用于具有高公差销孔定位的立式搅拌器的搅拌碗的制作方法
1.本公开总体上涉及一种用于立式搅拌器的搅拌碗,并且更具体地涉及一种具有用于与碗升降机构兼容的插入件的搅拌碗。
背景技术:
2.某些类型的立式搅拌器包括“碗升降”机构,用于保持具有搅拌头的搅拌碗,以用于在碗内加工配料。通常,这种机构包括一对臂,或整体的支撑框架,其中销位于所述机构的端部上。所述销被配置成与安装特征中的销孔紧密接合,所述安装特征被附接到搅拌碗的外部上以便将搅拌碗支撑在搅拌器的基部和/或工作表面上方,并且抵抗由在碗内使用搅拌器(和预期器具)所产生的旋转力和振动保持搅拌碗的大致位置,从而总体上防止碗从机构和搅拌器中移出。在搅拌碗上的销与相应的孔之间可能需要紧密配合,以例如最小化碗在使用期间的振动。这种紧密配合对于销和搅拌碗的位置和组装都需要相对高的制造公差。用于制造立式搅拌器碗的其它预期的一些材料可能不适于制造成预期配合在碗升降机构上所需的公差。
技术实现要素:
3.根据本公开的一个方面,一种用于立式搅拌器的搅拌碗包括限定内部和外部的主体。所述主体具有第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述搅拌碗进一步包括固定地收纳在所述第一和第二安装凸缘的所述相应空腔中的第一和第二插入件。所述插入件限定用于收纳所述立式搅拌器的碗升降机构的安装销的相应销孔,所述第一和第二销孔相对于彼此以第一公差定位,并且相对于所述相应的第一和第二凸缘以低于所述第一公差的第二公差定位。
4.根据本公开的另一个方面,用于使第一和第二销孔相对于用于立式搅拌器的搅拌碗的安装凸缘定位的夹具包括基部,所述基部被配置成以倒置位置支撑搅拌碗的主体。所述主体限定内部和外部,并包括第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述夹具进一步包括第一和第二保持特征以及第一和第二定位特征,所述第一和第二保持特征被安装在基部上并且共同地限定第一和第二特征,所述第一和第二特征被定位成分别接触搅拌碗的外部以便将搅拌碗定位在相对于基部在第一公差的位置中,所述第一和第二定位特征进一步被安装在基部上并且被定位成使用于收纳碗升降机构的安装销的第一和第二销孔相对于彼此以高于第一公差的第二公差定位在与搅拌碗的安装凸缘组装的插入件中。
5.根据本公开的又一方面,一种用于制造用于立式搅拌器的搅拌碗的方法包括根据第一公差由第一材料模制搅拌碗的主体,所述主体限定内部和外部。所述主体包括第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述方法进一步包括结合插入件与搅拌碗的安装凸
缘的组装使第一和第二销孔相对于彼此以高于第一公差的第二公差定位。第一和第二销孔被配置成用于收纳碗升降机构的安装销。
6.通过参考以下说明书、权利要求书和附图,本领域技术人员将进一步理解和认识本公开的这些和其它特征、优点和目的。
附图说明
7.在附图中:
8.图1是根据本公开的一方面的搅拌碗的透视图,示出了与立式搅拌器的碗升降安装机构组装在一起;
9.图2是搅拌碗的底部透视图;
10.图3是搅拌碗的安装凸缘的截面图,所述搅拌碗具有在其中具有销孔的插入件;
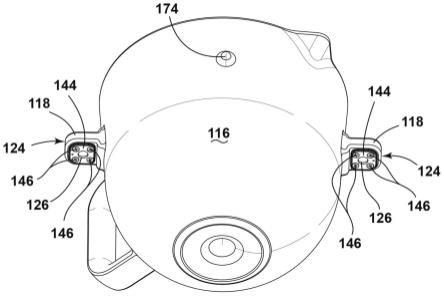
11.图4是根据本公开的另一个方面的替代性搅拌碗的透视图;
12.图5是搅拌碗的底部透视图;
13.图6是搅拌碗的安装凸缘的截面图,所述搅拌碗具有在其中具有销孔的替代性插入件;
14.图7是用于定位图1的搅拌碗的销孔的夹具的组装图,示出了搅拌碗和插入件;
15.图8是收纳在图7的夹具内的搅拌碗的透视图;
16.图9是用于定位图4的搅拌碗的销孔的替代性夹具的组装图,示出了搅拌碗;以及
17.图10是收纳在图9的夹具内的搅拌碗的透视图。
18.附图中的组件不一定是按比例绘制的,而是强调示出所述的原理。
具体实施方式
19.本说明的实施例主要在于与用于立式搅拌器的搅拌碗相关的方法步骤和设备组件以及用于制造搅拌碗的相关结构和方法的组合。因此,在适当的情况下,在附图中通过常规符号表示了设备组件和方法步骤,仅示出了与理解本公开的实施例有关的那些具体细节,以免因对于受益于本文描述的本领域普通技术人员而言显而易见的细节而模糊本公开。此外,说明书和附图中相同的标号表示相同的元件。
20.出于本文描述的目的,术语“上”、“下”、“右”、“左”、“后”、“前”、“垂直”、“水平”及其派生词应涉及如图1中定向的本公开。除非另有说明,术语“前”应指元件的更靠近预期观察者的表面,而术语“后”应指元件的更远离预期观察者的表面。然而,应当理解,除非明确地相反指定,否则本公开可以采取各种替代定向。还应当理解,在附图中示出并且在以下说明书中描述的具体装置和过程仅仅是在所附权利要求中限定的发明概念的示范性实施例。因此,除非权利要求另有明确说明,否则与本文公开的实施例相关的特定尺寸和其它物理特性不被认为是限制性的。
21.术语“包括”、“包含”、“包含有”或其任何其它变化形式旨在涵盖非排他性的包含,使得包含一系列要素的过程、方法、物品或设备不仅包括这些要素,而且可以包括未明确列出的或此类过程、方法、物品或设备所固有的其它要素。在没有更多限制的情况下,以“包含
…”
开头的元素不排除在包含该要素的过程、方法、物品或设备中存在附加的相同要素。
22.参见图1至6,附图标记10通常表示用于立式搅拌器s的搅拌碗。搅拌碗10包括限定
内部14和外部16的主体12。主体具有第一和第二安装凸缘18,所述第一和第二安装凸缘从外部16的相对侧向外延伸并且限定至少在安装凸缘18的底侧22上敞开的相应空腔20。搅拌碗10进一步包括固定地收纳在第一和第二安装凸缘18的相应空腔20中的第一和第二插入件24。插入件24限定用于收纳立式搅拌器s的碗升降机构m的安装销p的相应销孔26。第一和第二销孔26相对于彼此以第一公差定位,并且相对于相应的第一和第二安装凸缘18以低于第一公差的第二公差定位。
23.以上总体上描述的并且在下文中更详细地描述的搅拌碗10的具体布置和构造结合该搅拌碗的具体实施方案是有用的,其中主体12是由第一材料制成的,所述第一材料总体上通过该材料的性质和/或与使用该材料制造物品相关联的技术或方法表现出总体上被认为是低公差的。在一个方面,当搅拌碗10与定位在机构的端部上的安装销p紧密接合时,使用图1所示的碗升降机构m来安装搅拌碗与立式搅拌器s得以改进。这种紧密接合通常包括在搅拌碗10的安装凸缘18上所包括的销孔26的大小和定位与安装销p的大小和相对定位匹配,以防止在搅拌碗10与立式搅拌器m结合使用期间搅拌碗10的不必要的运动或振动。可以理解,销孔26以这种方式与安装销p的紧密接合可能要求销孔26的大小和它们之间的相互位置根据这样的公差来确定,所述公差低于可能希望至少用于搅拌碗10的主体12的一些材料的公差。
24.在此讨论的插入件24的结合可允许这样一种结构,在所述结构中销孔26可以根据上述“第二”公差来确定大小和定位,所述公差高于由用于搅拌碗10的主体12的材料所实现的公差。在一个实例中,本构造可允许使用用于主体12的陶瓷制造搅拌碗10,同时仍然包括销孔26,销孔的大小和相互定位使得搅拌碗10与具有碗升降机构m的立式搅拌器s兼容,碗升降机构m具有安装销p。应当理解,例如在铸造期间(例如,其可以是用于制造陶瓷搅拌碗10的优选类型的模制),陶瓷可能不容易或不经济地制造成用于立式搅拌器s的搅拌碗10,立式搅拌器s具有根据所需公差直接形成在其中的销孔26。值得注意的是,陶瓷或具有相对较低公差的其它材料(例如玻璃、瓷、粘土、陶土等)可能是相对易碎的,特别是与制造用于立式搅拌器的搅拌碗的其它材料(例如金属或塑料)相比。这种材料的脆性是这样的,在铸造之后,例如通过钻孔,不能直接在实心安装凸缘18中形成销孔,因为在钻孔过程中由于材料的破裂或撕裂,材料的脆性导致更高的公差。钻入脆性材料可进一步导致引入小的瑕疵或裂纹,其可立即导致断裂(和不可接受的高缺陷率)或可随时间和使用传播,特别是当受到振动时,并且导致现场断裂。以此方式,本公开的搅拌碗10实施了一种结构,其中搅拌碗10的主体12可以根据可接受的公差模制(例如,铸造)有耐用的几何形状,特别是安装凸缘18的几何形状,同时使用插入件24以一种布置来限定销孔26,在所述布置中插入件可以以类似地结合陶瓷(或其它低公差)材料可实现的公差定位,但是其中销孔26可以根据与立式搅拌器s的碗升降安装机构m一起使用可接受的更高的公差而相对于彼此设定大小和定位,而不需要对安装销p或安装机构m进行特定的修改。
25.作为各种非限制性实例,具有铸造且随后烧制的陶瓷主体12的搅拌碗10可具有根据din iso 40680标准的制造公差,其中对于与至少+/-3mm且至多+/-5%的直径相对应的尺寸,认为铸造陶瓷具有至少0.1mm的“粗”公差。另外,对于小于3mm的直径,铸造陶瓷可具有至少+/-0.05mm且至多+/-5%的公差,以及在总特征长度的0.5%处具有最大月牙形高度的平直度。可以理解的是,基于在此描述的搅拌碗10的主体12的特定特征,根据实例,
这些公差可以对应于在此指定的“低”公差。
26.相比之下,本搅拌碗10被配置成与之兼容的示范性碗升降机构m的销p可以被制造成满足或超过din iso 2768-m标准(或其它可比国家或国际标准)的公差,其中对于在6mm与30mm之间的尺寸(即,销p的直径的量级),“精细”公差(通过机加工或其它还原制造过程实现)允许至多+/0.1mm的偏差,并且对于在120mm与400mm之间的尺寸(即,销p的间距的量级)至多为+/-0.3mm。在另外的实例中,销p和对应的销孔26可以制造成具有更紧密的公差,包括例如根据iso标准用于滑动或定位型间隙配合(针对孔分别为h7/g6和h7/h6,以及针对轴分别为g7/h6和h7/h6)的公差,其可以对应于具有直径28的销孔26(图3和6),对于“滑动”配合,公差为+20μm和-5μm,并且对于“定位”配合,公差为+15μm和-0。在另一方面,考虑到销p和销孔26的位置的通常可实现的公差,销孔26的位置和大小的特定公差可基于位置与大小公差之间的叠加的统计分析来确定,以确定真实的孔大小和位置,从而在预期数量的样本(例如,高达99%或更高)上实现销p在销孔26内的预期滑动或定位配合。可以理解的是,在各种实施方案中,这些公差可以对应于在此指定的“高”公差,并且可以使用指定的或导出的制造规范和/或对根据在此描述对搅拌碗10的实施例的统计学显著数量的实际样本进行实际统计分析来评估。
27.回到图1至3所示的搅拌碗10的具体实例,上述安装凸缘18与搅拌碗10的主体12成一体,并且因此可以在其模制(例如铸造)期间与主体12一起形成。凸缘18可以根据搅拌碗10的特定构造和碗升降机构m的特定构造来定位,搅拌碗的特定构造可以在大小和/或风格上变化,搅拌碗10被指定与碗升降机构m一起使用。通常,安装凸缘18可以定位在主体12的相对侧上,包括以相对于延伸通过主体12的直径中心的线大致对齐的方式,并且可以朝向主体12的竖直中部定位,尽管这种定位可以变化,从而在搅拌碗10与碗升降机构m的组装期间对使用者可见,同时处于促进搅拌碗10在使用期间的稳定性的位置。安装凸缘18的具体大小和形状可以类似地根据主体12相对于碗升降机构m的销p的间距的相对大小和/或为了风格目的而变化。通常,安装凸缘18的大小和结构可设置成给定特定的材料特性的情况下,提供预期程度的强度,并根据主体12的低公差水平容纳插入件24的组装,如下面进一步讨论的,具有足够的可变位置以根据预期的高公差实现销孔26在其中的预期位置。在所示的实例中,安装凸缘18通常是方形环,其从搅拌碗10的主体12一体地延伸以限定内部空腔20,插入件收纳在所述内部空腔中(参见图3、6和7)。在所示的实例中,空腔20是安装凸缘18的中空内部,所述中空内部相对于主体12在垂直方向上延伸穿过其中,从而在安装凸缘18的底侧22以及其顶侧30上敞开。在其它构造中,特别是结合图1至3、7和8所示的插入件24的变型,空腔20可以仅在安装凸缘18的底侧22上敞开。
28.如上所述,安装凸缘18的大小和在主体12上的位置至少通过它们与主体12整体形成的方式、根据上述低公差尺寸确定。由于上述各种原因,安装凸缘18可能不能以可靠或功能上可接受的方式直接在其中形成销孔26。这样,形成主体12和安装凸缘18的陶瓷或其它材料对于销孔26的大小和位置不能实现预期的高公差,收纳在其中的插入件24由不同的材料制成,所述材料以预期的高公差容纳销孔26的位置。特别地,插入件24可以是金属的,包括铝、钢等,或者是可加工的塑料的,例如乙缩醛、delran、聚碳酸酯(pc)、高密度聚乙烯(hdpe)等。在图1至3的实例中,插入件可以包括管状延伸部32,所述管状延伸部在其相应的内部上限定销孔26。插入件24进一步包括相应的面板34,所述面板从管状延伸部32的下端
向外延伸,使得销孔26在面板34处暴露,面板远离销孔26朝向相应的安装凸缘18的相邻部分向外延伸,并且在垂直于销孔26的方向上延伸,以大致封闭安装凸缘18的底侧22上的空腔20。以这种方式,如上所述,至少相对于销孔26的大小,可以根据预期的高公差制造插入件24。在一个实例中,孔可以具有9.6mm的特定尺寸,并且如上所述根据该术语的特定实施方案具有高公差。在一个方面,销孔26的这种大小可以对应于9mm的规定尺寸的销p,公差对应于销孔26。
29.如图3所示,插入件用固化的环氧树脂物质36固定在安装凸缘18中。值得注意的是,环氧树脂物质36的具体构造可以根据具体实施方案而变化,并且可以至少部分地填充插入件24的面向外的部分与空腔20之间的相应空腔20。环氧树脂物质36可以至少部分地沿着管状延伸部32和面板34的面向内的表面延伸,以实现与插入件24的可接受的粘附。类似地,环氧树脂物质36可以至少部分地沿着限定空腔20的安装凸缘18的部分延伸,以实现与所述空腔的预期的粘附,并因此将插入件24保持在安装凸缘18内。通常,环氧树脂物质36应当具有足够的体积以保持插入物24在安装凸缘18内的位置,特别是在搅拌碗10与立式搅拌器10结合使用期间。如图3所示,插入件24,特别是管状延伸部32相对于空腔20的大小不足,使得它们可以在搅拌碗10的主体12的低公差量级的位置变化下或以其它方式根据所述低公差进行组装,以根据上述较高公差实现销孔26相对于彼此的预期位置。使用环氧树脂物质36将插入件24固定在安装凸缘18内可允许环氧树脂(其在固化成固体形式之前最初为液体)有效地吸收或补偿由高和低公差之间的相互作用导致的尺寸差异。以这种方式,可以说销孔26相对于安装凸缘18以低公差定位,因为它们在其中的位置通常可以根据安装凸缘18的大小和位置的变化而变化,这与材料的低公差一致,如上所述。
30.在一个实例中,销孔26可以与搅拌碗10相关的约264mm+/-0.3mm或在一个实例中+/-0.1mm的相对距离(中心到中心)定位,其中主体12具有222mm+/-2mm的直径38。以这种方式,面板34可以相对于相应的安装凸缘18的底侧22向外延伸低公差量级的量,使得面板34沿着安装凸缘18的底侧22封闭空腔20,而与通过销孔26的预期对准所实现的位置变化无关。
31.如图1至3进一步所示,搅拌碗10还可以包括一对盖40,其通常在视觉上封闭安装凸缘18的顶面30上的空腔。盖40可以通过环氧树脂物质36与安装凸缘18固定。在其它变型中,环氧树脂物质36可以被着色以大致匹配主体12,并且可以被模制就位以限定大致与安装凸缘18的顶面30连续的平坦表面。在一个这样的变型中,销孔26可以暴露在这样的表面上。
32.转到图4至6,示出了大致类似于搅拌碗10的搅拌碗110,其具有插入件124的另一实例,所述插入件可包括销孔26,销孔的大小和位置根据高公差而彼此相对设置,并且可与安装凸缘118以低公差组装。在这方面,应当注意,除非另有说明,相对高和低的公差可以与上述相同,搅拌碗110的主体112和插入件124的材料也可以相同。除非另有说明,搅拌碗110的主体112也可大致类似于上述搅拌碗10的主体12,其中类似的特征用增加100的类似的附图标记表示,使得本文未具体讨论的任何特征可与别处讨论的类似编号的特征相同。在图4至6的变型中,第一和第二安装凸缘118的空腔120在安装凸缘118的顶侧130和底侧122上都是敞开的,并且插入件124包含第一面板142和第二面板144。第一面板142和第二面板144恭敬地邻接安装凸缘118的顶侧130和底侧122,并使用螺钉146(或其它机械紧固件,例如螺
栓、铆钉等)固定在一起,所述螺钉延伸穿过相应的空腔120以将面板142和144压靠在安装凸缘118的相应的侧面130和122上。在所示实例中,每个插入件124可包括四个螺钉146,所述螺钉延伸穿过下面板144中的对应通孔148以与限定在基部152中的螺纹孔150接合,所述螺纹孔从上面板142向下延伸,可以理解,其它布置也是可能的。通常,通孔148和基部152朝向面板142和144的相应拐角间隔开,以允许在下面板144的中心附近留有用于销孔126的空间及其位置变化,从而实现销孔126的预期的相对定位。
33.如图6所示,安装凸缘118的顶侧130和底侧122限定邻近相应空腔120的向内渐缩部分154。特别地,向内渐缩部分154可以由安装凸缘118的圆形边缘沿着空腔120与相应的顶侧130和底侧122之间的界面限定。通常,与构造搅拌碗110的主体112的材料相关联的上述低公差导致主体112具有相对大的半径,包括在大约2mm与大约5mm之间,并且在一个实施例中,大约2.5mm,包括在向内渐缩部分154的位置处。以这种方式,上面板142和下面板144可以具体地在渐缩部分154处或在渐缩部分内邻接安装凸缘118的相应的顶侧130和底侧122,这可以在适当拧紧螺钉146时有效地维持插入件124相对于安装凸缘118的位置。在这方面,可以说插入件124相对于安装凸缘118以低公差定位。然后相应的销孔126可以以第一公差钻入下面板144中,以实现其预期的大小和定位,这可以根据上述讨论来完成。
34.如上所述,在插入件24和124的任一上述实例中,搅拌碗10或110的主体12或112由表现出上述低公差的材料模制(例如铸造)。因此,在模制主体12或112之后,插入件24或124与主体12或112组装在一起。销孔26或126可以相对于彼此以高公差定位,并且相对于相应的第一凸缘和第二凸缘以低公差定位,如上所述,使用保持搅拌碗10或110的主体12或112的夹具,这将在下面进一步讨论。这通常可以结合插入件24或124与主体12或112的组装来完成,如下面进一步讨论的,其可以与插入件24与主体12的组装相称,或者在这种组装之后,例如在用插入件124形成销孔126的过程中。
35.转到图7和8,示出了用于在特定实例中相对于根据图1至3的搅拌碗10的安装凸缘18定位销孔26的夹具56的实例。夹具56包括基部58,所述基部被配置成在所示的倒置位置支撑搅拌碗10的主体12。以这种方式,基部58可由大致平坦的金属板(例如钢等)构成。夹具56进一步包括各种保持特征60和62,所述保持特征安装在基部58上并且共同限定多个特征,所述多个特征被定位成分别接触搅拌碗10的外部16,以将搅拌碗10定位在相对于基部58的特定位置。如图所示,保持特征可包括滑动主体64和固定主体66。滑动主体64可包括具有两个向内成角度的表面70的保持板68,所述表面被配置成在相对于搅拌碗10的中心成约90
°
的相对于彼此定向的两个位置处接触搅拌碗10的外部16。固定主体66可以在与滑动主体64相对的位置处接触搅拌碗10的外部16,使得成角度的表面70和固定主体66限定与主体12的三个接触点,以实现主体12相对于夹具56的预期位置。值得注意的是,因为保持特征接触搅拌碗10的主体12,由此实现的位置可以说是根据主体12的低公差或在该低公差内。在所示的实例中,主体12在搅拌碗10的外部16上进一步限定突出部74,该突出部用作进一步的定位特征。特别地,突出部74在预定位置从主体12延伸。当突出部74从主体12延伸时,由此建立的位置类似地根据第一公差。如图所示,突出部74的位置使得当主体12收纳在夹具56中时突出部74面向固定主体66。这样,固定主体66可以包括通道76,用于在搅拌碗10的主体12与夹具56的组装过程中收纳突出部74,以进一步实现与其的预期对准。滑动主体64的移动可以通过虎钳夹柄65来实现,所述虎钳夹柄可以被致动以移动滑动主体64进入和脱离
与主体12的接合,以允许主体12与夹具56保持在预期位置,并且一旦定位和固定了销孔26就移除完成的搅拌碗10。如图所示,主体12可与其中定位有内部支撑单元86的夹具56组装,所述内部支撑单元可放置在主体12内以允许在制造或运输期间堆叠主体12和/或完成的搅拌碗10和/或用于其的其它辅助结构支撑件。
36.夹具56进一步包括定位特征72,所述定位特征进一步安装在基部56上并定位成在插入件24中定位第一和第二销孔26,用于将插入件24与搅拌碗10的安装凸缘18组装在一起。如上所述,这种定位特别地将销孔26相对于彼此以预期的高公差定位。特别地,定位特征72可包括具有大致平坦的上表面80的基座78和从其向上延伸的夹具销82。基座78的上表面80被定位成当主体12被收纳在夹具56中时与安装凸缘18的位置相对应,并且可以与其接触或与安装凸缘18的顶侧30稍微间隔开。夹具销82从基座78的上表面80向上延伸,并且其大小设置成紧密地收纳插入件24的销孔26,包括比搅拌碗10打算与之一起使用的安装机构m的销p更紧密。夹具销82相对于彼此以距离84定位,所述距离对应于搅拌碗10打算与之一起使用的安装机构m的销p之间的特定距离,包括公差,该公差至多是针对销孔26的相对间隔的预期的公差。以这种方式,销孔26可以通过首先将主体12与夹具56组装而相对于安装凸缘18固定,如上所述和如图7和8所示。以此方式,空腔20在安装凸缘18的(面向上的)底侧22处暴露,并且通常由与安装凸缘18的顶侧30接触的基座78的上表面80封闭。
37.然后,通过将销孔26配合在相应的固定销82上,将未固化的环氧树脂施加到安装凸缘18(围绕其周边进入空腔20的暴露部分)或插入件24的面向外的表面(即,沿着管状延伸部32和面板34的外侧)中的任一个或两个上,可以将插入件24组装到定位特征72上,使得环氧树脂形成用于将插入件24与安装凸缘18固定的环氧树脂物质36,如上所述。然后可在将完成的搅拌碗10从夹具56中取出之前使环氧树脂固化。以这种方式,可以实现根据预期的高公差的销孔26相对于彼此的上述定位。
38.现在转到图9和10,修改的夹具156可以与以上关于图4至6描述的搅拌碗110的变型结合使用,其中插入件包含上面板142和下面板144。夹具156的本变型考虑到插入件124在定位销孔126之前与主体12组装,使得定位特征172呈安装在基部158上的相应钻子引导件188的形式,以便于以预期的高公差在下面板144中形成销孔126,否则组装的搅拌碗110收纳在夹具156内。在这方面,夹具156的总体构造包括基部158、滑动主体164和固定主体166(包括限定在其上的相应保持特征160和162)。夹具156还可包括其上具有大致平坦的上表面180的基座178,用于在钻孔期间帮助定位安装凸缘118并为其提供支撑。另外,基座178可以限定围绕上表面180的外部的外脊190,以增加基座178在定位和/或支撑安装凸缘118方面的功能性。
39.根据以上所述,通过将上面板142和下面板144放置成与安装凸缘118的顶侧130和底侧122分别邻接接触,并且使用延伸穿过安装凸缘118中的相应空腔120的上述螺钉146将面板142和144固定在一起,可以将插入件124与搅拌碗110的主体112组装在一起。然后将组装好的搅拌碗110放入夹具156中并通过虎钳夹柄165的致动来固定。然后,钻子引导件188可定位成邻近插入件124的下面位置144。特别地,钻子引导件188可收纳在单个框架192内,所述框架可旋转地安装到基部158,使得其可如图9所示定位,以允许搅拌碗110在降低到图10所示的位置以使用钻子引导件188之前与夹具156组装在一起。以此方式,框架192可以根据针对销孔126的位置的预期高公差与钻子引导件188一起构造和组装。因此,钻子引导件
188可与适当大小的钻子和钻头结合使用以在下面板144中形成销孔126,其中框架192如图10所示定位(包括与深度限制器结合以防止在上面板142中形成孔)。然后,框架192可以返回到图9所示的向上位置,并且完成的搅拌碗110可以从夹具156移除。
40.根据以上所述,应当理解,本公开的另一方面涉及一种用于制造如上所述的搅拌碗10或110的方法。通常,该方法包括用陶瓷或其它低公差材料模制搅拌碗10或110的主体12或112,使得主体12或112限定上述内部14或114和外部16或116。如上所述,主体12或112形成为包括两个安装凸缘18或118,所述两个安装凸缘从外部16或116的相对侧向外延伸,并限定至少在安装凸缘18或118的底侧22或122上敞开的相应的空腔20和120。该方法进一步包括结合插入件24和124与安装凸缘18或118的组装将销孔26和126相对于彼此以所述的高公差定位。
41.如以上所讨论的,结合以上关于图1至3所讨论的插入件24的变型,通过将插入件24与相应的安装凸缘18组装,销孔26相对于彼此以高公差定位,在将插入件24与安装凸缘18组装之前,销孔26形成在插入件24中。结合这些插入件24制造搅拌碗10的方法的其它方面将基于以上关于图7和8所述的夹具56的描述来理解,包括结合该方法使用夹具56。
42.类似地,如上所述,结合上述插入件124的变型,插入件124可包括上面板142和下面板144,所述上面板和下面板恭敬地邻接安装凸缘118的顶侧130和底侧122并通过延伸穿过空腔120的螺钉146一起固定到安装凸缘118。在这种方法中,可以理解,在将插入件124与主体112组装在一起之后,通过在插入件124中形成销孔126来定位所述销孔。特别地,销孔126以高公差钻入下面板144中。结合这些插入件124制造搅拌碗110的方法的其它方面将基于以上关于图9和10所述的夹具156的描述来理解,包括结合该方法使用夹具156。具体地,根据该方法的一方面,通过将安装在夹具156的基部158上的钻子引导件188定位成邻近插入件124的下面板144(例如通过上述的旋转框架192)并且使用钻子引导件188在插入件124的下面位置144中钻出销孔126,销孔126相对于彼此以高公差定位。
43.本文公开的本发明在以下段落中进一步概述,并且其特征还在于其中描述的任何和所有各个方面的组合。
44.根据本公开的一方面,一种用于立式搅拌器的搅拌碗包括限定内部和外部的主体。所述主体具有第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述搅拌碗进一步包括固定地收纳在所述第一和第二安装凸缘的所述相应空腔中的第一和第二插入件。所述插入件限定用于收纳所述立式搅拌器的碗升降机构的安装销的相应销孔,所述第一和第二销孔相对于彼此以第一公差定位,并且相对于所述相应的第一和第二凸缘以低于所述第一公差的第二公差定位。
45.主体由表现出第二公差的第一材料制成,并且安装凸缘与由第一材料制成的主体一起模制。
46.第一材料在将所述凸缘与主体一起模制时未实现第一公差,并且插入件由第二材料制成,所述第二材料以所述第一公差容纳所述孔的位置。
47.第一和第二插入件的销孔被限定在插入件的管状延伸部内,并且面板在垂直于销孔的方向上远离管状延伸部延伸,以大致沿着安装凸缘的底侧封闭每个空腔。
48.插入件用固化的环氧树脂物质固定在安装凸缘中,所述固化的环氧树脂物质部分
地填充相应空腔并且沿着管状主体和面板的面向内的表面延伸。
49.第一和第二安装凸缘的空腔在安装凸缘的顶侧上进一步敞开,并且插入件包含第一和第二面板,所述第一和第二面板恭敬地邻接安装凸缘的顶侧和底侧,并通过延伸穿过空腔的至少一个机械紧固件固定在一起。
50.第一和第二安装凸缘的顶侧和底侧限定邻近相应空腔的向内渐缩部分,并且第一和第二面板在所述渐缩部分处邻接安装凸缘的顶侧和底侧,以使插入件以第一公差定位。第一和第二销孔以第一公差钻入第二面板中。
51.搅拌碗的主体由表现出第二公差的材料模制而成,在主体模制之后,第一和第二插入件与主体组装在一起,并且销孔使用夹具相对于彼此以第一公差定位,并且相对于相应的第一和第二凸缘以第二公差定位,所述夹具结合将第一和第二插入件与主体组装在一起来保持搅拌碗的主体。
52.根据本公开的另一个方面,用于使第一和第二销孔相对于用于立式搅拌器的搅拌碗的安装凸缘定位的夹具包括基部,所述基部被配置成以倒置位置支撑搅拌碗的主体。所述主体限定内部和外部,并包括第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述夹具进一步包括第一和第二保持特征以及第一和第二定位特征,所述第一和第二保持特征被安装在基部上并且共同地限定第一和第二特征,所述第一和第二特征被定位成分别接触搅拌碗的外部以便将搅拌碗定位在相对于基部在第一公差的位置中,所述第一和第二定位特征进一步被安装在基部上并且被定位成使用于收纳碗升降机构的安装销的第一和第二销孔相对于彼此以高于第一公差的第二公差定位在与搅拌碗的安装凸缘组装的插入件中。
53.搅拌碗的外部包括呈突出部形式的第一定位特征,所述突出部在根据第一公差的预定位置处从主体延伸,并且第一保持特征的特征包含用于在搅拌碗与夹具的组装过程中收纳突出部的通道。
54.插入件的第一和第二销孔被限定在插入件的相应管状延伸部内,面板在垂直于销孔的方向上远离管状延伸部延伸,第一和第二定位特征包含第一和第二定位销,所述第一和第二定位销被配置成用于通过与第一和第二销孔的相应接合来支撑插入件,第一和第二定位销是根据第二公差而相互定位的,并且当插入件被支撑在第一和第二定位特征上并且搅拌碗与夹具组装在一起时,使用环氧树脂将插入件与安装凸缘组装在一起。
55.插入件用固化的环氧树脂固定在安装凸缘中,所述固化的环氧树脂部分地填充安装凸缘中的相应空腔,并沿着管状主体和面板的面向内的表面延伸。
56.插入件包含第一和第二面板,所述第一和第二面板恭敬地邻接安装凸缘的顶侧和底侧并且通过延伸穿过安装凸缘中的相应空腔的至少一个机械紧固件固定在一起,并且第一和第二定位特征包含相应的钻子引导件,所述钻子引导件被安装在夹具的基部上以便在搅拌碗与夹具组装在一起时根据第二公差可定位在插入件的第二面位置附近。
57.根据本公开的又一方面,一种用于制造用于立式搅拌器的搅拌碗的方法包括根据第一公差由第一材料模制搅拌碗的主体,所述主体限定内部和外部。所述主体包括第一和第二安装凸缘,所述第一和第二安装凸缘从所述外部的相对侧向外延伸并且限定至少在所述安装凸缘的底侧上敞开的相应空腔。所述方法进一步包括结合插入件与搅拌碗的安装凸缘的组装使第一和第二销孔相对于彼此以高于第一公差的第二公差定位。第一和第二销孔
被配置成用于收纳碗升降机构的安装销。
58.通过将插入件与第一和第二安装特征组装在一起,第一和第二销孔相对于彼此以第二公差定位,并且在将插入件与第一和第二安装特征组装在一起之前,第一和第二销孔分别形成在第一和第二插入件中。
59.第一和第二插入件的销孔被限定在插入件的管状延伸部内,面板在垂直于销孔的方向上远离管状延伸部延伸并且大致沿着安装凸缘的底侧封闭空腔,并且插入件用固化的环氧树脂物质固定在安装凸缘中的相应空腔中,所述固化的环氧树脂物质部分地填充相应空腔并且沿着管状主体和面板的面向内的表面延伸。
60.插入件包含第一和第二面板,所述第一和第二面板恭敬地邻接安装凸缘的顶侧和底侧并且通过延伸穿过空腔的至少一个机械紧固件固定在一起,并且第一和第二销孔以第一公差钻入第二面板中。
61.销孔使用夹具相对于彼此以第一公差定位,并且相对于相应的第一和第二凸缘以第二公差定位,所述夹具结合将第一和第二插入件与主体组装在一起来保持搅拌碗的搅拌碗的主体。
62.该方法进一步包括将第一和第二插入件的销孔与包括在夹具中的第一和第二定位特征组装在一起,并将搅拌碗的主体与夹具的基部组装在一起,所述基部被配置成在倒置位置支撑搅拌碗的主体。将搅拌碗的主体与夹具的基部组装在一起使得插入件定位在安装特征的空腔内。随后,该方法进一步包括用第一和第二安装凸缘固定第一和第二插入件。
63.该方法进一步包括用第一和第二安装凸缘固定第一和第二插入件,并且随后将搅拌碗的主体与夹具的基部组装在一起,所述基部被配置成在倒置位置支撑搅拌碗的主体。该方法进一步包括将安装在夹具的基部上的第一和第二钻子引导件定位在插入件的面位置附近,并使用第一和第二钻子引导件分别在第一和第二插入件的面板中钻出第一和第二销孔。
64.本领域普通技术人员将理解,所描述的公开内容和其它组件的构造不限于任何特定的材料。除非本文另有描述,否则本文公开的公开内容的其它示范性实施例可由多种材料形成。
65.出于本公开的目的,术语“联接”(以其所有形式,联接、耦接、耦合等)通常是指两个组件(电气的或机械的)直接或间接地彼此连接。这种连接可以是本质上固定的或本质上可移动的。这种连接可以通过两个组件(电气的或机械的)和任何附加的中间构件来实现,所述中间构件彼此或与所述两个组件一体地形成为单个整体。除非另有说明,否则这种连接本质上可以是永久的,或者本质上可以是可移除的或可释放的。
66.同样重要的是,需注意,如示范性实施例中所示的本公开的元件的构造和布置仅是说明性的。虽然在本公开中仅详细描述了本创新的几个实施例,但是审阅本公开的本领域技术人员将容易理解,在实质上不脱离所引用的主题的新颖教导和优势的情况下,许多修改是可行的(例如,各种元件的大小、尺寸、结构、形状和比例、参数值、安装布置、材料的使用、颜色、定向等的变化)。例如,示出为一体形成的元件可以由多个部分构成,或者示出为多个部分的元件可以一体形成,接口的操作可以颠倒或以其它方式改变,系统的结构和/或构件或连接器或其它元件的长度或宽度可以改变,设置在元件之间的调节位置的性质或数量可以改变。应注意,系统的元件和/或组合件可由提供足够强度或耐久性的多种材料中
的任一种以多种颜色、纹理和组合中的任一种构造而成。因此,所有这种修改旨在包括在本发明创新的范围内。在不脱离本创新的精神的情况下,可以在预期的和其它示范性实施例的设计、操作条件和布置方面作出其它替代、修改、改变和省略。
67.应理解,所述方法内的任何所述方法或步骤可与其它公开的方法或步骤组合以形成本公开范围内的结构。本文公开的示范性结构和方法是用于说明性目的,而不应被解释为限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1