一种烟油自动化配料系统及配料方法与流程
1.本技术涉及电子烟油配料的技术领域,特别是一种烟油自动化配料系统及配料方法。
背景技术:
2.近年来,电子烟在市场上崭露头角。电子烟作为一种无害的产品,既可以帮助吸烟者以一种较为轻松的方式成功戒烟,又不产生二手烟来危害“被吸烟者”,是一种相对健康的香烟替代品。由于电子烟的烟油并不含有香烟中的焦油和悬浮微粒等有害成分,因此相比起传统香烟而言更加健康,电子烟的好处越来越被人们熟知。
3.电子烟油的配料过程对精准度要求较高,而现有的烟油配料自动化程度较低,容易因为操作人员的操作不规范或失误,影响烟油产品质量,也容易造成原料浪费等。
技术实现要素:
4.鉴于所述问题,提出了本技术以便提供克服所述问题或者至少部分地解决所述问题的一种烟油自动化配料系统及配料方法,包括:
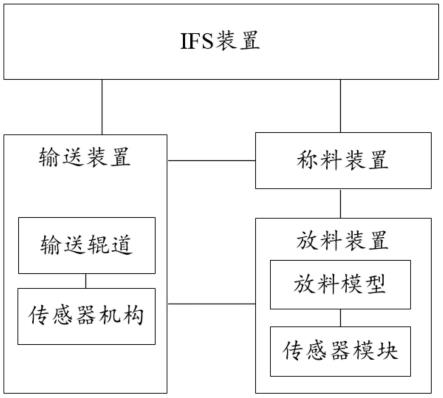
5.一种烟油自动化配料系统,包括ifs装置、输送装置和放料装置;
6.所述ifs装置控制配料过程和采集配料信息,所述ifs装置分别与所述输送装置和所述放料装置信号相连,所述放料装置设置于所述输送装置上;
7.所述输送装置包括输送辊道以及设置于所述输送辊道上的传感器机构,所述输送辊道用于输送配料容器;
8.当所述自动化配料系统工作时,所述ifs装置接收配料任务信息并将所述任务信息发送给所述输送装置和所述放料装置,所述输送装置根据所述任务信息将所述容器输送至所述放料装置进行放料。
9.进一步地,所述传感器机构包括识别传感器、重量传感器、位置传感器和速度传感器,所述识别传感器、所述重量传感器、所述位置传感器和所述速度传感器分别与所述ifs装置信号相连。
10.进一步地,所述放料装置包括放料模型和传感器模块,所述传感器模块设置于所述放料模型上。
11.进一步地,还包括称料装置,所述输送辊道的输入端依次设置有所述称料装置和所述放料装置。
12.本技术还提供一种如烟油自动化配料系统所述的烟油自动化配料方法,包括步骤:
13.所述ifs装置接收配料任务信息,并将所述任务信息发送给所述输送装置和所述放料装置;
14.所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料;
15.当所述传感器机构检测到物料达到所述任务信息的预设重量时,或传感器模块检测到所述物料达到放料模型的预设容积时,所述ifs装置发送指令使所述放料装置停止放料。
16.进一步地,还包括:
17.称料装置通过所述容器称量所述物料,识别传感器识别所述容器的产品属性信息。
18.进一步地,所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料的步骤,包括:
19.所述ifs装置根据所述容器的产品属性信息和所述任务信息,选择所述容器对应的所述放料装置;其中,所述放料装置包括集中式放料装置和离散式放料装置;
20.所述输送辊道将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料。
21.进一步地,所述输送辊道将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料的步骤,包括:
22.所述ifs装置通过位置传感器和速度传感器控制所述容器的位置和所述容器的速度,所述输送辊道将所述容器输送到对应的放料装置;
23.所述ifs装置根据所述任务信息和所述放料模型选择出所述物料的放料曲线,所述放料装置根据所述放料曲线进行放料。
24.进一步地,所述放料装置根据所述放料曲线进行放料的步骤,包括:
25.所述放料机构根据所述放料曲线进行放料;
26.当所述放料装置完成放料之后,所述ifs装置通过重量传感器称量罐体的剩余重量。
27.进一步地,所述当所述放料装置完成放料之后,所述ifs装置通过重量传感器称量罐体的剩余重量的步骤,包括:
28.当所述罐体的剩余重量低于安全库存时,反馈信息给操作人员;其中,所述安全库存为所述罐体的物料重量用于进行配料的最低库存重量。
29.本技术具有以下优点:
30.在本技术的实施例中,通过ifs装置、输送装置和放料装置;所述ifs装置控制配料过程和采集配料信息,所述ifs装置分别与所述输送装置和所述放料装置信号相连,所述放料装置设置于所述输送装置上;所述输送装置包括输送辊道以及设置于所述输送辊道上的传感器机构,所述输送辊道用于输送配料容器;当所述自动化配料系统工作时,所述ifs装置接收配料任务信息并将所述任务信息发送给所述输送装置和所述放料装置,所述输送装置根据所述任务信息将所述容器输送至所述放料装置进行放料。本技术通过烟油自动化配料系统,可以自动获取配料任务信息进行高精度配料,自动盘库并提供罐体实施库存,保证放料的精准度和可靠性。
附图说明
31.为了更清楚地说明本技术的技术方案,下面将对本技术的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域
普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
32.图1是本技术一实施例提供的一种烟油自动化配料系统的结构示意图;
33.图2是本技术一实施例提供的一种输送装置的结构示意图;
34.图3是本发明一实施例提供的一种放料装置的结构示意图;
35.图4是本发明一实施例提供的一种烟油自动化配料方法的步骤流程图。
36.说明书附图中的附图标记如下:
37.1、放料装置;11、放料模型;12、传感器模块;2、输送装置;3、容器。
具体实施方式
38.为使本技术的所述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本技术作进一步详细的说明。显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
39.需要说明的是,所述ifs装置为industrial&financial systems,即工业和金融系统,是一套基于标准组件的预打包的商务应用系统套件,可以实现整个生产供应链的系统集成、数据采集及报表编制等,所述ifs装置整合了mes(生产信息化管理系统)\wms(仓储物流管理系统)\qms(质量管理系统)等综合功能,管理生产全过程执行及数据、融合仓库管理、质量管理,相关账务数据和erp(enterprise resource planning,企业资源计划)系统交换或同步。
40.参照图1-图3,示出了本技术一实施例提供的一种烟油自动化配料系统;
41.所述系统包括:
42.包括ifs装置、输送装置2和放料装置1;
43.所述ifs装置控制配料过程和采集配料信息,所述ifs装置分别与所述输送装置2和所述放料装置1信号相连,所述放料装置1设置于所述输送装置2上;
44.所述输送装置2包括输送辊道以及设置于所述输送辊道上的传感器机构,所述输送辊道用于输送配料容器3;
45.当所述自动化配料系统工作时,所述ifs装置接收配料任务信息并将所述任务信息发送给所述输送装置2和所述放料装置1,所述输送装置2根据所述任务信息将所述容器3输送至所述放料装置1进行放料。
46.在本技术的实施例中,通过ifs装置、输送装置2和放料装置1;所述ifs装置控制配料过程和采集配料信息,所述ifs装置分别与所述输送装置2和所述放料装置1信号相连,所述放料装置1设置于所述输送装置上;所述输送装置2包括输送辊道以及设置于所述输送辊道上的传感器机构,所述输送辊道2用于输送配料容器3;当所述自动化配料系统工作时,所述ifs装置接收配料任务信息并将所述任务信息发送给所述输送装置2和所述放料装置1,所述输送装置2根据所述任务信息将所述容器3输送至所述放料装置进1行放料。本技术通过烟油自动化配料系统,可以自动获取配料任务信息进行高精度配料,自动盘库并提供罐体实施库存,保证放料的精准度和可靠性。
47.下面,将对本示例性实施例中一种烟油自动化配料系统作进一步地说明。
48.在本技术的一实施例中,所述传感器机构包括识别传感器、重量传感器、位置传感器和速度传感器,所述识别传感器、所述重量传感器、所述位置传感器和所述速度传感器分别与所述ifs装置信号相连。
49.作为一种示例,所述识别传感器用于识别所述容器的识别码,所述重量传感器用于检测所述容器的重量,所述位置传感器用于检测所述容器的位置信息,所述速度传感器用于检测所述容器的传送速度。
50.在本技术的一实施例中,所述放料装置1包括放料模型11和传感器模块12,所述传感器模块12设置于所述放料模型11上。所述传感器模块12用于检测所述物料达到所述容器3的位置。
51.在本技术的一实施例中,还包括称料装置,所述输送辊道2的输入端依次设置有所述称料装置和所述放料装置1。
52.参照图4,示出了一种如烟油自动化配料系统所述的烟油自动化配料方法,包括步骤:
53.s410、所述ifs装置接收配料任务信息,并将所述任务信息发送给所述输送装置和所述放料装置;
54.s420、所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料;
55.s430、当所述传感器机构检测到物料达到所述任务信息的预设重量时,或传感器模块检测到所述物料达到放料模型的预设容积时,所述ifs装置发送指令使所述放料装置停止放料。
56.在本技术的实施例中,通过所述ifs装置接收配料任务信息,并将所述任务信息发送给所述输送装置和所述放料装置;所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料;当所述传感器机构检测到物料达到所述任务信息的预设重量时,或传感器模块检测到所述物料达到放料模型的预设容积时,所述ifs装置发送指令使所述放料装置停止放料。本方法可以自动获取配料任务信息,根据物料选择放料模型进行高精度配料,自动盘库并提供罐体实施库存,保证放料的精准度和可靠性。
57.下面,将对本示例性实施例中一种烟油自动化配料方法作进一步地说明。
58.在本技术一实施例中,还包括:
59.称料装置通过所述容器称量所述物料,识别传感器识别所述容器的产品属性信息。
60.作为一种示例,烟油配方中属于自动化配料的物料,将会被自动分配到所述称料装置。当所述物料经过所述称料装置称量完毕后,在所述输送装置中,所述识别传感器将会识别所述容器的识别码,所述ifs装置得到所述容器的产品属性信息,所述产品属性信息包括所述容器隶属于哪一生产产品和哪一生产批次系统。
61.如所述步骤s410所述,所述ifs装置接收配料任务信息,并将所述任务信息发送给所述输送装置和所述放料装置。
62.在本发明一实施例中,可以结合下列描述进一步说明步骤s410所述“所述ifs装置接收配料任务信息,并将所述任务信息发送给所述输送装置和所述放料装置”的具体过程。
63.作为一种示例,所述容器在进入所述放料装置之前,会被所述识别传感器识别所述容器的产品属性信息,并且所述ifs装置接收所述任务信息,并将所述任务信息发送给所述输送装置和所述放料装置进行配料生产。
64.如所述步骤s420所述,所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料。
65.在本发明一实施例中,可以结合下列描述进一步说明步骤s420所述“所述输送辊道根据所述任务信息将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料”的具体过程。
66.如下列步骤所述,所述ifs装置根据所述容器的产品属性信息和所述任务信息,选择所述容器对应的所述放料装置;其中,所述放料装置包括集中式放料装置和离散式放料装置;
67.作为一种示例,在整个配料生产线中,进行自动化配料的物料分为两部分,分别在集中式放料装置和离散式放料装置进行自动化枪配配料。重量较大的物料在所述集中式放料装置进行配料生产,重量较小的物料在所述离散式放料装置进行配料生产。
68.作为一种示例,所述ifs装置根据所述容器对应的配方所涉及的物料种类、物料类别以及所述任务信息,选择所述容器对应的物料,并通过所述物料的重量选择所述放料装置,通过所述输送辊道将所述容器输送至对应的所述集中式放料装置或所述离散式放料装置进行自动化配料。
69.如下列步骤所述,所述输送辊道将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料。
70.在本发明一实施例中,可以结合下列描述进一步说明“所述输送辊道将所述容器输送到对应的所述放料装置,所述放料装置根据所述任务信息进行放料”的具体过程。
71.如下列步骤所述,所述ifs装置通过位置传感器和速度传感器控制所述容器的位置和所述容器的速度,所述输送辊道将所述容器输送到对应的放料装置;
72.如下列步骤所述,所述ifs装置根据所述任务信息和所述放料模型选择出所述物料的放料曲线,所述放料装置根据所述放料曲线进行放料。
73.需要说明的是,所述放料曲线是指高精度流量控制计对于液体的精准放料控制。
74.作为一种示例,所述输送辊道根据所述任务信息,将所述容器输送至指定的所述放料装置,所述位置传感器检测所述容器的位置,所述速度传感器检测所述容器的速度,所述ifs装置通过所述位置传感器和所述速度传感器控制所述容器的位置和所述容器的速度,避免所述容器出现拥堵等待或大量长时间动作,确保自动化配料流程的流畅性和一致性。
75.作为一种示例,所述ifs装置通过所述任务信息,针对每种物料的形态选择对应于所述物料的高精度的放料模型,所述ifs装置再通过当前配方的放料量以及所述放料模型,给出当前配方重量下所述物料的放料曲线,所述放料装置则根据所述放料曲线进行放料,在保证放料速度的同时,可以确保放料的精准性和可靠性。
76.在本发明一实施例中,可以结合下列描述进一步说明“所述放料装置根据所述放料曲线进行放料”的具体过程。
77.如下列步骤所述,所述放料模型根据所述放料曲线进行放料;
78.如下列步骤所述,当所述放料装置完成放料之后,所述ifs装置通过重量传感器称量罐体的剩余重量。
79.在本发明一实施例中,可以结合下列描述进一步说明“当所述放料装置完成放料之后,所述ifs装置通过重量传感器称量罐体的剩余重量”的具体过程。
80.如下列步骤所述,当所述罐体的剩余重量低于安全库存时,所述ifs装置反馈信息给操作人员;其中,所述安全库存为所述罐体的物料重量用于进行配料的最低库存重量。
81.作为一种示例,当高精度放料完成之后,所述ifs装置会通过所述重量传感器记录所述罐体的剩余物料的重量,所述ifs装置根据不同的罐体物料的安全库存,给出相对应的处理流程及后续处理方式。
82.当所述罐体的剩余重量低于安全库存时,所述ifs装置将通知erp系统产生对应的所述罐体物料的补料信息,所述ifs装置将所述补料信息同步至原料监控点进行补料,若对应的安全库存触发以后,原料仓库没有对应的物料,则所述ifs装置将与erp系统同步产生该物料的原料采购需求。
83.作为一种示例,在补料过程中,所述ifs装置将指引对应的原料投入对应的储料罐,可以避免在这一过程中出现错误的选择,包括但不限于原料选错、批次选错或将物料投入到错误的储料罐中。所有的补料动作都会被所述ifs装置自动捕捉记录,形成混料罐体补料动作的生产批记录,便于查询和统计。
84.如所述步骤s430所述,当所述传感器机构检测到物料达到所述任务信息的预设重量时,或传感器模块检测到所述物料达到放料模型的预设容积时,所述ifs装置发送指令使所述放料装置停止放料。
85.在本发明一实施例中,可以结合下列描述进一步说明步骤s430所述“当所述传感器机构检测到物料达到所述任务信息的预设重量时,或传感器模块检测到所述物料达到放料模型的预设容积时,所述ifs装置发送指令使所述放料装置停止放料”的具体过程。
86.作为一种示例,当所述重量传感器检测到所述物料达到所述任务信息的预设重量时,或所述传感器模块检测到所述物料达到所述放料模型的预设容积时,均可以使所述ifs装置发送指令给所述放料装置停止放料。不同的物料浓度不同,不同物料之间的体积也不同,通过所述传感器模块检测到所述物料在所述放料模型的容积,以判断是否可以停止放料。
87.作为一种示例,当完成高精度配料之后,所述ifs装置将自动采集配料数据,这个过程中不需要有任何人为参与录入和编辑,可以确保在整个采集过程中,数据的真实性和及时性以及准确性。当所述配料信息采集后,所述ifs装置将自动追溯当前配料任务在整个物料批次中的统计,详细丰富记录字段,追溯自动化配料过程中产生的实际场景。
88.所述ifs装置自动生成生产报表,相应的高精度配料生产数据将融入完整的配料数据追溯体系中,形成相关的完整配料生产报表。在生产批记录模块中,也将详细记录当前批次物料在生产任务当中的实际生产情形和实际生产场景。所有生活报表可以在所述ifs装置的电脑端进行查询的同时,也可以形成对应的pdf或纸质单据报表。
89.在一具体实现中,设定电子展示看板,动态地展示整个容器和高精度配料过程的显示,在整个高精度配料过程中,容器的运行、放料的状态以及这个过程中相关的非敏感性生产数据信息,可以得到美观的整体展现。
90.尽管已描述了本技术实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术实施例范围的所有变更和修改。
91.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
92.以上对本技术所提供的一种烟油自动化配料系统及配料方法,进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1