一种高速磁浮列车整流罩的制造装置的制作方法
1.本发明涉及整流罩制造的技术领域,具体涉及一种高速磁浮列车整流罩的制造装置。
背景技术:
2.列车在高速运行时,空气的阻力会直接制约列车速度的提高,并且空气会与车体表面摩擦产生噪声。列车整流罩则用于保护列车正常运行,以防止列车受气动力、气动加热及声振等有害环境的影响,是高速列车的重要组成部分。
3.列车整流罩是通过树脂及玻璃纤维(或碳纤维)并辅以模具制备的,脱模后需要做打磨整形及喷涂油漆等处理,由于列车整流罩的体积较大且高度较高,喷涂油漆的工作是通过人工手持喷漆装置辅以登高梯完成的,费时费力且喷涂效果难以保证。
技术实现要素:
4.本发明的目的在于提供一种高速磁浮列车整流罩的制造装置,以解决现有技术中导致的上述缺陷。
5.一种高速磁浮列车整流罩的制造装置,包括定夹机构、移动机构、翻转机构及喷漆机构,其中:
6.所述定夹机构靠下设置并用于对列车整流罩进行定位及夹紧;
7.所述喷漆机构设有一对且左右对称分布于定夹机构的上方,所述喷漆机构用于对列车整流罩的外表面进行喷漆工作;
8.所述翻转机构设有四个且左右对称分布于两个喷漆机构的前后两边,所述翻转机构用于带动喷漆机构向下偏转度;
9.所述移动机构设有四个且左右对称分布于两个喷漆机构的前后两边,所述移动机构用于带动喷漆机构沿着列车整流罩的长度方向进行移动。
10.优选的,所述定夹机构包括支撑框、定位框、万向轮、固定条一、液压缸一及夹紧条,所述支撑框是由矩形钢管焊接成长方体的框架式结构,所述定位框设有前后两排并垂直固定于支撑框的顶部,所述万向轮设有前后两排并均匀安装于支撑框的底部,所述固定条一设有一对并对应连接于支撑框的左右两边,所述液压缸一设有两组并对应安装于两个固定条一的内侧,所述夹紧条的横截面为“〔”型结构,所述夹紧条设有一对且对应连接于两组液压缸一的活塞杆末端,所述夹紧条的内侧均匀安装有导向柱,所述导向柱通过导向套与固定条一之间滑动配合。
11.优选的,所述移动机构包括横装板、竖装板、电动机一及竖装管,所述横装板水平设于车间内的架设钢轨的下方,所述竖装板设有一对并前后对称安装于横装板的上侧,所述竖装板的左右两边均转动连接有横装轴,所述横装轴的内伸端均键连接有移动轮,所述电动机一通过“匚”型结构的固定板一安装于靠外侧的竖装板的外侧,所述电动机一的输出轴上键连接有带轮一,靠外侧的横装轴的外伸端均键连接有带轮二,所述带轮一与带轮二
之间通过传动带相连接,所述竖装管设有四个并对应安装于横装板的上侧拐角处,所述竖装管为“『”型结构并在其顶端水平安装有压紧轮。
12.优选的,所述翻转机构包括固定条二及液压缸二,所述固定条二水平焊接于横装板的内侧,所述液压缸二竖直安装于固定条二的上侧,所述液压缸二的活塞杆末端连接有铰接座一,所述铰接座一上铰接有
“┗”
型结构的铰接条一,所述固定条二的下侧偏置连接有铰接座二,所述铰接座二上铰接有
“┃”
型的铰接条二,所述铰接条一的另一端与铰接条二的另一端相铰接。
13.优选的,所述喷漆机构包括连接板、连接管、喷漆管、喷漆头及电动机二,所述连接板设有一对且前后对称分布,位于同一侧的连接板水平连接于铰接条一的下侧,所述连接管及喷漆管均为圆拱形结构,所述连接管设有一对并焊接于前后两个连接板的上侧,两个连接管之间共同焊接有呈圆形阵列分布的连接片,所述喷漆管同轴设于两个连接管之间且与各个连接片之间滑动配合,所述喷漆管的下侧均匀连接有若干个喷漆头,所述电动机二设有一对且前后对称分布,所述电动机二通过固定板二水平安装于连接板的下侧,所述电动机二的输出轴上键连接有凸轮盘,位于同侧的凸轮盘的轮廓面抵接于喷漆管的端面。
14.与现有技术相比,本发明中的高速磁浮列车整流罩的制造装置具有以下优点:
15.1、能够自动定位及夹紧列车整流罩。通过定位框实现对列车整流罩的定位,再通过液压缸一的活塞杆伸长并带动夹紧条抵紧于列车整流罩的表面,以实现对列车整流罩的夹紧,再推动支撑框以带动列车整流罩转移到两个喷漆机构的正下方。
16.2、能够自动喷涂列车整流罩。将两根喷漆管对应连通至外部的有压漆源,油漆经由喷漆管转移至各个喷漆头处,再通过喷漆头的雾化处理后均匀的附着在列车整流罩的外表面,同时,通过电动机二经凸轮盘传动后高频带动喷漆管进行摆动,以进一步提升雾化后的油漆的空间分布均匀性;
17.3、能够自动适应列车整流罩的空间结构。在喷涂列车整流罩的中间直线段时,通过前、后的电动机一经皮带传动后缓慢带动喷漆管朝列车整流罩的头部进行移动,以实现对列车整流罩的中间直线段的喷漆工作;在喷涂列车整流罩的两头弧线段时,暂停前、后的电动机一的工作,再通过液压缸二缓慢带动铰接条一绕铰接条二向下转动度,也即同步带动喷漆管向下偏转度,以实现对列车整流罩的头部弧线段的喷漆工作。
附图说明
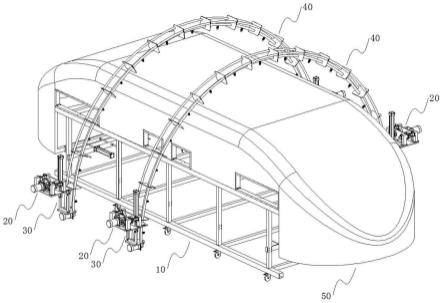
18.图1为本发明整体三维的结构示意图。
19.图2为本发明整体侧视的结构示意图。
20.图3为本发明中的定夹机构的结构示意图。
21.图4为本发明中的移动机构的结构示意图。
22.图5为本发明中的翻转机构的结构示意图。
23.图6为本发明中的喷漆机构的结构示意图。
24.图7为本发明中的列车整流罩的结构示意图。
25.其中:
26.10-定夹机构;101-支撑框;102-定位框;103-万向轮;104-固定条一;105-液压缸一;106-夹紧条;107-导向柱;108-导向套。
27.20-移动机构;201-横装板;202-竖装板;203-横装轴;204-移动轮;205-电动机一;206-固定板一;207-带轮一;208-带轮二;209-传动带;210-竖装管;211-压紧轮。
28.30-翻转机构;301-固定条二;302-液压缸二;303-铰接座一;304-铰接条一;305-铰接座二;306-铰接条二。
29.40-喷漆机构;401-连接板;402-连接管;403-连接片;404-喷漆管;405-喷漆头;406-电动机二;407-固定板二;408-凸轮盘。
30.50-列车整流罩。
具体实施方式
31.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
32.如图1至图7所示,一种高速磁浮列车整流罩的制造装置,包括定夹机构10、移动机构20、翻转机构30及喷漆机构40,其中:
33.所述定夹机构10靠下设置并用于对列车整流罩50进行定位及夹紧;
34.所述喷漆机构40设有一对且左右对称分布于定夹机构10的上方,所述喷漆机构40用于对列车整流罩50的外表面进行喷漆工作;
35.所述翻转机构30设有四个且左右对称分布于两个喷漆机构40的前后两边,所述翻转机构30用于带动喷漆机构40向下偏转90度;
36.所述移动机构20设有四个且左右对称分布于两个喷漆机构40的前后两边,所述移动机构20用于带动喷漆机构40沿着列车整流罩50的长度方向进行移动。
37.在本实施例中,所述定夹机构10包括支撑框101、定位框102、万向轮103、固定条一104、液压缸一105及夹紧条106,所述支撑框101是由矩形钢管焊接成长方体的框架式结构,所述定位框102设有前后两排并垂直固定于支撑框101的顶部,所述万向轮103设有前后两排并均匀安装于支撑框101的底部,所述固定条一104设有一对并对应连接于支撑框101的左右两边,所述液压缸一105设有两组并对应安装于两个固定条一104的内侧,所述夹紧条106的横截面为“〔”型结构,所述夹紧条106设有一对且对应连接于两组液压缸一105的活塞杆末端,所述夹紧条106的内侧均匀安装有导向柱107,所述导向柱107通过导向套108与固定条一104之间滑动配合。
38.在本实施例中,所述移动机构20包括横装板201、竖装板202、电动机一205及竖装管210,所述横装板201水平设于车间内的架设钢轨的下方,所述竖装板202设有一对并前后对称安装于横装板201的上侧,所述竖装板202的左右两边均转动连接有横装轴203,所述横装轴203的内伸端均键连接有移动轮204,所述电动机一205通过“匚”型结构的固定板一206安装于靠外侧的竖装板202的外侧,所述电动机一205的输出轴上键连接有带轮一207,靠外侧的横装轴203的外伸端均键连接有带轮二208,所述带轮一207与带轮二208之间通过传动带209相连接,所述竖装管210设有四个并对应安装于横装板201的上侧拐角处,所述竖装管210为“『”型结构并在其顶端水平安装有压紧轮211。
39.在本实施例中,所述翻转机构30包括固定条二301及液压缸二302,所述固定条二301水平焊接于横装板201的内侧,所述液压缸二302竖直安装于固定条二301的上侧,所述液压缸二302的活塞杆末端连接有铰接座一303,所述铰接座一303上铰接有
“┗”
型结构的
铰接条一304,所述固定条二301的下侧偏置连接有铰接座二305,所述铰接座二305上铰接有
“┃”
型的铰接条二306,所述铰接条一304的另一端与铰接条二306的另一端相铰接。
40.在本实施例中,所述喷漆机构40包括连接板401、连接管402、喷漆管404、喷漆头405及电动机二406,所述连接板401设有一对且前后对称分布,位于同一侧的连接板401水平连接于铰接条一304的下侧,所述连接管402及喷漆管404均为圆拱形结构,所述连接管402设有一对并焊接于前后两个连接板401的上侧,两个连接管402之间共同焊接有呈圆形阵列分布的连接片403,所述喷漆管404同轴设于两个连接管402之间且与各个连接片403之间滑动配合,所述喷漆管404的下侧均匀连接有若干个喷漆头405,所述电动机二406设有一对且前后对称分布,所述电动机二406通过固定板二407水平安装于连接板401的下侧,所述电动机二406的输出轴上键连接有凸轮盘408,位于同侧的凸轮盘408的轮廓面抵接于喷漆管404的端面。
41.这种高速磁浮列车整流罩的制造装置在实际应用时,包括以下工作过程:
42.步骤1:通过吊装设备将待喷漆的列车整流罩50转移至定夹机构10的上方,通过定位框102实现对列车整流罩50的定位,再通过液压缸一105的活塞杆伸长并带动夹紧条106抵紧于列车整流罩50的表面,以实现对列车整流罩50的夹紧,再推动支撑框101以带动列车整流罩50转移到两个喷漆机构40的正下方;
43.步骤2:将两根喷漆管404对应连通至外部的有压漆源,油漆经由喷漆管404转移至各个喷漆头405处,再通过喷漆头405的雾化处理后均匀的附着在列车整流罩50的外表面,同时,通过电动机二406经凸轮盘408传动后高频带动喷漆管404进行摆动,以进一步提升雾化后的油漆的空间分布均匀性;
44.步骤3:在喷涂列车整流罩50的中间直线段时,通过前、后的电动机一205经皮带传动后缓慢带动喷漆管404朝列车整流罩50的头部进行移动,以实现对列车整流罩50的中间直线段的喷漆工作;
45.步骤4:在喷涂列车整流罩50的两头弧线段时,暂停前、后的电动机一205的工作,再通过液压缸二302缓慢带动铰接条一304绕铰接条二306向下转动90度,也即同步带动喷漆管404向下偏转90度,以实现对列车整流罩50的头部弧线段的喷漆工作;
46.步骤5:通过液压缸二302的活塞杆收缩并带动喷漆管404回到初始状态,再通过电动机一205带动喷漆管404回到初始位置,再将已喷漆的列车整流罩50转移到无尘干燥车间等待干燥。
47.因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1