抓胎旋转装置及含有其的抓胎单元、抓胎方法及生产系统与流程
1.本发明涉及轮胎生产辅助机械设备,尤其是涉及一种用于生产静音轮胎与自密封轮胎的专用机械设备。
背景技术:
2.申请人的202011564927x号与202011564973x号在先发明专利申请已公开静音轮胎与自密封轮胎的技术方案。申请人在持续地、深入地研发静音轮胎与自密封轮胎的专用生产机械设备时发现,我们目前采用的轮胎涂胶辅助装置(如附图1所示),主要是通过两个辊状部件300支撑轮胎200,并通过驱动辊状部件300旋转以带动轮胎200转动,以配合涂胶设备将胶料均匀地涂覆于轮胎内壁。
3.然而,上述轮胎涂胶辅助装置中的辊状部件300与轮胎200为线接触,具有相同的线速度,驱动轮胎旋转的角度与轮胎的半径大小有直接关系。而轮胎是橡胶制品,具有一定的弹性,尤其轮胎经过硫化后,即使相同尺寸的轮胎在大小上往往也存在差异,所以通过线速度控制轮胎旋转涂胶时往往会出现轮胎多转、少转或者打滑的情况,在一定程度上影响涂胶的质量。
4.此外,附图1中所示的轮胎涂胶辅助装置不适用于轮胎尺寸规格相差较大的情形。当轮胎厂需要进行多种尺寸的静音轮胎和/或自密封轮胎在同一设备上进行生产制造时,现有技术则无法满足该客户需求。
技术实现要素:
5.本发明的目的在于提供一种抓胎旋转装置,其包括第一驱动源、第一传动装置与旋转盘,所述第一驱动源可以经过所述第一传动装置驱动所述旋转盘旋转;以及设置于所述旋转盘上的若干抓胎机构,所述抓胎机构相配合可以从不同规格的轮胎的胎冠与胎侧两个维度抓取并固定轮胎。
6.优选地,所述旋转盘设置有若干延长部,所述抓胎机构设置于所述延长部上且可往复移动,以抓取不同外径的轮胎;以及所述抓胎机构设置有可沿轮胎的宽度方向移动的第二限制部,以抓取不同宽度的轮胎。
7.优选地,所述抓胎机构还包括用于连接延长部的固定架,以及设置于固定架上的第二限制部、第二传动装置与第二驱动源;其中,所述第二限制部设置有上移动辊与下移动辊,所述第二驱动源经所述第二传动装置驱动上移动辊与下移动辊同步地相向移动。
8.优选地,所述抓胎机构还包括设置于所述上移动辊与下移动辊之间的自回中机构;所述自回中机构包括设置于所述固定架上的第一回中滑轨、第二回中滑轨与若干支撑件,所述支撑件设置于所述第一回中滑轨与第二回中滑轨的两端;以及可分别沿所述第一回中滑轨与第二回中滑轨移动的第一回中滑块与第二回中滑块;以及设置于所述第一回中滑块与第二回中滑块上的垫块,且所述垫块的两端经弹性元件与所述支撑件连接。
9.优选地,所述第二传动装置包括设置于固定架一侧的第一传动滑轨与第二传动滑
轨;以及分别可沿所述第一传动滑轨与第二传动滑轨移动的第一传动滑块与第二传动滑块;以及设置于第一传动滑块与第二传动滑块上的第一连接板与第二连接板,所述第一连接板与第二连接板上分别设置有第一齿条与第二齿条;以及设置于固定架上的齿轮,所述齿轮设置于第一齿条与第二齿条之间并与第一齿条与第二齿条相啮合,所述第二驱动源与所述第一连接板或第二连接板连接。
10.优选地,所述固定架中部设置为镂空结构,所述上移动辊与下移动辊贯穿所述镂空结构且近似垂直地设置于第一连接板与第二连接板上。
11.优选地,所述旋转盘上设置有第三驱动源,以及第一联动装置;所述延长部上均设置有与所述第一联动装置连接的第一移动装置,所述抓胎机构与所述第一移动装置连接,所述第三驱动源的驱动端与所述任意的第一移动装置连接。
12.优选地,还包括第一联动装置,所述第一联动装置设置有一个同步带与多个同步带轮;所述延长部设置为四组且自旋转盘的中部位置向外延伸呈十字结构;所述旋转盘中部设置有多个涨紧换向装置,并通过所述多个涨紧换向装置与多个同步带轮将所述同步带划分为与所述呈十字结构的延长部相匹配的四个同步联动区域;所述旋转盘上还设置有两个第三驱动源且所述两个第三驱动源的驱动端呈相反的方向设置;所述延长部上均设置有与所述同步带固定连接的第一移动装置,所述抓胎机构与所述第一移动装置连接,所述两个第三驱动源的驱动端与相对应的第一移动装置连接。
13.本发明还公开一种用于轮胎涂胶的抓胎单元,其包括如前所述的抓胎旋转装置;支架;设置于所述支架上的第四驱动源;由第四驱动源驱动的第三传动装置;与所述第三传动装置连接并可沿所述支架水平移动的滑动机构;用于连接所述抓胎旋转装置与滑动机构的连接架;第五驱动源与第四传动装置,所述第五驱动源经第四传动装置驱动所述连接架上下移动,以带动抓胎旋转装置上下移动;设置于连接架上的第六驱动源,所述第六驱动源可驱动所述抓胎旋转装置相对于所述连接架进行翻转。
14.本发明还公开一种抓胎涂胶方法,包括:先将抓胎旋转装置移动至水平放置的已定中的轮胎的上方,并将抓胎机构调整至抓取最大规格轮胎的位置;抓胎旋转装置向下移动直至下移动辊处于轮胎的下部位置,然后抓胎机构沿轮胎的径向方向收缩以从多个方向夹紧轮胎的胎冠;然后抓胎机构中的上移动辊与下移动辊沿轮胎的轴向方向相向移动,以固定轮胎的胎侧;抓胎旋转装置将轮胎固定后上升至预定位置,并将轮胎由水平放置翻转为竖直放置;然后抓胎旋转装置将竖直放置的轮胎移动至涂胶工位,并配合涂胶设备进行旋转已完成涂胶作业。
15.本发明还公开一种自密封轮胎的生产系统,其包括:第一输送装置,用于接收并传送轮胎;激光清洗设备,利用高温来清除轮胎内表面的异物;涂胶设备,用于向轮胎内表面涂覆具有自密封功能的胶料;其还包括前所述的抓胎单元,用于抓取固定激光清洗后的轮胎,并驱动轮胎旋转以配合涂胶设备进行涂胶作业。
16.本发明还公开一种静音轮胎的生产系统,其包括:第一输送装置,用于接收并输送轮胎;激光清洗设备,用于清除轮胎内表面的异物;涂胶设备,用于向轮胎内表面涂覆具有自密封功能或者粘合功能的胶料;其还包括前所述的抓胎单元,用于抓取固定激光清洗后的轮胎,并驱动轮胎旋转以配合涂胶设备进行涂胶作业;降噪件输送设备,用于供应降噪件;降噪件贴合设备,用于将降噪件贴合于涂胶后的轮胎内表面。
附图说明
17.图1是现有技术示意图。
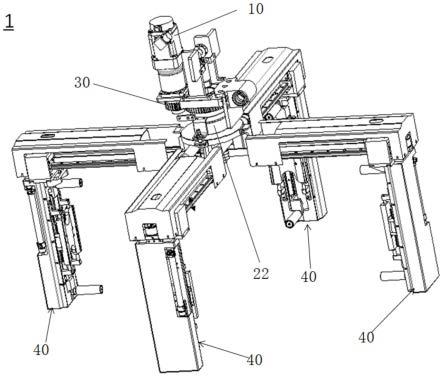
18.图2是本发明可适用于不同规格轮胎的抓胎旋转装置的整体示意图。
19.图3是图2的部分示意图。
20.图4是图3的部分示意图。
21.图5是本发明抓胎机构中移动辊与下移动辊初始状态的示意图。
22.图6是图5的另一视角的示意图。
23.图7是本发明抓胎机构中上移动辊与下移动辊收缩抓胎时的示意图。
24.图8是图7的另一视角的示意图。
25.图9是本发明另一实施例中抓胎旋转装置的示意图。
26.图10是本发明抓胎单元的整体示意图。
27.图11是本发明抓胎单元另一状态的整体示意图。
28.图12是本发明静音轮胎的生产系统的示意图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
30.如附图2至附图9所示,本发明提供了一种可抓取不同尺寸规格轮胎的抓胎旋转装置1,其包括第一驱动源10、旋转盘20与第一传动装置30,所述第一驱动源10可以经过所述第一传动装置30(可以是齿轮组件)驱动所述旋转盘20旋转;以及设置于所述旋转盘20上的若干抓胎机构40,所述抓胎机构40相配合可以从不同规格的轮胎的胎冠与胎侧两个维度抓取并固定轮胎。因此,本发明所述抓胎旋转装置1既可以通过设置于所述旋转盘20上的若干抓胎机构40实现抓取不同尺寸、不同宽度轮胎的功能,还可以通过第一驱动源10驱动旋转盘20转动,进而实现将抓取的轮胎旋转以匹配涂胶设备进行涂胶作业,该技术具有涂胶质量较佳,且通用性较好等优点。
31.具体而言,所述旋转盘20设置有若干延长部21,所述抓胎机构40设置于所述延长部21上且可相对于所述延长部21往复移动,以适应于抓取不同尺寸的轮胎,即所述若干抓胎机构40可以从不同的位置夹紧轮胎的胎冠处,以实现从轮胎的径向方向固定轮胎;此外,所述抓胎机构40还包括用于连接各自延长部21的固定架45,以及设置于固定架45上的可沿轮胎的宽度方向移动的第二限制部、第二传动装置与第二驱动源43,所述第二限制部设置有上移动辊125a与下移动辊125b,所述第二驱动源43经所述第二传动装置驱动上移动辊125a与下移动辊125b同步地相向移动,即所述上移动辊125a与下移动辊125b均朝向各自面对的轮胎的胎侧移动,以实现固定不同宽度的轮胎,释放轮胎时则所述第二驱动源43经所述第二传动装置驱动上移动辊125a与下移动辊125b同步地反向移动。
32.需说明的是,本发明所述延长部21可以设置为两个、三个或者多个,以下仅以设置为四个延长部21结构为例阐述本发明的技术原理。
33.如图2所示,第一驱动源10(如伺服电机)经第一传动装置30(如齿轮组件)以及连接过度旋转轴22驱动旋转盘20旋转,进而带动设置于旋转盘20的四个延长部21上的抓胎机构40进行旋转。此外,如图3所示,在所述旋转盘20的一侧设置有两个第三驱动源44,且所述
两个第三驱动源44的驱动端反向设置,即分别与第一移动装置41a与第一移动装置41c连接,并驱动所述抓胎机构40沿设置于延长部21上的滑轨23往复移动。如图3与图4所示,所述第一联动装置设置有一个同步带51与四个同步带轮52,所述同步带轮52分别设置于所述延长部21上,由于所述延长部21设置为四个且自旋转盘20的中部位置向外延伸呈十字结构,在所述旋转盘20的中部设置有四个涨紧换向装置53,并通过所述多个涨紧换向装置53与多个同步带轮52将所述同步带51划分为与所述呈十字结构的延长部51相匹配的四个同步联动区域;由于各第一移动装置(41a、41b、41c、41d)均与所述同步带51固定连接,所述抓胎机构40与所述第一移动装置固定连接,所述两个第三驱动源的驱动端与同一直线上不同的第一移动装置连接;因此,当驱动端呈相反的方向设置的两个第三驱动源44同步驱动所对应的第一移动装置(41a、41c)移动时,在同步带51的作用下,各所述抓胎机构40同步向中心位置收缩,即所述若干抓胎机构40可从多个方向夹紧轮胎的胎冠处,以实现从轮胎的径向方向固定轮胎。
34.如图5至图8所示,所述第二传动装置包括设置于固定架45一侧的第一传动滑轨421与第二传动滑轨422;以及分别可沿所述第一传动滑轨421与第二传动滑轨422移动的第一传动滑块423与第二传动滑块424;以及设置于第一传动滑块423与第二传动滑块424上的第一连接板425与第二连接板426,所述第一连接板425与第二连接板426上分别设置有第一齿条427与第二齿条428;以及设置于固定架45上的齿轮429,所述齿轮429设置于第一齿条427与第二齿条428之间并与第一齿条427与第二齿条428相啮合,所述第二驱动源43的驱动端与所述第二连接板426连接,所述上移动辊125a与第一连接板425连接,所述下移动辊125b与第二连接板426连接。因此,在被抓取轮胎的胎冠被多个抓胎机构40固定后,当第二驱动源43驱动第二连接板426沿第二传动滑轨422向轮胎的胎侧移动时,在固定于所述固定架45中部的齿轮429的作用下,所述第一连接板425同步地沿着所述第一传动滑轨421向轮胎的胎侧移动,即上移动辊125a与下移动辊125b相向运动,以夹紧固定轮胎的胎侧;当第二驱动源43驱动第二连接板426沿第二传动滑轨422向远离轮胎的胎侧移动时,同样在固定于所述固定架45中部的齿轮429的作用下,所述第一连接板425同步地沿着所述第一传动滑轨421向远离轮胎的胎侧移动,即上移动辊125a与下移动辊125b反向运动,以释放轮胎。
35.进一步地,为降低抓胎机构的重量,以及使整体布局设计更加紧凑合理。本发明所述固定架45的中部设置为镂空结构,所述上移动辊125a与下移动辊125b贯穿所述镂空结构且近似垂直地分别设置于第一连接板425与第二连接板426上。
36.此外,为确保被抓取轮胎无论是在翻转时或者旋转时始终处于对中状态。本发明所述抓胎机构40还包括设置于所述上移动辊125a与下移动辊125b之间的自回中机构,所述自回中机构包括设置于所述固定架45上的第一回中滑轨461、第二回中滑轨462与若干支撑件47,所述支撑件47设置于所述第一回中滑轨461与第二回中滑轨462的两端;以及可分别沿所述第一回中滑轨461与第二回中滑轨462移动的第一回中滑块463与第二回中滑块464;以及设置于所述第一回中滑块463与第二回中滑块464上的垫块48,所述垫块48可以是塑胶或塑料元件,且所述垫块48的两端经弹性元件49与所述支撑件47连接并可以受力移动,所述弹性元件可以为压簧、气动弹簧或气囊等。
37.由于轮胎具有弹性,当轮胎水平放置时,在重力的影响下会往下部压缩,即此时的胎宽相比轮胎竖直放置时的胎宽要略小。在进行轮胎抓取时,垫块48先与轮胎的胎冠接触
固定,然后上移动辊125a、下移动辊125b分别与轮胎的胎侧接触固定,轮胎在垫块48在上移动辊125a与下移动辊125b的夹持力的作用下被夹持固定翻转90度之后,原本受重力影响而压缩的胎宽因不再受重力影响得以释放,轮胎的恢复力施加于垫块48一个轴向方向的力,而垫块48受力后可以在弹性元件49的作用下移动。此时,第二驱动源43会进一步驱动上移动辊125a和下移动辊125b进行相向移动对轮胎进行夹持,通过垫块48的移动以抵消垫块48受到的外力,以确保轮胎位于上移动辊125a和下移动辊125b的中心处,从而确保轮胎涂胶时的准确位置对位,防止因轮胎偏移导致涂胶位置不准确。而当轮胎涂胶完成后,抓胎机构40上的轮胎被释放及卸胎后,垫块48复位至初始中心位置,因此垫块不会发生卡死的问题,保证垫块每次作业完成后均可复位至初始位置进行后续抓胎。
38.作为另一实施方式,如图9所示,可将本发明所述旋转盘20上的延长部21设置为三个,大致呈三叉星结构设置,并设置一个第三驱动源(未图示),以及第一联动装置(一个同步带51与三个同步带轮52)与三个涨紧换向装置53,采用类似前述实施例中方式,通过所述三个同步带轮52与三个涨紧换向装置53将同步带划分为三个同步联动区域;同样地,所述延长部21上均设置有与所述第一联动装置连接的第一移动装置,所述抓胎机构与所述第一移动装置连接,通过一个第三驱动源的驱动端与所述任意的第一移动装置连接,以实现三个延长部21同步移动,进而实现轮胎的抓取与释放。
39.可选地,也可以将所述延长部21设置为两个,并将增大上移动辊与下移动辊与轮胎的接触面积与摩擦力,同样可以使两个延长部21同步移动,进而实现轮胎的抓取与释放。
40.综上所述,本发明所述的抓胎旋转装置可适用于不同规格(尺寸及胎宽)轮胎的抓取固定,并驱动抓胎旋转装置转动以带动轮胎旋转,通过角速度控制旋转参数,有效的避免了因轮胎大小差异造成的多转、少转或者打滑的问题,可以精准的配合涂胶设备进行涂胶,更好的保证涂胶质量,满足不同应用条件下的涂胶需求。
41.如图10至图11所示,本发明还提供一种用于轮胎涂胶的抓胎单元100, 其包括本发明上述所述的可适用于不同规格轮胎的抓胎旋转装置1;以及支架60;设置于所述支架60上的第四驱动源61;由第四驱动源61驱动的第三传动装置62(如同步带与同步带轮结构);与所述第三传动装置连接并可沿所述支架60水平移动的滑动机构63;用于连接所述抓胎旋转装置1与滑动机构63的连接架64;以及第五驱动源65与第四传动装置,所述第五驱动源65经第四传动装置驱动所述连接架64上下移动,以带动抓胎旋转装置1上下移动;设置于连接架64上的第六驱动源66,所述第六驱动源66可驱动所述抓胎旋转装置1相对于所述连接架64进行90度的翻转,以抓取水平放置的轮胎并将轮胎由水平放置转换为竖直放置。其中,所述第四传动装置为齿轮与齿条结构,所述齿轮与所述第五驱动源65的驱动端连接,并固定于所述滑动机构63上,所述齿条结构设置于所述连接架64。
42.通过上述结构,可实现轮胎的抓取、翻转以及将被抓取轮胎输送至涂胶工位等动作。本发明所述用于涂胶的抓胎单元100具体结构及原理说明如下:当轮胎水平输送至待抓取位置时,第四驱动源61驱动第三传动装置62中的同步带轮与同步带转动,进而带动滑动机构63沿支架60移动至待抓取轮胎的上方;然后由所述第五驱动源65经第四传动装置驱动所述连接架64向下移动,以带动抓胎旋转装置1向下移动,将抓胎旋转装置1移动至抓胎位置;第三驱动源44驱动抓胎机构40收缩以适应抓取不同外径大小的轮胎的胎冠;然后第二驱动源43驱动上移动辊125a和下移动辊125b相向移动以配合固定不同宽度尺寸的轮胎的
胎侧;抓胎机构40抓取轮胎后,可通过第六驱动源66驱动抓胎旋转装置1翻转90度,以将轮胎从水平放置翻转为竖直放置;然后第四驱动源61驱动第三传动装置62以带动抓胎旋转装置1沿机架60移动至涂胶设备(未示出)处并等待涂胶喷头伸入轮胎内壁上侧;第一驱动源10驱动旋转盘20旋转以带动抓胎机构40旋转,配合涂胶设备对轮胎内壁进行涂胶。抓胎机构40旋转的角度或者圈数可以根据轮胎的大小或者涂胶量的要求进行设定。
43.需要说明的是,轮胎进行抓取时,呈水平放置的轮胎比较容易对准中心进行抓取,抓取的成功率也越大,而在进行涂胶时,由于胶料具有流动性,如果轮胎水平放置进行涂胶,胶料会受重力影响流向靠近地面的一侧,为了避免重力对胶料的影响,轮胎呈竖直放置时涂胶会更稳定。所以为了实现更好的抓胎和涂胶,需要将水平放置进行抓取的轮胎进行翻转呈竖直放置进行涂胶。
44.为进一步提高整个抓胎单元的产出效率,所述可适用于不同规格轮胎的抓胎旋转装置可以设置为两个,包括第一可适用于不同规格轮胎的抓胎旋转装置和第二可适用于不同规格轮胎的抓胎旋转装置,当第一可适用于不同规格轮胎的抓胎旋转装置进行旋转涂胶时,第二可适用于不同规格轮胎的抓胎旋转装置进行轮胎抓取;当第一可适用于不同规格轮胎的抓胎旋转装置进行轮胎抓取时,第二可适用于不同规格轮胎的抓胎旋转装置进行旋转涂胶。
45.综上可知,本发明还公开一种用于轮胎涂胶的抓胎涂胶方法,其包括:先将抓胎旋转装置1移动至水平放置的已定中的轮胎的上方,并将抓胎机构40调整至抓取最大规格轮胎的位置;抓胎旋转装置1向下移动直至下移动辊125b处于轮胎的下部位置,然后抓胎机构40沿轮胎的径向方向收缩以从多个方向夹紧轮胎的胎冠;然后抓胎机构40中的上移动辊125a与下移动辊125b沿轮胎的轴向方向相向移动,以固定轮胎的胎侧;抓胎旋转装置1将轮胎固定后上升至预定位置,并将轮胎由水平放置翻转为竖直放置;然后抓胎旋转装置1将竖直放置的轮胎移动至涂胶工位,并配合涂胶设备进行旋转已完成涂胶作业。
46.此外,本发明所述的抓胎单元,还可以适用于自密封轮胎的生产系统或者静音轮胎的生产系统,用于制造具有自密封功能的轮胎或者用于制造具有静音功能的轮胎。
47.因此,本发明还公开一种自密封轮胎的生产系统,其包括:第一输送装置,用于接收并传送轮胎;激光清洗设备,利用高温来清除轮胎内表面的异物;涂胶设备,用于向轮胎内表面涂覆具有自密封功能的胶料;以及还包括本发明所述的抓胎单元,用于抓取固定激光清洗后的轮胎,并驱动轮胎旋转以配合涂胶设备进行涂胶作业。
48.本发明还公开一种静音轮胎的生产系统,其包括:第一输送装置,用于接收并输送轮胎;激光清洗设备,用于清除轮胎内表面的异物;涂胶设备,用于向轮胎内表面涂覆具有自密封功能或者粘合功能的胶料;以及还包括本发明所述的抓胎单元,用于抓取固定激光清洗后的轮胎,并驱动轮胎旋转以配合涂胶设备进行涂胶作业;降噪件输送设备,用于供应降噪件;降噪件贴合设备,用于将降噪件贴合于涂胶后的轮胎内表面。
49.上述自密封轮胎的生产系统或者静音轮胎的生产系统公开的仅是实现制造具有自密封功能的轮胎或者用于制造具有静音功能的轮胎所必须的设备或装置。较佳地,还可以设置其他辅助优化设备或装置。以下仅以静音轮胎的生产系统举例说明。
50.如附图12所示,其公开一种静音轮胎的生产系统1000,主要包括第一输送装置30a,用于接收并传送轮胎;激光清洗设备400,主要通过利用激光的瞬间高温来清除轮胎内
表面的异物,例如使硫化脱模剂、橡胶屑等碳化或使轮胎内表面的水滴气化等;第一轮胎称重信息读取装置50a,用于读取第一输送装置输送过来的轮胎基本信息,如型号、尺寸、规格等,所述轮胎信息读取装置可以为视觉读码器,并可设置多个,当轮胎经过该视觉读码器时既可以读取上述信息,并且用于称量轮胎的重量,与系统中记录的规格轮胎的重量去比对,确认轮胎是否为合格品;涂胶设备600,主要用于向轮胎内表面涂覆粘性胶料;还包括上述公开的抓胎单元100,其用于将接收到的激光清洗后的轮胎侧向翻转并驱动轮胎旋转以配合涂胶设备进行涂胶,因为涂覆的胶料为热胶料,因此需要持续旋转以防止因重力导致轮胎的胶料涂覆不均匀;降噪件输送设备70a,用于供应降噪件,所述降噪件可以是静音棉等;降噪件贴合设备70b,用于将降噪件贴合于轮胎内表面;降噪件辊压及检测设备70c,用于将降噪件贴平于轮胎内表面,去除鼓包和气体等,并检测降噪件的贴合质量;第二输送装置30b,用于流转轮胎;第二轮胎称重信息读取装置50b,用于读取轮胎的基本信息和重量信息,与第一轮胎称重信息读取装置处的轮胎重量进行对比,确认涂胶的重量是否在要求范围内;第三输送装置30c,用于将轮胎输送出去;其中,所述第一输送装置、第二输送装置和第三输送装置可以是输送带或输送辊等结构。
51.进一步地,所述的生产线系统还可以包括轮胎转运装置800和旋转冷却设备900,所述轮胎转运装置用于将涂胶完成之后的竖直摆放的轮胎运转至旋转冷却设备上;所述旋转冷却设备,用于进一步驱动轮胎旋转实现胶料的自然冷却。对于涂覆的具有自封功能的胶料,如果胶料的粘性比较大,在旋转涂胶的过程中还不能很好的对胶料进行冷却,需要旋转冷却设备进一步实现轮胎胶料自然冷却的功能。
52.需要说明的是,如果生产线系统不包括轮胎转运装置800和旋转冷却设备900时,涂完胶料之后的轮胎由抓胎单元将轮胎由竖直翻转为水平之后放于第二输送装置30b上。
53.优选地,本发明所述的旋转冷却设备还包括翻胎装置910,所述翻胎装置用于将旋转冷却之后的竖直放置的轮胎翻转90度,使得轮胎侧面上有信息的一面朝上,便于第二轮胎称重信息读取装置50b读取轮胎信息。
54.通过上述公开的技术内容可知,本发明主要是通过设计一种全新的抓胎旋转装置,其包括第一驱动源、第一传动装置与旋转盘,所述第一驱动源可以经过所述第一传动装置驱动所述旋转盘旋转;以及设置于所述旋转盘上的若干抓胎机构,所述抓胎机构相配合可以从不同规格的轮胎的胎冠与胎侧两个维度抓取并固定轮胎;以及使用该抓胎旋转装置的抓胎单元、抓胎方法及自密封轮胎生产系统与静音轮胎生产系统。本发明具有结构简单、自动化程度高,可适用于不同规格的轮胎抓取及涂胶,有效提升涂胶质量。
55.以上内容仅为本技术的部分实施方式,其目的在于阐述本技术的技术构思及特点,任何熟悉本领域的技术人员在本技术技术内容的启示下,容易想到的等效变化或替换技术方案,均应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1