一种废气处理剂及其制备方法和应用与流程
1.本发明属于环保领域,具体涉及一种废气处理剂及其制备方法和应用。
背景技术:
2.锂电池在生产制造过程中不可避免地会产生废气、废水、废渣等废弃物污染环境。
3.锂电池的生产过程主要包括:一、极板工程——搅拌制浆涂布烘烤、辊压分切、激光模切分条;二、组装工程——卷绕、jr预热短路测试、配对、焊接、真空干燥;三、化成工程——注液、高温静置、化成、焊接、电芯充放电、老化测试、覆膜。在组装工程和化成过程中真空干燥和注液产生层操作产生的电解液废气,性质复杂、浓度波动大,在处理过程中,这一部分废气之前不是未被识别,就是采用活性炭或者碱洗等简易的处理工艺,不仅维护操作繁琐而且容易排放超标。废旧锂电池在回收过程中拆解破碎也会产生电解液废气,现行的处理技术主要为传统的燃烧法—废气被燃烧分解排放,但是同样存在维护操作繁琐的问题,而且处理费用昂贵,还会产生安全问题。
4.电解液废气组成包括pf5、hf,以及dmc(碳酸二甲酯)、dec(碳酸二乙酯)、emc(碳酸甲乙酯)、三(三甲基硅烷)硼酸酯、三甲基氟硅烷、甲醇和乙醇等不凝性物质,以挥发性有机物和无机酸物质为主。目前,电解液废气通过cfb循环流化床半干法脱酸塔+布袋除尘器或者多级碱洗塔方式可以去除其中的无机酸、颗粒物及部分挥发性有机物,再通过燃烧法去除其中的大部分挥发性有机物,但是此种处理技术费用昂贵,且并不能去除其中的大部分氟、硅元素,比如其中的三甲基氟硅烷(一般含量占比30%以上)废气,使用脱酸塔或者碱洗塔都缺少合适的碱吸收剂,且在高ph情况下处理效率依然不高(与脂类等物质存在竞争水解,而脂类物质会优先水解),会腐蚀设备以及带来新的安全问题。对比专利cn202111035109是将尾气中的五氟化磷和三甲基氟硅烷通过冷凝分离,然后用碱液与三甲基氟硅烷液体反应制备六甲基二硅氧烷回收利用,但实际上复杂的尾气成分中,吸收了硅氧烷的分子筛很难脱附回收,非极性物质与其存在竞争吸附,尤其是其中含量占比较高的脂类物质,吸附剂会很快饱和,且由于较高的投资和运行成本,低温冷凝法一般只有在高流量和较高硅氧烷负荷的情况下才具有经济可行性。而采用燃烧法,其受热产生的hf会腐蚀沸石转轮,而燃烧产生的含硅氧化物会附着在蓄热体上造成堵塞或者附着在催化剂表面造成催化剂失活,直燃法依然无法处理产生的氟化物且成本高昂。
技术实现要素:
5.本发明的主要目的是提供一种废气处理剂及其制备方法和应用,旨在提供一种处理电解液废气效率高且运行成本低的废气处理剂。
6.为达到上述目的,本发明提供一种废气处理剂,所述废气处理剂的原料包括以下重量份数的组分:
7.胺类化合物:10份~40份;以及,
8.醇醚化合物:20份~60份。
9.可选地,所述胺类化合物含有羟基;和/或,
10.所述废气处理剂的原料还包括重量份数为10份~40份的水;和/或,
11.所述胺类化合物的重量份数为30份~40份,所述醇醚化合物的重量份数为32份~60份。
12.可选地,所述胺类化合物包括n-甲基二乙醇胺、四甲基氢氧化铵、2-(甲氨基)乙醇、乙醇胺、甲氧基聚乙二醇胺中和四乙烯五胺中的至少一种;和/或,
13.所述醇醚化合物包括聚乙二醇二甲醚、二乙二醇二甲醚、聚乙二醇二烯丙基醚中的至少一种;和/或,
14.所述废气处理剂的ph为8~10。
15.可选地,所述胺类化合物包括n-甲基二乙醇胺、四甲基氢氧化铵和甲氧基聚乙二醇胺中的至少一种;和/或,
16.所述醇醚化合物包括聚乙二醇二甲醚。
17.可选地,所述胺类化合物包括n-甲基二乙醇胺。
18.可选地,所述废气处理剂包括以下重量百分比的原料:
19.n-甲基二乙醇胺:20份~30份;
20.四甲基氢氧化铵:10份~15份;
21.甲氧基聚乙二醇胺:3份~8份;
22.聚乙二醇二甲醚:30份~40份;以及,
23.水:20份~35份。
24.此外,本发明还提供一种上述废气处理剂的制备方法,所述废气处理剂的制备方法包括以下步骤:
25.将所述胺类化合物以及所述醇醚化合物混合,得到所述废气处理剂。
26.此外,本发明还提供一种电解液废气的处理方法,采用上述废气处理剂吸收电解液废气。
27.可选地,使用所述废气处理剂处理吸收电解液废气时的处理温度为20℃~50℃。
28.可选地,采用所述废气处理剂吸收电解液废气的步骤之后,还包括:
29.所述废气处理剂对于所述电解液废气的吸收率降低时,往所述废气处理剂中加入碱液进行激活;
30.使用激活后的所述废气处理剂再次吸收所述电解液废气。
31.本发明中,采用胺类物质与醇醚类物质对电解液废气是基于催化反应进行的吸收,能加快三甲基氟硅烷、三甲基氯硅烷及碳酸二甲酯等脂类的水解速度从而强化气液传质速率,提高处理效率。与此同时,本发明的废气处理剂使用的条件温和,其设备损耗少,并且,可以加入碱性试剂进行激活,以此达到重复利用,进而达到降低成本的目的。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅为本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
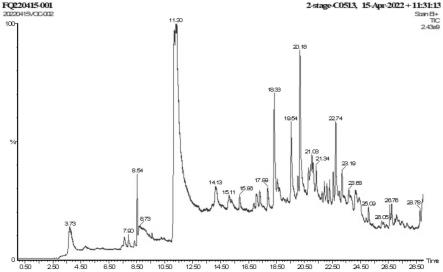
33.图1为待处理气体处理前的成分分析图;
34.图2为实施例1废气处理剂处理待处理气体后的成分分析图;
35.图3为对比例2废气处理剂处理待处理气体后的成分分析图。
36.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。
38.需要说明的是,实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。此外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.鉴于现有的电解液废气的处理方式存在处理效率低且成本高的技术缺陷,本发明提供一种废气处理剂,所述废气处理剂包括以下重量份数的组分:
40.胺类化合物:10份~40份;以及,
41.醇醚化合物:20份~60份。
42.吸收法的优点是设备与工艺简单、吸收稳定、可回收有机溶剂,适合各种有机废气,对处理大风量、常温、中高浓度有机废气比较有效、且费用低,有可能将污染物转化为产品,回收有机溶剂,是一种经济、符合清洁生产理念的选择。但是,现有的吸收剂主要是基于表面活性剂对气体进行捕获吸收,而依赖于表面活性剂进行吸收,产生的大量泡沫,不利于回收和利用。
43.本发明中,采用胺类物质与醇醚类物质对电解液废气是基于催化反应进行的吸收,能加快三甲基氟硅烷、三甲基氯硅烷及碳酸二甲酯等脂类的水解速度从而强化气液传质速率,提高处理效率。其反应原理如下式所示,当卤素硅烷类废气从气相扩散至液膜,通过膜孔至气液界面时,在浓度差推动力作用下进入液膜边界层,在液膜边界层卤素硅烷类废气醇醚化合物以及胺类化合物,由于卤素硅烷类废气不能直接和醇醚反应,只能与胺类化合物反应,且与胺类化合物的反应是快速反应,因此大多数的卤素硅烷类废气与胺类化合物进行反应,生成两性离子产物,并继续向液相主体扩散,两性离子产物在主体与醇醚发生质子迁移,两性离子转化为胺基离子,胺基离子随即发生水解,基团被羟基化,同时胺基化合物得到了还原,还原后的胺基化合物又迅速回到界面处,接受扩散过来的三甲基氟硅烷,并快速与之反应,这样活化剂成为三甲基氟硅烷的载体,活化效应从本质上加速了三甲基氟硅烷传质速度。本发明的废气处理剂使用的条件温和,其设备损耗少,并且,在处理效率降低后,可以加入碱性试剂进行激活,以此达到重复利用,进而达到降低成本的目的。
[0044][0045]
需要说明的是,在基于上述反应原理的前提下,所述胺类化合物包括n-甲基二乙醇胺、四甲基氢氧化铵、2-(甲氨基)乙醇、乙醇胺、甲氧基聚乙二醇胺中和四乙烯五胺中的至少一种。
[0046]
在一些实施例中,所述胺类化合物含有羟基,胺类化合物同时含有羟基时可以进一步提高其与卤素硅烷类气体的反应效率。与此同时,本发明研究团队发现,当胺类化合物包括n-甲基二乙醇胺时,可以进一步的提高电解液废气的效率。进一步,当同时包括n-甲基二乙醇胺、四甲基氢氧化铵和甲氧基聚乙二醇胺中时,其处理效率最佳。
[0047]
在一些实施例中,所述废气处理剂的原料还包括重量份数为10份~40份的水。加入水胺类化合物进一步水解,增加体系中的氢氧根含量,增强气体与体系的反应效率。
[0048]
在一些实施例中,所述胺类化合物的重量份数为30份~40份,所述醇醚化合物的重量份数为32份~60份。采用上述含量的胺类化合物和醇醚化合物,对于三甲基氟硅烷的吸收率以及碳酸二甲酯等脂的吸收率均进一步提高。
[0049]
在一些实施例中,所述醇醚化合物包括聚乙二醇二甲醚、二乙二醇二甲醚、聚乙二醇二烯丙基醚中的至少一种。选取上述醇醚化合物,可以进一步的提高废气的吸收效率。具体地,所述醇醚化合物包括聚乙二醇二甲醚,其处理效率最佳。
[0050]
在一些实施例中,所述废气处理剂的ph为8~10。当废气处理剂的ph为8~10时,可以在进一步提高处理效率的同时又保证设备在温和条件下进行反应,不对设备进行损坏。
[0051]
需要说明的是,在本发明中,废气处理剂碱性过小时,可采用氢氧化钠、氢氧化钾进行调节,且在本发明中,由于进行ph的碱性物质含量微小,因此,不计入废气处理剂的原料重量份数。
[0052]
在一些实施例中,所述废气吸收剂包括以下重量份数的原料:
[0053]
n-甲基二乙醇胺:20份~30份;
[0054]
四甲基氢氧化铵:10份~15份;
[0055]
甲氧基聚乙二醇胺:3份~8份;
[0056]
聚乙二醇二甲醚:30份~40份;以及,
[0057]
水:20份~35份。采用上述组合物进行复配时,其废气处理效率进一步提升,三甲基氟硅烷的吸收效率可提升至85%以上、碳酸二甲酯和碳酸甲乙酯的吸收效率可提升至90%以上。
[0058]
需要说明的是,本发明的废气处理剂,原料总计100份,当原料总计为100份时,可以使得有效组分浓度达到一定范围,进而提高电解液废气的处理效率。
[0059]
此外,本发明还提供一种上述废气处理剂的制备方法,所述废气处理剂的制备方法包括以下步骤:
[0060]
将所述胺类化合物以及所述醇醚化合物混合,得到所述废气处理剂。具体地,首先采用水为溶剂,分别制备出胺类化合物和醇醚化合物的溶液,然后混合,加入碱,调节ph。
[0061]
此外,本发明还提供一种电解液废气的处理方法,采用上述废气处理剂吸收电解液废气。
[0062]
采用上述废气处理剂对电解液废气处理,可以将电解液基于催化反应进行吸收,处理效率高,且反应温和,设备损耗小。
[0063]
在一些实施例中,使用所述废气处理剂处理吸收电解液废气时的处理温度为20℃~50℃。在20℃~50℃可以进一步提高处理效率。
[0064]
在一些实施例中,采用所述废气吸收剂吸收电解液废气的步骤之后还包括:
[0065]
待所述废气吸收剂对于所述电解液废气的吸收率降低时,往所述废气吸收剂中加入碱液进行激活;
[0066]
使用激活后的所述废气处理剂再次吸收所述电解液废气。
[0067]
采用碱性液体进行激活,可以使废气处理剂进行反复使用,降低处理成本。
[0068]
在本发明中,以待处理气体的组分为标准,若任一组分吸收效率降低至85%以下时,加入碱液进行激活。以此,确保所有的待处理物质被处理。
[0069]
以下结合具体实施例和附图对本发明的技术方案作进一步详细说明,应当理解,以下实施例仅仅用以解释本发明,并不用于限定本发明。
[0070]
实施例1~4
[0071]
实施例1~4分别提供一种废气处理剂,其废气处理剂原料的具体成分和含量如表1所示。
[0072]
表1实施例1~4废气处理剂的组分和含量
[0073]
[0074][0075]
实施例1~4还提供上述废气处理剂的制备方法:
[0076]
按表1所示将胺类化合物和水混合,得到胺类化合物溶液;
[0077]
按表1所示将聚乙二醇二甲醚和水混合,得到醇醚化合物溶液;
[0078]
将胺类化合物溶液和醇醚化合物溶液混合,用koh调节ph后,得到废气处理剂。
[0079]
实施例5~9
[0080]
实施例5~9分别提供一种废气处理剂,其成分和重量份数如表2所示。
[0081]
表2实施例5~9废气处理剂组分和重量份数
[0082][0083][0084]
实施例5~9还提供上述废气处理剂的制备方法:
[0085]
按表2所示将胺类化合物、聚乙二醇二甲醚和水混合,得到废气处理剂。
[0086]
对比例1
[0087]
本对比例提供一种废气处理剂,其原料包括50重量份的水和50重量份的n-甲基二乙醇胺。
[0088]
对比例2
[0089]
本对比例提供一种废气处理剂,其处理碱液为工业氢氧化钠,碱吸收液ph为12。
[0090]
试验实施例
[0091]
1、测试实施例1~7所示的废气处理剂对三甲基氟硅烷气体的处理效率。
[0092]
测试方法:提供浓度约300mg/m3三甲基氟硅烷,总流量2-3l,测试进出口气体的三甲基氟硅烷比例,测试进出口气体的浓度,计算吸收率,结果如表3所示。
[0093]
测试中的处理方法为:三甲基氟硅烷气体流量1.76l/min,温度压强为常温常压(25℃,101.3kpa),吸收液为200ml,使用孟氏洗瓶鼓泡吸收。
[0094]
表3实施例5~7的测试结果
[0095] 吸收率(%)实施例191.3实施例289实施例392.7实施例490.1实施例563实施例658实施例771
[0096]
2、测试实施例1~4、实施例8~9以及对比例1对于碳酸二甲酯的吸收率。
[0097]
测试方法:提供浓度约350-400mg/m3的碳酸二甲酯,总流量2-3l,测试进出口气体的碳酸二甲酯含量,测试进出口气体的浓度,计算吸收率,结果如表4所示。
[0098]
测试中的处理方法为:碳酸二甲酯气体流量1.76l/min,温度压强为常温常压(25℃,101.3kpa)。吸收液为200ml,使用孟氏洗瓶鼓泡吸收。
[0099]
表4部分实施例及对比例1的测试结果
[0100][0101][0102]
3、测试实施例1~4对于混合气体的吸收率,测试方法为:
[0103]
提供三甲基氟硅烷、碳酸二甲酯和碳酸甲乙酯的混合气体,采用实施例1~4的废
气处理剂进行吸收,混合气体的总流量2-3l。混合气体中,三甲基氟硅烷的含量为350mg/m3,以此为标准,配置三种不同百分比的三甲基氟硅烷、碳酸二甲酯和碳酸甲乙酯的混合气体,其具体含量如表5所示,计算每种废气处理剂处理三种不同混合气体的三种气体的平均吸收率,其结果如表6所示。
[0104]
处理方法为:采用多路配气方式,各分路气体流量1.76l/min,温度压强为常温常压(25℃,101.3kpa)。吸收液为200ml,使用孟氏洗瓶鼓泡吸收。
[0105]
表5混合气体含量
[0106][0107]
表6实施例1~4的平均吸收率
[0108][0109]
4、重复进行实验3)直至,其三甲基氟硅烷的洗后率下降至85%时,加入碱液,恢复ph,再次进行操作3)后,再次测试平均吸收率,结果如表7。
[0110]
表7实施例1~4的平均吸收率
[0111][0112][0113]
实施例1~9的废气处理剂相较于对比例而言,同时采用了聚乙二醇二甲醚与胺类化合物,对于碳酸二甲酯的处理率提高至45%以上。在胺类化合物为n-甲基二乙醇胺、四甲基氢氧化铵和甲氧基聚乙二醇胺,且试剂的ph维持在碱性时,对于三甲基氟硅烷单组分的吸收率提高至90%以上,碳酸二甲酯单组分的吸收率提高至94%以上,而对于混合气体各组分均有85%以上的吸收效率,与此同时,上述组分的在达到吸收饱和后,通过恢复ph的操作,其吸收率几乎与吸收饱和前的废气吸收率保持一致。
[0114]
5、分别采用实施例1和对比例2的废气处理剂对某企业的电解液废气进行处理,其电解液废气的气相分析结果如表8和图1所示,处理方法为:
[0115]
废气风量约36400m3/h,废气非甲烷总烃浓度约680mg/m3,常温常压(25℃,101.3kpa),采用两级碱洗后,采用对应废气处理剂进行两级吸收。
[0116]
其中,经实施例1废气处理剂处理的电解液废气气相分析如表9和图2所示,经对比例2废气处理剂处理的电解液废气气相分析如表10和图3所示。
[0117]
表8某企业气体成分分析结果
[0118]
[0119][0120]
表9经实施例1废气处理剂处理的电解液废气气相分析结果
[0121]
时间cas号面积名称百分比%7.611126-58-516132674n-氯-n-吡啶基乙酰肼0.737.90616-38-613575951碳酸二甲酯0.628.5464-19-726903672冰乙酸1.238.7310420-90-3138806873,5-己二烯-1-炔0.639.0510420-90-3132231013,5-己二烯-1-炔0.6011.30544-25-21354730496环庚三烯61.7214.132175-91-9519829446,6-二甲基-5-亚甲基-1,3-环戊二烯2.3715.112175-91-9247972666,6-二甲基-5-亚甲基-1,3-环戊二烯1.1317.0817634-51-4184711547-乙基-1,3,5-环庚三烯0.8417.3117634-51-4159294017-乙基-1,3,5-环庚三烯0.7317.8917634-51-4224005647-乙基-1,3,5-环庚三烯1.0218.33620-14-41045261763-乙基甲苯4.7619.54620-14-4997208163-乙基甲苯4.5420.0317634-51-4122695697-乙基-1,3,5-环庚三烯0.5620.181120-21-4141880384正十一烷6.4621.1318368-95-118468662对薄荷-1,3,8-三烯0.8421.3418368-95-120726120对薄荷-1,3,8-三烯0.9421.932722-36-3157238833-苯基丁醇0.7222.2918368-95-119267808对薄荷-1,3,8-三烯0.8822.5618368-95-121317740对薄荷-1,3,8-三烯0.9722.7495-93-2709015921,2,4,5-四甲苯3.2323.193333-13-9259659524-烯丙基甲苯1.1824.1599-87-6181778684-异丙基甲苯0.8324.4218202-24-94219289210,13-十八碳二炔酸甲酯1.92
26.7657156-91-9118300942,5-十八碳二炔酸甲酯0.54
[0122]
表10经对比例2废气处理剂处理的电解液废气气相分析结果
[0123][0124]
从上表可知,相较于只采用碱液进行多级处理,采用本发明废气处理剂处理后的废气后,可以成功去除氟硅烷和硅氧烷成分。
[0125]
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1