一种不易燃烧混纺魔术贴涂层装置及其生产工艺的制作方法
1.本发明涉及魔术贴设备技术领域,具体为一种不易燃烧混纺魔术贴涂层装置及其生产工艺。
背景技术:
2.现有的阻燃芳纶魔术贴毛面制造成本高昂,而且由于工艺原因,阻燃芳纶魔术贴钩面的芳纶的组织上面的钩经仍以尼龙材质替代,使得阻燃芳纶魔术贴钩面耐温度远远低于260摄氏度、燃烧时会熔滴,不符合《消防员灭火防护服(ga10)xf10-2014》标准要求。
3.如中国专利公开了“一种消防员灭火防护服阻燃魔术贴及其制造方法”(专利号:
cn202110709912.6
),该专利利用聚苯硫醚耐高温260摄氏度、具有永久性阻燃功能、燃烧不熔滴且碳化的特性,以聚苯硫醚纤维为主体材料,加入涤纶纤维交织制成魔术贴钩面以及魔术贴毛面,然后将制成的公扣以及母扣浸渍阻燃剂,而后进行脱水烘干处理后得到进一步阻燃效果。同时利用硅胶没有熔点、在400摄氏度左右就会碳化的特性,以液体硅胶为主体材料,加入阻燃粉混合搅匀涂覆于公扣以及母扣的背部进行焙烘形成固态的阻燃硅胶层。使得背胶公扣以及背胶母扣在燃烧时续燃时间不超过2秒,不熔滴且碳化。
4.然而,上述专利制造过程中,需要将阻燃层涂到魔术贴的背面,因此需要对魔术贴进行翻面和筛选,确保喷枪口正好与魔术贴的背面相对应。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种不易燃烧混纺魔术贴涂层装置及其生产工艺。
7.(二)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:一种不易燃烧混纺魔术贴涂层装置及其生产工艺,包括工作台、两个筛选机构、传送带、主支架和喷涂机构。两个筛选机构设置在工作台的顶部,所述传送带设置在工作台的顶部,所述主支架设置在工作台的顶部。所述喷涂机构设置在主支架的底部,所述筛选机构和喷涂机构均与传送带相对应,所述传送带上放置有多个魔术贴。所述传送带上沿着工作台宽度方向开设有多个开槽。
9.优选的,还包括联动组件,所述联动组件设在工作台上。所述联动组件包括电机、转动滑杆,所述转动滑杆枢接在工作台上。所述电机固定在主支架上,所述电机的输出端与转动滑杆的顶端相连。所述转动滑杆沿转动滑杆长度方向开设有滑槽。
10.优选的,还包括辅助立板、多个插杆和楔形头。所述辅助立板滑动配合在滑槽上,多个插杆沿着辅助立板长度方向等间距设置在辅助立板上。多个插杆与开槽一一对应,所述楔形头设置在插杆远离辅助立板的一端上。
11.优选的,所述筛选机构包括壳体、支撑杆和多个粘合组件。所述支撑杆设置在工作台上,所述壳体枢接在支撑杆上。所述壳体上以壳体为中心等角度开设有多个条形槽。所述
粘合组件设置在条形槽内。
12.优选的,所述粘合组件包括两个滑块和多个连接粘块。多个连接粘块依次铰接在两个滑块之间,两个滑块滑动配合在条形槽内。
13.优选的,所述筛选机构还包括顶出组件,所述顶出组件设置在支撑杆内。所述顶出组件包括转动架、滑道、辅助伸缩杆、滚轮和辅助滑块。所述转动架同轴心枢接在壳体内,所述滑道设置在转动架上。所述辅助滑块滑动配合在滑道上,所述辅助伸缩杆竖直设置在辅助滑块上。所述滚轮枢接在辅助伸缩杆上,所述滚轮与位于其正上方的连接粘块的底部相接触。
14.优选的,所述筛选机构还包括滑道座、伸缩滑块和分离组件。所述滑道座设置在工作台上,所述滑道座位于壳体的正上方,所述伸缩滑块滑动配合在滑道座上。所述分离组件设置在伸缩滑块的底部。所述分离组件包括辅助刮刀、吸风接头、伸缩套、伸缩通管和吸风机。所述伸缩套设置在伸缩滑块的底部,所述吸风接头设置在伸缩套的正面。所述辅助刮刀设在吸风接头的底部,所述吸风机设置在工作台侧面,所述伸缩套通过伸缩通管与吸风机相通。
15.优选的,还包括电动伸缩杆和刮刀。所述电动伸缩杆设置在工作台上。所述刮刀设置在电动伸缩杆的活动端上,所述刮刀与传送带的表面相对应。
16.一种不易燃烧混纺魔术贴涂层装置的生产工艺,它包括以下步骤:
17.步骤一:首先将魔术贴均匀倒入传送带上,接着筛选机构转动。
18.步骤二:此时粘合组件的外表面分别对应设置魔术贴的钩面和毛面,此时钩面或者毛面向上的魔术贴与相对应的粘合组件会被其勾住并粘在粘合组件上。同时将背面向上的魔术贴通过粘合组件。
19.步骤三:接着,当沾满魔术贴粘合组件移动到与滑道座相对时,接着位于滑道上的辅助伸缩杆伸出。迫使滚轮将一部分粘合组件顶出条形槽外。
20.步骤四:接着伸缩滑块向下伸出,同时伸缩套拉回伸缩,接着吸风机工作。
21.步骤五:将位于弧形面魔术贴的一端翘起,接着辅助刮刀将魔术贴与粘合组件分离,并通过吸风接头将魔术贴回收。
22.步骤六:当背面朝上的魔术贴移动到插杆上时,控制辅助立板上移,并让喷涂机构对魔术贴背面进行喷涂阻燃涂层。
23.步骤七:一部分喷涂漆料会从相邻插杆之间掉落到传送带或者传送带上的开槽中。
24.步骤八:接着通过辅助立板可以将开槽上冷却后的涂料刮下并随着传送带移动掉落到传送带外。
25.步骤九:而通过插杆与开槽的插合,同时随着传送带的转动,位于开槽内的涂料会与楔形头相接触,并与开槽脱离。
26.(三)有益效果
27.本发明提供了一种不易燃烧混纺魔术贴涂层装置及其生产工艺。具备以下有益效果:
28.1、该不易燃烧混纺魔术贴涂层装置及其生产工艺,通过设置的工作台、两个筛选机构、传送带、主支架和喷涂机构相互配合。可以让本发明具有筛选魔术贴的功能,使得人
员在对魔术贴背面进行阻燃涂层涂抹时,不需要对魔术贴进行翻面的操作。减少了生产步骤。方便人员的使用。
附图说明
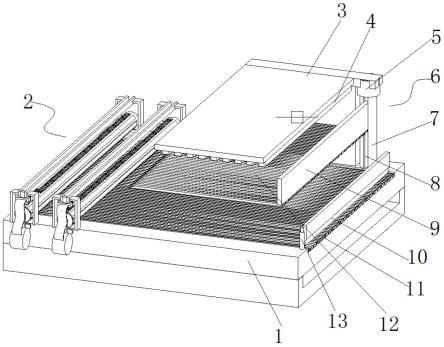
29.图1为本发明第一立体图;
30.图2为本发明第一局部部件立体图;
31.图3为本发明第二局部部件立体图;
32.图4为本发明第三局部部件立体图;
33.图5为本发明第四局部部件立体图;
34.图6为本发明第五局部部件立体图;
35.图7为本发明第六局部部件立体图;
36.图8为本发明局部部件正视图。
37.图中:1工作台、2筛选机构、3主支架、4喷涂机构、5电机、6联动组件、7转动滑杆、8滑槽、9辅助立板、10刮刀、11传送带、12插杆、13电动伸缩杆、14楔形头、15开槽、16辅助刮刀、17分离组件、18吸风机、19伸缩通管、20伸缩套、21吸风接头、22转动架、23顶出组件、24滑道、25支撑杆、26壳体、27辅助伸缩杆、28滚轮、29粘合组件、30连接粘块、31辅助滑块、32滑块、33伸缩滑块、34滑道座、35条形槽。
具体实施方式
38.本发明实施例提供一种不易燃烧混纺魔术贴涂层装置及其生产工艺,如图1-8所示,包括工作台1、两个筛选机构2、传送带11、主支架3和喷涂机构4。两个筛选机构2设置在工作台1的顶部,传送带11设置在工作台1的顶部,主支架3设置在工作台1的顶部。喷涂机构4设置在主支架3的底部,筛选机构2和喷涂机构4均与传送带11相对应,传送带11上放置有多个魔术贴。传送带11上沿着工作台1宽度方向开设有多个开槽15。
39.还包括联动组件6,联动组件6设在工作台1上。联动组件6包括电机5、转动滑杆7,转动滑杆7枢接在工作台1上。电机5固定在主支架3上,电机5的输出端与转动滑杆7的顶端相连。转动滑杆7沿转动滑杆7长度方向开设有滑槽8。
40.还包括辅助立板9、多个插杆12和楔形头14。辅助立板9滑动配合在滑槽8上,多个插杆12沿着辅助立板9长度方向等间距设置在辅助立板9上。多个插杆12与开槽15一一对应,楔形头14设置在插杆12远离辅助立板9的一端上。
41.通过设置的辅助立板9、多个插杆12和楔形头14相互配合,可以让本发明对于喷涂后多余的涂料掉在传送带上时进行清理。也可以将原本位于传送带上的魔术贴被多个插杆12升起。
42.筛选机构2包括壳体26、支撑杆25和多个粘合组件29。支撑杆25设置在工作台1上,壳体26枢接在支撑杆25上。壳体26上以壳体26为中心等角度开设有多个条形槽35。粘合组件29设置在条形槽35内。
43.粘合组件29包括两个滑块32和多个连接粘块30。多个连接粘块30依次铰接在两个滑块32之间,两个滑块32滑动配合在条形槽35内。
44.筛选机构2还包括顶出组件23,顶出组件23设置在支撑杆25内。顶出组件23包括转
动架22、滑道24、辅助伸缩杆27、滚轮28和辅助滑块31。转动架22同轴心枢接在壳体26内,滑道24设置在转动架22上。辅助滑块31滑动配合在滑道24上,辅助伸缩杆27竖直设置在辅助滑块31上。滚轮28枢接在辅助伸缩杆27上,滚轮28与位于其正上方的连接粘块30的底部相接触。
45.筛选机构2还包括滑道座34、伸缩滑块33和分离组件17。滑道座34设置在工作台1上,滑道座34位于壳体26的正上方,伸缩滑块33滑动配合在滑道座34上。分离组件17设置在伸缩滑块33的底部。分离组件17包括辅助刮刀16、吸风接头21、伸缩套20、伸缩通管19和吸风机18。伸缩套20设置在伸缩滑块33的底部,吸风接头21设置在伸缩套20的正面。辅助刮刀16设在吸风接头21的底部,吸风机18设置在工作台1侧面,伸缩套20通过伸缩通管19与吸风机18相通。
46.还包括电动伸缩杆13和刮刀10。电动伸缩杆13设置在工作台1上。刮刀10设置在电动伸缩杆13的活动端上,刮刀10与传送带11的表面相对应。
47.一种不易燃烧混纺魔术贴涂层装置的生产工艺,它包括以下步骤:
48.步骤一:首先将魔术贴均匀倒入传送带11上,接着筛选机构2转动。
49.步骤二:此时粘合组件29的外表面分别对应设置魔术贴的钩面和毛面,此时钩面或者毛面向上的魔术贴与相对应的粘合组件29会被其勾住并粘在粘合组件29上。同时将背面向上的魔术贴通过粘合组件29。
50.步骤三:接着,当沾满魔术贴粘合组件29移动到与滑道座34相对时,接着位于滑道24上的辅助伸缩杆27伸出。迫使滚轮28将一部分粘合组件29顶出条形槽35外。
51.步骤四:接着伸缩滑块33向下伸出,同时伸缩套20拉回伸缩,接着吸风机18工作。
52.步骤五:将位于弧形面魔术贴的一端翘起,接着辅助刮刀16将魔术贴与粘合组件29分离,并通过吸风接头21将魔术贴回收。
53.步骤六:当背面朝上的魔术贴移动到插杆12上时,控制辅助立板9上移,并让喷涂机构4对魔术贴背面进行喷涂阻燃涂层。
54.步骤七:一部分喷涂漆料会从相邻插杆12之间掉落到传送带11或者传送带11上的开槽15中。
55.步骤八:接着通过辅助立板9可以将开槽15上冷却后的涂料刮下并随着传送带11移动掉落到传送带11外。
56.步骤九:而通过插杆12与开槽15的插合,同时随着传送带11的转动,位于开槽15内的涂料会与楔形头14相接触,并与开槽15脱离。
57.综上所述,该不易燃烧混纺魔术贴涂层装置及其生产工艺,通过设置的工作台1、两个筛选机构2、传送带11、主支架3和喷涂机构4相互配合。可以让本发明具有筛选魔术贴的功能,使得人员在对魔术贴背面进行阻燃涂层涂抹时,不需要对魔术贴进行翻面的操作。减少了生产步骤。方便人员的使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1