一种卡车顶棚用的热压胶合设备的制作方法
1.本发明属于工装器具领域,更具体地说,涉及一种卡车顶棚用的热压胶合设备。
背景技术:
2.卡车顶棚一般由外板、玻璃钢内衬组成,外板、玻璃钢衬之间由热压胶连接;在现有的生产技术中,外板、玻璃钢衬两者之间压合工序的批量生产的流水线设备较少,通常人工地在外板、玻璃钢衬的连接处涂抹热压胶,再将外板、玻璃钢衬贴合并加压,同时在玻璃钢内衬的内侧或外板的外侧贴附加热设备进行保温;这样的技术手段至少具有以下缺陷:1.人工操作速度过慢,人力成本高,批量生产效率过低;2.热压胶的涂抹不均匀;3.加热效率过低且加热不均匀。
技术实现要素:
3.本发明要解决的技术问题在于提供一种卡车顶棚用的热压胶合设备,它可以实现自动化地将外板、玻璃钢衬进行压合,适用于批量生产。
4.本发明的一种卡车顶棚用的热压胶合设备,包括操作台,用于承载外板和内衬进行压合作业;左移板,用于承载外板并将外板移入操作台;右移板,用于承载内衬并将内衬移入操作台,和承载压合后的外板与内衬并将压合后的外板与内衬移出操作台;夹持手,用于夹持外板以远离操作台或靠近操作台上的内衬;控制系统,用于控制夹持手的伸缩和夹持,用于控制左移板和右移板的移动;操作台择一地承载左移板和右移板;左移板从操作台中移出时,右移板随即移入操作台,且左移板承载新的外板;右移板从操作台中移出时,左移板随即移入操作台,且右移板承载新的内衬。
5.作为本发明的进一步改进,右移板上端固定设置有内衬支撑;内衬支撑用于支撑、定位内衬;内衬支撑外表开设有发热槽;发热槽内嵌设有多组独立的发热单元;发热单元包括至少一组直径为.mm的电热管、一组直径为mm且长度为mm的电热棒;每组发热单元均设置热电偶作为温度传感。
6.作为本发明的进一步改进,左移板上端固定设置有涂胶单元;涂胶单元位于外板内侧;涂胶单元具有多个与外板内侧的待上胶面贴合的出胶口;出胶口均受外力驱动而转动,使出胶口以贴合待上胶面的形式相对外板滑动;出胶口对应的管路的长度与口径呈反比,以多个出胶口均匀、连续、同时地出胶;待上胶面各处与出胶口的转动轴心不等距。
7.作为本发明的进一步改进,涂胶单元包括涂胶箱;涂胶箱同轴地固定设置于转动台上端;转动台与外设的转动电机的输出端连接,以使转动台具有绕自身轴心转动的能力;涂胶箱内腔中设有伸缩电机,伸缩电机固定设置于转动台上端;伸缩电机的位于上侧的输
出端固定连接有挤压板;挤压板与涂胶箱的内腔壁密封地滑动连接,挤压板上侧的内腔为存胶室,存胶室内用于存放热压胶,热压胶充满存胶室;存胶室所在的腔壁开设有连通内外侧的多个出口,多个出口均连接有对应的管路;管路包括由柔性或弹性材料制成的膜管以使管路具有沿轴向伸缩的能力;管路远离涂胶箱的一端开口与出胶件连接以排出热压胶;出胶件的出胶口与外板内壁始终抵接;出胶口的口径小于管路的最小口径。
8.作为本发明的进一步改进,管路包括外套壳、滑动板、内套壳、膜管;外套壳数量四个,且均匀地固定连接在膜管外表面,外套壳靠近涂胶箱一端开设有外移动腔,四个外套壳之间保持间隙;内套壳数量四个,且均匀地固定连接在膜管外表面,内套壳远离涂胶箱一端开设有内移动腔,四个内套壳之间保持间隙;滑动板远离涂胶箱的一端密封地滑动连接于外移动腔内,滑动板靠近涂胶箱的一端密封地滑动连接于内移动腔内;滑动板内端面与膜管保持间隙,四个滑动板之间保持间隙;一外移动腔和一内移动腔的总长度小于一滑动板的长度;膜管为波纹管以使膜管具有轴向和径向的伸缩能力。
9.作为本发明的进一步改进,滑动板之间相互靠近的端部由磁性材料制成;相邻滑动板的相互靠近的两端部磁性相同,以使膜管具有向外扩张的趋势。
10.作为本发明的进一步改进,管路外侧直接或间接地连接有管路支撑组件;管路支撑组件包括支撑单元和弹性单元;支撑单元由刚性材料制成,支撑单元一端与涂胶箱外壁直接或间接地固定连接,支撑单元另一端与管路直接或间接地固定连接,支撑单元保持水平,支撑单元具有伸缩结构;弹性单元一端与涂胶箱外壁直接或间接地固定连接,弹性单元另一端与管路直接或间接地固定连接,弹性单元始终保持压缩状态,以使出胶口始终抵接外板内壁。
11.作为本发明的进一步改进,支撑单元为多组伸缩杆组,伸缩杆组的伸缩方向为管路的长度伸缩方向;弹性单元为多张弹性弧板,弹性弧板均由弹性材料制成,弹性弧板的弧度与管路的长度呈线性相关,弹性弧板在自由状态下为平板;弹性弧板均与管路外端直接或间接的连接,以驱使管路产生径向的形变。
12.作为本发明的进一步改进,弹性弧板数量四个,均匀地分布在管路外周;弹性弧板的中部的内端面与对应的滑动板外端面之间固定连接有连接杆,连接杆由刚性材料制成。
13.作为本发明的进一步改进,涂胶箱外端固定设置有内底板,内底板开设有贯通内外侧的内通孔,内通孔与涂胶箱的出口连通,膜管一端固定连接于内通孔中以与出口连通;管路支撑组件一端与内底板外端面固定连接;管路支撑组件另一端固定连接有外底板,外底板开设有贯通内外侧的外通孔,外通孔与出胶件连通,膜管另一端固定连接于外通孔中以与出胶件连通。
14.相比于现有技术,本发明的有益效果在于:本发明通过设置承载外板的左移板、承载内衬的右移板、承载外板和内衬的操作台、夹持外板或外板-内衬组合件的夹持手,使得外板与内衬的结合可以自动化进行,减少了人力成本,适合批量生产;本发明在左移板移入操作台,夹持手夹持外板上升时,右移板可以放置新的内衬,减少了内衬放置的占用工时,提高效率;在右移板移入操作台,夹持手夹持外板下降时,左移板可以放置新的外板,减少了外板放置的占用工时,提高效率;本发明夹持手具有防掉设施,避免夹持手夹持外板或外板-内衬组合件时掉落工
件,造成工件损伤;本发明在左移板上设置涂胶单元,使得外板放置在左移板上后可以自动涂胶,减少了人工涂胶的时间,提高效率;本发明涂胶单元各个出胶口均匀、连续、同时地排出热压胶,并同步地绕轴心转动,使得待上胶面能够上厚度均匀的热压胶,提高外板和内衬的结合强度和结合均匀度;本发明膜管呈柔性可沿轴向伸缩,以适应不同位置的待上胶面,膜管外侧设有外套壳、滑动板、内套壳,外套壳、滑动板、内套壳均可受外力驱动向内移动以减小膜管的口径,膜管外侧还设有弹性弧板,弹性弧板与滑动板固定连接,弹性弧板的弧度与膜管的长度呈线性负相关,使得膜管越长,弹性弧板弧度越小,弹性弧板弧度减小时,弹性弧板向内形变并驱使滑动板向内移动,最终使得膜管越长,口径越小,每个膜管中可容纳的热压胶体积恒定,每个出胶口排出的热压胶是同时、连续、均匀地排出的,附着在待上胶面的热压胶厚度均匀,提高外板和内衬的连接强度和连接均匀度。
附图说明
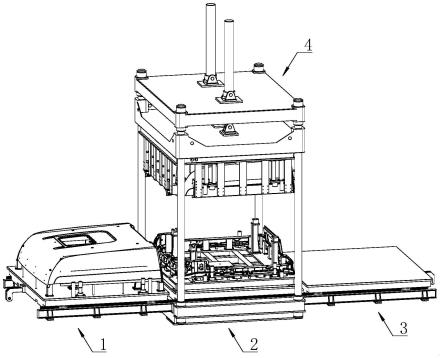
15.图1为本发明的设备的立体结构示意图;图2为本发明的外板的待上胶面的立体结构示意图;图3为本发明的内衬的立体结构示意图;图4为本发明的左移板的立体结构示意图;图5为本发明的涂胶单元的立体结构示意图;图6为本发明的涂胶箱处的平面剖视结构示意图;图7为本发明的管路处的立体结构示意图;图8为本发明的管路的立体结构示意图;图9为本发明的管路的轴向平面剖视结构示意图;图10为本发明的管路的左视平面结构示意图;图11为本发明的管路的径向剖视平面结构示意图;图12为本发明的管路沿径向压缩时的左视平面结构示意图。
16.图中标号说明:左移板1、操作台2、右移板3、夹持手4、涂胶单元10、涂胶箱11、伸缩电机12、挤压板13、管路14、外套壳141、滑动板142、内套壳143、膜管144、管路支撑组件15、出胶件16、转动台17。
具体实施方式
17.具体实施例一:请参阅图1-12的一种卡车顶棚用的热压胶合设备,包括左移板1、操作台2、右移板3、夹持手4、控制系统。
18.操作台2用于承载外板和内衬进行压合作业。
19.左移板1用于承载外板并将外板移入操作台2;左移板1上端固定设置有涂胶单元10;涂胶单元10位于外板内侧。
20.右移板3用于承载内衬并将内衬移入操作台2,和承载压合后的外板与内衬并将压合后的外板与内衬移出操作台2;右移板3上端固定设置有内衬支撑;内衬支撑用于支撑、定
位内衬;内衬支撑外表开设有发热槽。
21.夹持手4用于夹持外板以远离操作台2或靠近操作台2上的内衬;夹持手4位油压缸的输出件,油压缸均设置于压机框架上;夹持手4包括25组吸盘,以吸取外板并放置外板掉落;压机框架上还设置有两组压机掉落安全装置,在出现油压缸等部件掉落时,压机掉落安全装置启动,防止部件继续掉落,该装置为现有技术,本文不再赘述;压机框架上还设置有两组外板产品防掉落安全装置,防止产品继续掉落,该装置为现有技术,本文不再赘述。
22.控制系统用于控制夹持手4的伸缩和夹持,用于控制左移板1和右移板3的移动;控制系统包括发热单元和控制单元;控制单元为plc系统,控制单元控制左移板1的移动、右移板3的移动、夹持手4的移动、发热单元的启停;发热单元具有24组,24组发热单元独立作业,并均嵌设于发热槽内;24组独立加热单元,分别有24路热电偶(t1~t24)做温度传感;其中1~23(r1~r23)组为φ6.6*随型长度的电热管。第24组(r24)为两根φ12*60的电热棒,功率均为200w;根据外板的尺寸,实际生产中的尺寸为:φ6.6电热管:850mm、775mm、925mm、800mm、950mm、825mm、975mm、850mm、1000mm、1200mm、700mm、725mm、750mm;φ12电热棒:60mm。
23.操作台2择一地承载左移板1和右移板3;左移板1从操作台2中移出时,右移板3随即移入操作台2,且左移板1承载新的外板;右移板3从操作台2中移出时,左移板1随即移入操作台2,且右移板3承载新的内衬。
24.涂胶单元10包括涂胶箱11;涂胶箱11同轴地固定设置于转动台17上端;转动台17与外设的转动电机的输出端连接,转动电机启动后驱使转动台17绕自身轴心转动以带动涂胶箱11绕自身轴心转动;涂胶箱11内腔中设有伸缩电机12,伸缩电机12固定设置于转动台17上端;伸缩电机12的位于上侧的输出端固定连接有挤压板13;挤压板13与涂胶箱11的内腔壁密封地滑动连接,伸缩电机12启动后带动挤压板13向上移动;挤压板13上侧的内腔空间为存胶室,存胶室内用于存放热压胶,热压胶充满存胶室;存胶室所在的腔壁开设有连通内外侧的多个口径相同的出口,在本实施例中,多个出口均位于涂胶箱11的侧面,以对应外板的内侧面,外板内侧面中的下部是与内衬贴合的待上胶面,如图2所示;当伸缩电机12和转动电机均启动后,热压胶从出口排出,由于存胶室内充满了热压胶,所以每个出口排出的热压胶是实时的、同步的、均匀的,此外,涂胶箱11本身还绕轴心转动,以使排出的热压胶可以覆盖待上胶面至少完整一周。
25.多个出口均连接有对应的管路14;管路14包括由柔性制成的膜管144,以使管路14具有沿轴向伸缩的能力,在本实施例中,膜管144为波纹管,波纹管是pvc塑料软管,可以在外力作用下产生轴向形变以改变长度,也可以在外力作用下产生径向形变以改变口径,需要说明的是,波纹管在仅产生轴向形变时,口径的改变不大可视为不变,这是由于波纹管本身的特性导致的,波纹管是可以伸缩的管,因此在“膜管144在仅产生轴向形变时口径视为不变”这一点上本文不再赘述。
26.管路14除膜管144外,还包括外套壳141、滑动板142、内套壳143。在本实施例中,外套壳141数量四个,且均匀地固定连接在膜管144外表面,外套壳141位于膜管144远离涂胶箱11的一侧,外套壳141靠近涂胶箱11一端开设有外移动腔,四个外套壳141之间保持间隙,如图8所示。在本实施例中,内套壳143数量四个,且均匀地固定连接在膜管144外表面,内套壳143位于膜管144靠近涂胶箱11的一侧,内套壳143远离涂胶箱11一端开设有内移动腔,四个内套壳143之间保持间隙,如图8所示。在本实施例中,滑动板142数量四个,滑动板142远
离涂胶箱11的一端密封地滑动连接于外移动腔内,滑动板142靠近涂胶箱11的一端密封地滑动连接于内移动腔内;滑动板142内端面与膜管144保持间隙,四个滑动板142之间保持间隙,如图8所示。一外移动腔和一内移动腔的总长度小于一滑动板142的长度;滑动板142在工作时,不会掉出外移动腔或内移动腔。此外,滑动板142之间相互靠近的端部由磁性材料制成,相邻滑动板142的相互靠近的两端部磁性相同,如图11所示;而外套壳141和内套壳143均是由导磁材料制成的,使得外壳套141靠近相邻的另一外壳套141的端部具备与对应外壳套141的端部相同的磁性,使得内套壳143靠近相邻的另一内套壳143的端部具备与对应内套壳143的端部相同的磁性,以使外壳套141和内壳套143带动膜管144具有向外扩张的趋势。
27.管路14外侧设有管路支撑组件15。管路支撑组件15包括内底板、外底板、支撑单元和弹性单元。内底板固定设置在涂胶箱11外端内底板开设有贯通内外侧的内通孔,内通孔与涂胶箱11的出口连通,膜管144一端固定连接于内通孔中以与出口连通。外底板位于膜管144远离涂胶箱11的一端,外底板开设有贯通内外侧的外通孔,膜管144另一端固定连接于外通孔中。在本实施例中,支撑单元为4组伸缩杆组,伸缩杆组的伸缩方向为管路14的长度伸缩方向,伸缩杆组由刚性材料制成,伸缩杆组呈水平设置,伸缩杆组的一端与内底板外端面固定连接,伸缩杆组的另一端与外底板内端面固定连接,以使膜管144保持水平设置。在本实施例中,弹性单元为4张弹性弧板,弹性弧板均由弹性材料制成,弹性弧板的弧度与管路14的长度呈线性负相关,如图7所示,弹性弧板在自由状态下为平板,弹性弧板的靠近膜管144的内端面与滑动板142之间固定连接有连接杆,连接杆由刚性材料制成,连接杆位于弹性弧板的中部,以使连接杆对滑动板142的压力是沿膜管144径向的;弹性弧板始终保持被压缩状态,即在膜管144达到最大轴向形变程度时,弹性弧板仍保持弧度。
28.外底板的外侧固定设置有出胶件16。在本实施例中,出胶件16为鸭嘴阀,鸭嘴阀的口径小于膜管144的最小口径,以使鸭嘴阀能够连续地排出热压胶,不会因为膜管144的口径变化而中断出胶;鸭嘴阀的进口与外底板的外通孔连通;鸭嘴阀的出胶口始终抵接于待上胶面;多个鸭嘴阀的出胶范围覆盖全部的待上胶面,且不同鸭嘴阀的出胶范围不重合。
29.涂胶单元10的工作原理:由于外板的内侧面的待上胶面相对于涂胶箱11的轴心并非是等距的,所以当鸭嘴阀的出胶口抵接在待上胶面上时,管路14是需要伸缩的;而管路14缩短时,管路14的口径也随之缩短,这样就使得管路14内部的容纳空间是不变的,不会导致管路14口径变化造成出胶口出胶不均匀、不连续的问题发生;如果管路14伸长时口径不减小,会导致出胶口出胶量减少甚至中断;如果管路14缩短时口径不变大,会导致出胶口出胶量骤然增大;在涂胶箱11绕自身转动时,伸缩电机12一直在工作,挤压板13始终均匀地向上移动,将存胶室内的热压胶均匀地排出至对应管路14中;为了实现管路14的长度变化与口径变化是成比例的,可以通过设置弹性弧板的弧度和弹性来保证。
30.热压胶合设备的工作流程:s1.将外板置于左移板1上,并自动涂胶;s2.将左移板1推入操作台2上;s3.待左移板1完全进入操作台2并稳定后,夹持手4下降并夹持外板;s4.压机掉落安全装置和外板产品掉落安全装置启动,夹持手4夹持外板上移;s5.待外板上移至稳定后,左移板1滑出操作台2,承载有内衬的右移板3移入操作
台2;s6.夹持手4夹持外板下降至与内衬贴合;s7.合模加热保温10分钟;s8.压机掉落安全装置启动,夹持手4放松夹持并上移;s9.待夹持手4上移至稳定后,右移板3承载外板-内衬组合件滑出操作台2;s10.取出外板-内衬组合件。
31.需要说明的是,内衬安装至右移板上的工序可以在s1至s4任一步骤中进行;若热压胶合设备处于循环模式,新左移板1移入操作台2的工序与s10步骤同时进行;若热压胶合设备处于循环模式,新的外板置于左移板1上的工序可以在s6至s10任一步骤中进行。
32.具体实施例二:在具体实施例一的基础上,卡车顶棚除了外板、内衬外还包括顶内板;顶内板与外板的连接位置位于外板内侧的上壁,相应的,涂胶箱11上侧也具有出口,涂胶箱11上侧的出口对应也设置有管路14,,这些管路14的设置与具体实施例一中的设置相同,对应的鸭嘴阀出胶范围覆盖顶内板对应的待上胶面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1