一种热固型复合分子筛及制备方法以及制成的快速一体成型过滤干燥器与流程
1.本发明涉及分子筛制备领域,尤其涉及一种热固型复合分子筛;本专利也涉及前述一种热固型复合分子筛的制备方法以及以前述的一种热固型复合分子筛作为滤芯的快速一体成型过滤干燥器。
背景技术:
2.过滤设备在使用时内部气体/液体对分散的分子筛冲刷震荡,产生大量粉尘堵塞滤网,清理不及时甚至会导致设备停车,粉尘窜到成品气体/液体中,影响过滤效果,同时污染了设备。
3.传统工艺将分子筛整体用模具压制,固化烧结后形成块状滤芯,置于过滤设备内部,不同规格的过滤设备需要不同的模具制备滤芯,滤芯形状受模具限制,影响滤芯的产量。
技术实现要素:
4.本发明提供一种热固型复合分子筛及制备方法以及制成的快速一体成型过滤干燥器,以克服过滤设备在使用时内部气体/液体对分散的分子筛冲刷震荡,产生大量粉尘堵塞滤网,清理不及时甚至会导致设备停车,粉尘窜到成品气体/液体中,影响过滤效果同时污染了设备;以及传统工艺将分子筛整体用模具压制,固化烧结形成块状滤芯,置于过滤设备内部,不同规格的过滤设备需要不同的模具制备滤芯,滤芯形状受模具限制,影响滤芯产量的问题。
5.为了实现上述目的,本发明的技术方案是:
6.一种热固型复合分子筛,其特征在于,在分子筛的表面覆盖有耐高温热固型树脂粉体薄膜,所述树脂粉体薄膜厚度为5-50μm。
7.进一步的,所述耐高温热固型树脂粉体由主料与辅料混合而成;所述耐高温热固型树脂粉体的主料为环氧树脂,辅料至少包括酚醛树脂和呋喃树脂中的一种;所述主料与辅料的摩尔比不低于1:1。
8.进一步的,各组分重量百分比为:耐高温热固型树脂粉体2%-15%,分子筛余量。
9.本发明还包括一种热固型复合分子筛制成的快速一体成型过滤干燥器,其特征在于,所述快速一体成型过滤干燥器的滤芯,由所述热固型复合分子筛装填于过滤器/干燥器内,在100-200℃下加热固化形成。
10.本发明还包括一种热固型复合分子筛的制备方法,其特征在于,在常温常压干燥条件下,向密封混料反应釜中加入耐高温热固型树脂粉体与分子筛干混,两者充分搅拌均匀得到所述热固型复合分子筛。
11.进一步的,所述密封混料反应釜,反应釜内转速固定12转/分。
12.本发明的有益效果:
13.通过在分子筛表面覆盖耐高温热固型树脂粉体薄膜制备了一种热固型复合分子筛,将其灌装入过滤器制成快速一体成型过滤干燥器,一种热固型复合分子筛在过滤干燥器内受热,二次固化成滤芯,滤芯利用热固型树脂与过滤干燥器贴合。
14.解决了过滤设备在使用时内部气体/液体对分散的分子筛冲刷震荡,产生大量粉尘堵塞滤网,清理不及时甚至会导致设备停车,粉尘窜到成品气体/液体中,影响过滤效果,同时污染了设备的问题;同时解决了传统工艺将分子筛整体用模具压制,固化烧结形成块状滤芯,置于过滤设备内部,不同规格的过滤设备需要不同的模具制备滤芯,滤芯形状受模具限制,影响了滤芯产量的问题。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
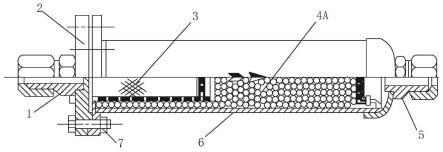
16.图1为本发明公开的一种热固型复合分子筛制成的快速一体成型过滤干燥器的结构示意图;
17.图2为本发明公开的一种传统过滤干燥器的结构示意图;
18.图3为本发明公开的一种热固型复合分子筛的吸水量曲线图;
19.图4为本发明公开的一种热固型复合分子筛的强度曲线图;
20.图5为本发明公开的一种热固型复合分子筛的磨损率曲线图;
21.图中:1、进液管接头,2、压盖,3、滤网,4a、热固型复合分子筛滤芯,4b、传统分子筛滤芯,5、出液管接头,6、壳体,7、连接螺栓。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本实施例提供了一种热固型复合分子筛,在分子筛的表面覆盖有耐高温热固型树脂粉体薄膜,所述树脂粉体薄膜厚度为5-50μm。
24.在具体实施例中,所述耐高温热固型树脂粉体由主料与辅料混合而成;所述耐高温热固型树脂粉体的主料为环氧树脂,辅料至少包括酚醛树脂和呋喃树脂中的一种;所述主料与辅料的摩尔比不低于1:1。
25.环氧树脂热固后形成的树脂膜,分子穿透率高,可自由穿过树脂膜进出分子筛孔道,耐磨性较好,但成型率一般;酚醛树脂热固后形成的树脂膜,耐磨性好,成型率高,热固后得到的分子筛表面均匀光滑,但树脂膜孔隙率低,分子不便穿透,导致分子筛吸水量降低,且成品异味大;呋喃树脂热固后形成的树脂膜,环保且吸水性较好,但耐磨性较差,成型率低;
26.将树脂混合合理配比、优劣互补,进而得到耐磨性、吸水量、成型率等多方面性能
优异的耐高温热固型树脂粉体。
27.在具体实施例中,各组分重量百分比为:耐高温热固型树脂粉体2%-15%,分子筛余量。适当的重量百分比使得热固型复合分子筛加热后,既能保证一体成型分子筛不会脱落,同时避免因表面树脂渗漏凝结成团造成设备堵塞的问题。
28.分子筛与热固型树脂粉体混合后得到的热固型复合分子筛的性能,通过以下5组实施例实验论证而得:
29.实施例1:耐高温热固型树脂粉体的重量百分比为10%,余量为1-6-2.5mm的3a分子筛,耐高温热固型树脂粉体由环氧树脂与酚醛树脂混合而成,环氧树脂与酚醛树脂的摩尔比为1:1,耐高温热固型树脂粉体与3a分子筛混合均匀后在150℃固化。
30.实施例2:在实施例1的基础上,耐高温热固型树脂粉体调整为由环氧树脂与呋喃树脂混合而成,环氧树脂与呋喃树脂的摩尔比为1:1。
31.实施例3:在实施例1的基础上,耐高温热固型树脂粉体调整为由环氧树脂为主料、酚醛树脂和呋喃树脂为辅料,酚醛树脂和呋喃树脂的摩尔比为1:1,耐高温热固型树脂粉体由主料与辅料混合而成,主料与辅料的摩尔比为1:1。
32.实施例4:在实施例1的基础上,耐高温热固型树脂粉体调整为由环氧树脂为主料、酚醛树脂和呋喃树脂为辅料,酚醛树脂和呋喃树脂的摩尔比为1:1,耐高温热固型树脂粉体由主料与辅料混合而成,主料与辅料的摩尔比为2:1。
33.实施例5:在实施例1的基础上,耐高温热固型树脂粉体调整为由环氧树脂为主料、酚醛树脂和呋喃树脂为辅料,酚醛树脂和呋喃树脂的摩尔比为1:1,耐高温热固型树脂粉体由主料与辅料混合而成,主料与辅料的摩尔比为3:1。
34.实施例6:在实施例1的基础上,耐高温热固型树脂粉体调整为由环氧树脂为主料、酚醛树脂和呋喃树脂为辅料,酚醛树脂和呋喃树脂的摩尔比为1:1,耐高温热固型树脂粉体由主料与辅料混合而成,主料与辅料的摩尔比为4:1。
35.实施例7:在实施例1的基础上,耐高温热固型树脂粉体调整为全部由环氧树脂构成。
36.实施例1-7形成的热固型复合分子筛与国标的3a分子筛进行对比,性能参数见下表;
[0037][0038]
实施例1-7形成的热固型复合分子筛的指标数据,均符合国标要求,实施例5磨损率低,吸水量高,易成型,且粉尘量少、异味小,满足环保需求,综合性能优异,作为优选例。
[0039]
本实施例提供了一种热固型复合分子筛制成的快速一体成型过滤干燥器,其特征在于,所述快速一体成型过滤干燥器的滤芯,由所述热固型复合分子筛装填于过滤器/干燥器内,在100-200℃下加热固化形成。
[0040]
本实施例提供了一种热固型复合分子筛的制备方法,其特征在于,在常温常压干
燥条件下,向密封混料反应釜中加入耐高温热固型树脂粉体与分子筛干混,两者充分搅拌均匀得到所述热固型复合分子筛。
[0041]
在具体实施例中,所述密封混料反应釜,反应釜内转速固定12转/分。
[0042]
图1为使用热固型复合分子筛滤芯4a的过滤干燥器,图2为使用传统分子筛滤芯4b的过滤干燥器,图1和图2为使用相同的过滤器外壳,所述过滤器外壳包括进液管接头1、压盖2、滤网3、出液管接头5、壳体6和连接螺栓7。可以明显看出热固型复合分子筛滤芯的分子筛排列更为紧凑,不易晃动磨损产生粉尘。
[0043]
将热固型复合分子筛按需灌装在各种尺寸的过滤器内,在过滤器流水生产线上,经100-200℃温度加热至耐高温热固型树脂粉体薄膜与过滤器外壳固化为一体,得到快速一体成型过滤干燥器。
[0044]
热固型复合分子筛可应用于工业上的不同技术领域,分子筛的选择根据产品所应用的行业对吸附量要求不同而变换,如制冷行业一般选用xh系列分子筛。
[0045]
应用于制冷行业时,在制冷过滤器配件生产线上直接将热固型复合分子筛(制冷专用型)灌装后,在制冷过滤器配件生产线直接加热,加热温度控制在150
±
20℃,使耐高温热固型树脂粉体薄膜与过滤器外壳固化为一体,简单的装填和固化方法,大大提高了制冷过滤器配件的生产效率;
[0046]
热固型复合分子筛与制冷过滤器配件外壳的铜管内壁固化为一体,提高了过滤器的稳定性,降低了家电、汽车制冷设备(冰箱,空调,冷柜)在使用过程中因压缩机的震荡、通过过滤器的液体冲刷和系统压力所产生的粉尘累积造成堵塞停机等安全故障的发生率。
[0047]
应用于石化行业时,石化仪表,气体分离等行业设备干燥系统,也可直接在生产线上灌装热固型复合分子筛(石化专用型,耐高温热固型树脂粉体薄膜包裹的分子筛包括3a,4a,5a,13x等沸石分子筛以及氧化铝颗粒)后直接加热,加热温度控制在150
±
20℃,使耐高温热固型树脂粉体薄膜与过滤器外壳固化为一体,能降低石化管道因分子筛粉尘堵塞导致的安全隐患。
[0048]
应用于汽车、高铁、轨道交通等刹车干燥系统时,也可直接在热固型复合分子筛(bs-5轨道刹车专用型)汽车过滤器配件生产线上灌装后加热,加热温度控制在150
±
20℃,使耐高温热固型树脂粉体薄膜与过滤器外壳固化为一体。
[0049]
不同于传统的的分子筛直接灌装于过滤器,使滤芯内部呈松散状态易产生粉尘堵塞停机,也不同于传统的将分子筛颗粒整体用模具压制固化烧结后形成块状滤芯放于过滤设备内部的繁琐,不同行业客户购买热固型复合分子筛后,在原有生产线上灌装热固型复合分子筛后,直接利用原生产线上的加温设备,加热温度不得超过100-200℃,优选将温度控制在150
±
20℃,在10-15分钟内即可在设备外壳内壁上热固成一体致密的固体滤芯。
[0050]
耐高温热固型树脂覆膜的厚度由反应釜的转速决定,薄膜厚度一般可控制在5-50μm,在反应釜内干混时间设定为20min,得到覆膜后的热固型复合分子筛(制冷专用xh-9型),下表数据为24h内不同时间点记录的覆膜与未覆膜的xh-9型分子筛的吸水量对比,下表数据对应图3。
[0051][0052]
从图3中覆膜与未覆膜的xh-9型分子筛的吸水量和所用时间可以看出,分子筛覆树脂薄膜后,在不影响吸水量情况下,可以延长吸水时间,降低吸附速率,保证在灌装时有效降低分子筛过滤器的包装品含水量,分子筛干燥状态时间变长有利于灌装操作,分子筛干燥后密封包装备用。
[0053]
在环境湿度46%,室温25℃的条件下,分别称取等量10克的热固型复合分子筛(制冷专用xh-9型)与传统未覆膜分子筛,下表为30分钟到12小时内取7个包装品含水量点进行强度测试的对比数据,下表数据对应图4。
[0054]
吸水量%1234567未覆膜xh-9型分子筛强度(n/p)141.3126.5116.193.669.444.146.5覆膜后xh-9型分子筛强度(n/p)148135.9132126.2124.8124.4117.6
[0055]
从图4可以看出,覆膜的热固型复合分子筛与未覆膜的传统分子筛相比,减缓了分子筛颗粒在潮湿环境中随时间变化而抗压强度衰减过快的难题。
[0056]
分别称取10克热固型复合分子筛(制冷专用xh-9型)与传统未覆膜分子筛,使用颗粒磨耗测定仪,在转数1000转的情况下,测定5组磨耗数据,数据见下表,下表数据对应图5。
[0057][0058]
上表数据证明了热固型复合分子筛能有效降低分子筛冲刷碰撞产生的粉尘,较小的磨耗率同时保证了其具有良好的抗液体冲刷性能。
[0059]
通过gb/t 10504-20173a分子筛和gb/t 23135-2008电冰箱分子筛过滤器中标准磨耗率检测方法进行评价,gb/t 23135-2008标准对于磨耗率要求≤0.1%,传统分子筛这项指标一般都在0.08%左右容易超标,而热固型复合分子筛此项结果能达到0.05%左右,有效避免了参数超标的困扰,实际使用中能有效避免粉尘的掉落堵塞过滤设备。
[0060]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1