人控制器30基于涂布程序而将切换为第2模式的吐出控制的切换信号输出至分配控制器40。由此,利用分配控制器40所进行的吐出控制被变更为第2模式的吐出控制。接下来,机器人控制器30在通过ptp移动使分配头50相对移动至点j上之后,使分配头50停止于点j上,并对分配控制器40发送吐出开始指令。由此,分配控制器40在使分配头50停止于点j上的状态下,使吐出驱动装置64以在第2模式的吐出控制中预先确定的吐出控制量d进行驱动,由此,可使分配头50吐出作业者所期望的每单位时间的吐出量的液体材料。同样地,机器人控制器30及分配控制器40对于点k、l也进行点涂布。于是,当对于点k、l结束点涂布时,机器人控制器30使分配头通过ptp移动而相对移动至点a,并且将切换为第1模式的吐出控制的切换信号发送至分配控制器40,由此将由分配控制器40所进行的吐出控制切换为第1模式的吐出控制。之后,连续地重复执行规定的涂布图案的划线涂布与点涂布。
139.如图8所示,在交替地进行包含角部的规定的涂布图案的划线涂布与点涂布的一连串的涂布作业中,以通过第1模式的吐出控制而进行划线涂布,且通过第2模式的吐出控制而进行点涂布的方式,自动地切换吐出控制模式,由此,可如图8所示自动地连续进行一连串的涂布作业,该一连串的涂布作业交替地进行包含角部的规定的涂布图案的划线涂布与点涂布。
140.《实施例4》
141.继而,对图9所示的一连串的涂布作业的涂布装置1的涂布动作进行说明。在图9所示的一连串的涂布作业中,依序重复进行预喷涂布、第1涂布图案p1的划线涂布、预喷涂布
及第2涂布图案p2的划线涂布。再者,如图9所示,涂布图案p1、p2均为具有角部的涂布图案,但第2涂布图案p2的涂布线的线宽较第1涂布图案p1的涂布线的线宽粗。
142.此处,本实施方式的涂布装置1可设定多种不同的吐出方式的吐出控制作为第1模式的吐出控制。同样地,涂布装置1可设定多种不同的吐出方式的吐出控制作为第2模式的吐出控制。例如,在图9所示的例中,作业者可对分配控制器40设定划线涂布的涂布线的线宽成为w1的相对移动速度v与吐出控制量d的关系以r
w1
表示的第1模式的吐出控制x1、及划线涂布的涂布线的线宽成为w2的相对移动速度v与吐出控制量d的关系以r
w2
表示的第1模式的吐出控制x2。
143.再有,在本实施方式的涂布装置1中,在以不同的吐出方式设定多个第1模式的吐出控制或第2模式的吐出控制的情况下,可将任一第1模式的吐出控制及第2模式的吐出控制的组合设定为信道。例如,在设定x1、x2作为第1模式的吐出控制且设定y1、y2作为第2模式的吐出控制的情况下,可将第1模式的吐出控制x1及第2模式的吐出控制y1设定为通道c1,将第1模式的吐出控制x2及第2模式的吐出控制y2设定为通道c2。由此,通过设定重复执行信道c1与信道c2的涂布程序,涂布装置1可依序重复执行第1模式的吐出控制x1、第2模式的吐出控制y1、第1模式的吐出控制x2及第2模式的吐出控制y2。再者,在涂布装置1中,也可仅将第1模式的吐出控制或第2模式的吐出控制的一者设定多个。另外,通道的设定也并无特别限定,例如也可以将第1模式的吐出控制x1与第2模式的吐出控制y1设定为通道c1,且将第1模式的吐出控制x2与第2模式的吐出控制y1设定为通道c2的方式,对多个信道设定相同模式的吐出控制,且也可对同一通道设定多个相同模式的吐出控制。
144.在图9所示的一连串的涂布作业中,依序重复进行预喷涂布、涂布线的线宽为w1的第1涂布图案p1的划线涂布、预喷涂布、涂布线的线宽为w2(w2>w1)的第2涂布图案p2的划线涂布。在此情况下,作业者对分配控制器40,将进行预喷涂布的第2模式的吐出控制y1及涂布线的线宽成为w1的第1模式的吐出控制x1设定为通道c1,将进行预喷涂布的第2模式的吐出控制y1及涂布线的线宽成为w2的第1模式的吐出控制x2设定为通道c2。另外,作业者以对第1涂布图案p1进行信道c1的吐出控制且对第2涂布图案p2进行信道c2的吐出控制的方式,对机器人控制器30所存储的涂布程序进行设定。
145.在此情况下,机器人控制器30首先以基于涂布程序而进行信道c1的吐出控制的方式,对分配控制器40发送指示。然后,机器人控制器30基于涂布程序而使分配头50相对移动至预喷区域27,使分配控制器40进行利用第2模式的吐出控制y1的预喷涂布。接下来,机器人控制器30使分配头50相对移动至第1涂布图案p1的涂布开始点,使分配控制器40进行利用第1模式的吐出控制x1的第1涂布图案p1的划线涂布。第1模式的吐出控制x1以涂布线的线宽成为w1的方式,决定分配头50的相对移动速度v与吐出控制量d的关系r
w1
,因而涂布装置1可在第1涂布图案p1中,划线涂布线宽w1的涂布线。
146.另外,当第1涂布图案p1的涂布结束时,机器人控制器30以基于涂布程序而进行信道c2的吐出控制的方式对分配控制器40发送指示。然后,机器人控制器30基于涂布程序而使分配头50相对移动至预喷区域27,使分配控制器40进行利用第2模式的吐出控制y1的预喷涂布。另外,机器人控制器30使分配头50相对移动至第2涂布图案p2的涂布开始点,使分配控制器40进行利用第1模式的吐出控制x2的第2涂布图案p2的划线涂布。第1模式的吐出控制x2以涂布线的线宽成为w2的方式,决定分配头50的相对移动速度v与吐出控制量d的关
系r
w2
,因而涂布装置1可在第2涂布图案p2中,划线涂布线宽w2的涂布线。
147.再者,分配头50的相对移动速度v在第1涂布图案p1及第2涂布图案p2中可相同,也可不同。另外,在图9所示的例子中,也可设为如下结构:仅对信道c1或信道c2的一者记述预喷涂布的第2模式的吐出控制y1,对于另一通道,引用记述有第2模式的吐出控制y1的通道,而进行第2模式的吐出控制y1。
148.这样,在实施例4的涂布装置1中,可设定吐出方式不同的多个第1模式的吐出控制及第2模式的吐出控制,因而可将线宽不同的多个涂布图案或吐出量不同的多个预喷涂布等组合而进行一连串的涂布作业。
149.如上所述,在本发明的实施方式中,在基于涂布程序进行一连串的涂布作业的期间,可切换第1模式的吐出控制与第2模式的吐出控制,该第1模式的吐出控制基于分配头50与工作台25的相对移动速度v而变更分配头50吐出液体材料的每单位时间的吐出量,该第2模式的吐出控制与相对移动速度v没有关系地使分配头50吐出预先确定的每单位时间的吐出量的液体材料。由此,可自动且连续地进行习知未能进行的涂布作业,例如如图6~8所示重复具有角部的规定的涂布图案的划线涂布与预喷涂布的一连串的涂布作业、在具有角部的规定的涂布图案的划线涂布中的一部分直线部改变线宽而进行涂布的一连串的涂布作业、重复具有角部的规定的涂布图案的划线涂布与点涂布的一连串的涂布作业、及进行具有不同的线宽的多个涂布图案的划线涂布的一连串的涂布作业等。
150.以上,对本发明的优选的实施方式例进行了说明,但本发明的技术性范围并不限定于上述实施方式的记载。可对上述实施方式例施加各种变更、改良,此种施加了变更或改良的方式也包含于本发明的技术性范围。
151.例如,在上述图6所示的实施例1中,对交替地进行规定的涂布图案的划线涂布与预喷涂布的一连串的涂布作业进行了说明,但并不限定于此,例如也可设为交替地进行如下操作的结构,即,在对多个工件26进行规定次数的规定的涂布图案的划线涂布之后,进行预喷涂布,之后同样地,在对工件26进行规定次数的规定的涂布图案的划线涂布之后,进行预喷涂布。例如,在图9所示的实施例4中,依序重复预喷涂布、第1涂布图案p1的划线涂布、预喷涂布、第2涂布图案p2的划线涂布,但也可设为依序重复预喷涂布、第1涂布图案p1的划线涂布、第2涂布图案p2的划线涂布的结构。再有,也可设为在进行规定的涂布图案的划线涂布的中途中断涂布而进行预喷涂布的结构。再有,也可设为针对每一固定时间进行预喷涂布的结构。预喷涂布的频度或时序可由作业者根据所涂布的液材而对涂布程序适当设定。
152.另外,机器人控制器30输出吐出控制模式的切换信号的时序、及接收到切换信号的分配控制器40切换吐出控制模式的时序并不限定于上述时序,只要不妨碍吐出控制模式的变更后的吐出/涂布,则也可设为与上述实施方式不同的时序。
153.再有,在上述实施方式中,例示了对于具有角部的涂布图案的划线涂布进行根据相对移动速度v的变化而使吐出控制量d变化的第1模式的吐出控制的结构,但也可设为在除角部以外的部分处相对移动速度发生变化的情况下,在该部分进行第1模式的吐出控制的结构。例如,当需要在直线部分使相对移动速度变化时,对于此种涂布图案也可进行第1模式的吐出控制。
154.除此以外,在上述实施方式中,就效率化的观点而言,分开使用ptp移动与内插移
动,但也可设为在上述ptp移动的一部分或全部进行内插移动的结构。在实施例1~4中,关于第2模式的涂布,列举应用预喷涂布、试喷涂布、划线涂布及点涂布中的任一种为例,但也可在一连串的涂布作业中应用数种涂布作为第2模式的涂布。另外,也可视需要应用除上述涂布以外的涂布作为第2模式的涂布。
155.符号的说明
156.1:涂布装置
157.10:分配器
158.20:机器人
159.21:x轴移动装置
160.22:y轴移动装置
161.23:头(z轴移动装置)
162.24:台座
163.25:工件保持装置(工作台)
164.26:工件
165.27:预喷区域(调整涂布区域)
166.28:移动构件
167.30:机器人控制器
168.31:存储装置
169.32:运算装置
170.40:分配控制器
171.50:分配头
172.53:吐出部
173.54:喷嘴
174.55:吐出口
175.56:螺杆
176.57:柱塞
177.58:柱塞
178.59:阀
179.61:x轴驱动源
180.62:y轴驱动源
181.63:z轴驱动源
182.64:吐出驱动装置
183.81、a1、a2、b:缆线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1