一种涂油机构及稠浆法烟草薄片试验设备的制作方法
1.本发明涉及烟草制造技术领域,特别涉及一种涂油机构及稠浆法烟草薄片试验设备。
背景技术:
2.烟草薄片又名再造烟叶,是烟草工业生产中的综合利用产物。目前世界上烟草薄片生产技术较为成熟的有稠浆法、辊压法和造纸法三种。其中,稠浆法是将烟草原料粉碎混合后,加入一定比例的高效黏合剂和其他添加剂,经充分搅拌后均匀地流延在不锈钢带上,经过烘干后形成烟草薄片,再将烟草薄片剥离得到成品。
3.随着新型烟草制品市场的逐渐增大,各大烟草企业都在加快研发新产品。而研发新配方烟草薄片需要进行大量生产试验。目前使用的烟草薄片的试验设备中,需要工人手工在制作烟草薄片的不锈钢带(作业钢带)上涂覆油脂,已便于烘干后的烟草薄片剥离取下。
4.采用人工涂覆油脂,由于操作者刷油过程中手上的力度大小会发生变化,导致不锈钢带上形成的剥离层的厚度不均匀,影响烟草薄片的剥离,不利于形成厚度均匀的烟草薄片。
技术实现要素:
5.有鉴于此,本发明提供了一种涂油机构,不需要人手工涂油,降低了工人的劳动强度,保证了作业钢带上表面的油脂的均匀性,避免了油脂厚度不均对烟草薄片的厚度的影响。
6.本发明还提供了一种稠浆法烟草薄片试验设备。
7.为实现上述目的,本发明提供如下技术方案:
8.一种涂油机构,包括支撑板,所述支撑板滑动连接在烟草薄片试验设备的作业钢带上端的第一导轨上,所述第一导轨沿所述作业钢带的长度方向设置,所述支撑板上设置有第二导轨,所述第二导轨上滑动连接有毛刷,所述毛刷由直线驱动装置驱动沿所述第二导轨滑动;所述第二导轨沿所述作业钢带的宽度方向设置;
9.所述支撑板上设置有喷油系统,所述喷油系统的喷油端设置在所述毛刷的前侧。
10.可选地,所述喷油系统包括依次连通设置的盛油装置、导油管路、喷油主管和喷嘴,所述盛油装置设置在所述支撑板上,所述喷油主管沿所述作业钢带的宽度方向设置,所述喷嘴连接在所述喷油主管靠近所述作业钢带的一侧。
11.可选地,所述喷嘴设置有若干个,多个所述喷嘴沿所述喷油主管的长度方向均布;
12.所述导油管路上设置有油脂泵。
13.可选地,所述喷油主管的端部通过第一连接板连接在所述支撑板上。
14.可选地,所述支撑板通过第二连接板连接有气动夹爪;
15.所述喷嘴外套设有接油槽,所述喷嘴用于向接油槽内喷油;所述接油槽包括两个
对设的半油壳,两个所述半油壳对接成接油槽,两个所述半油壳的最低端形成流油缝;
16.一所述半油壳外侧面连接所述气动夹爪的一夹爪手指,另一所述半油壳外侧面连接所述气动夹爪的另一夹爪手指,两个配合设置的所述夹爪手指相互靠近时,关闭所述流油缝,两个配合设置的所述夹爪手指相互远离时,打开所述流油缝。
17.可选地,所述气动夹爪设置有两个,两个所述气动夹爪分设在所述接油槽的两端;两个所述气动夹爪与控制器电连接。
18.可选地,所述直线驱动装置为直线电机或者气缸。
19.可选地,所述直线驱动装置的动力输出端连接有滑块,所述滑块滑动连接在所述第二导轨上,所述滑块上连接有滑台气缸,所述滑台气缸的动力输出端与所述毛刷固定连接。
20.从上述技术方案可以看出,本发明提供的涂油机构,通过在烟草薄片试验设备的作业钢带上端的第一导轨上滑动连接涂油机构,涂油机构包括支撑板,支撑板上设置第二导轨,第二导轨上滑动连接有毛刷。第一导轨沿作业钢带的长度方向设置,第二导轨沿作业钢带的宽度方向设置,从而使得涂油机构沿第一导轨的方向滑动的同时,毛刷沿第二导轨方向滑动,实现了涂油机构的涂油部件毛刷既能沿作业钢带的长度方向移动,又能沿作业钢带的宽度方向移动,保证了对作业钢带的上表面的全方位自动涂油,不需要人手工涂油,降低了工人的劳动强度,保证了作业钢带上表面的油脂的均匀性,更利于烟草薄片的剥离,避免了油脂厚度不均对烟草薄片的厚度的影响,有利于形成厚度均匀的烟草薄片。
21.本发明还提供了一种稠浆法烟草薄片试验设备,包括主机架,所述主机架的顶面设置有作业钢带,所述作业钢带的上端沿长度方向悬置有第一导轨,所述第一导轨上滑动连接有上加热滑台、涂油机构和流浆滑台,所述涂油机构为上述的涂油机构。
22.可选地,所述主机架的顶端转动连接有上盖,所述上盖上设置有第一风扇;
23.所述主机架上设置有钣金外壳,所述钣金外壳的侧面设置有第二风扇。
24.本发明的稠浆法烟草薄片试验设备,包括上述的涂油机构,因此具有上述涂油机构的优点,此处不再赘述。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
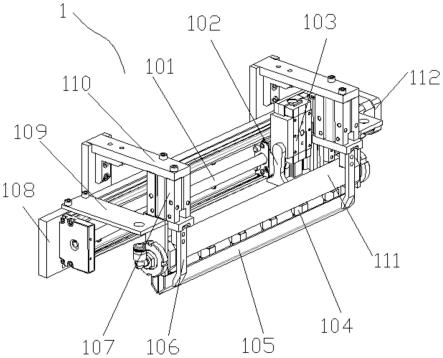
26.图1为本发明实施例提供的涂油机构的一种角度的结构示意图;
27.图2为本发明实施例提供的涂油机构的另一种角度的结构示意图;
28.图3为本发明实施例提供的涂油机构的又一种角度的结构示意图;
29.图4为本发明实施例提供的稠浆法烟草薄片试验设备的一种角度的结构示意图;
30.图5为本发明实施例提供的稠浆法烟草薄片试验设备(去除部分钣金外壳)的另一种角度的结构示意图;
31.图6为图5的a部的局部放大结构示意图;
32.图7为本发明实施例提供的半油壳的结构示意图。
33.其中:
34.1、涂油机构,
35.101、第二导轨,102、毛刷,103、滑台气缸,104、喷嘴,105、半油壳,106、夹爪手指,107、气动夹爪,108、支撑板,109、第一连接板,110、第二连接板,111、喷油主管,112、直线驱动装置,113、第三连接板,
36.2、上加热滑台,
37.3、上盖,
38.4、流浆滑台,
39.5、电控箱,
40.6、主机架,
41.7、钣金外壳,
42.8、作业钢带,
43.9、第二风扇,
44.10、第一导轨,
45.11、烟草薄片,
46.12、第一风扇。
具体实施方式
47.本发明公开了一种涂油机构,不需要人手工涂油,降低了工人的劳动强度,保证了作业钢带上表面的油脂的均匀性,避免了油脂厚度不均对烟草薄片的厚度的影响。
48.本发明还公开了一种稠浆法烟草薄片试验设备。
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.参阅图1至图6,本发明的涂油机构,包括支撑板108,支撑板108滑动连接在烟草薄片试验设备的作业钢带8上端的第一导轨10上,第一导轨10沿作业钢带8的长度方向设置。支撑板108上设置有第二导轨101,第二导轨101上滑动连接有毛刷102,毛刷102由直线驱动装置112驱动沿第二导轨101滑动。第二导轨101沿作业钢带8的宽度方向设置。
51.所述支撑板上设置有喷油系统,所述喷油系统的喷油端设置在所述毛刷的前侧。此处的前侧是指靠近涂油机构1的工作时的作业行程的一侧。可以理解的,涂油机构1的行程包括作业行程和空回行程,作业行程是指向作业钢带8的上表面涂覆油脂层的行程,空回行程是指涂覆完油脂层回复初始位置的行程。
52.其中,第一导轨10沿作业钢带8的长度方向设置,从而使得滑动连接在第一导轨10上的支撑板108沿作业钢带8的长度方向滑动。作业钢带8的上表面用于制作烟草薄片11。第一导轨10通过支撑结构悬设在作业钢带8的上端。第二导轨101与第一导轨10垂直设置。毛刷102的刷毛端靠近作业钢带8的上表面设置。
53.本发明的涂油机构1,通过在烟草薄片试验设备的作业钢带8上端的第一导轨10上滑动连接涂油机构1,涂油机构1包括支撑板108,支撑板108上设置第二导轨101,第二导轨
101上滑动连接有毛刷102。第一导轨10沿作业钢带8的长度方向设置,第二导轨101沿作业钢带8的宽度方向设置,从而使得涂油机构1沿第一导轨10的方向滑动的同时,毛刷102沿第二导轨101方向滑动,实现了涂油机构1的涂油部件毛刷102既能沿作业钢带8的长度方向移动,又能沿作业钢带8的宽度方向移动,保证了对作业钢带8的上表面的全方位自动涂油,不需要人手工涂油,降低了工人的劳动强度,保证了作业钢带8上表面的油脂的均匀性,更利于烟草薄片11的剥离,避免了油脂厚度不均对烟草薄片11的厚度的影响,有利于形成厚度均匀的烟草薄片11。
54.具体的,如图1和图2所示,所述喷油系统包括依次连通设置的盛油装置、导油管路、喷油主管111和喷嘴104。所述盛油装置设置在支撑板108上,喷油主管111沿作业钢带8的宽度方向设置,喷嘴104连接在喷油主管111靠近作业钢带8的一侧。
55.进一步的,喷嘴104包括沿喷油主管111的长度方向布置的若干个,多个喷嘴104均布。喷嘴104通过喷油主管111、导油管路与盛油装置连通,为了将油脂从盛油装置输送至喷油主管111,所述导油管路上设置有油脂泵。涂油过程中,采用所述油脂泵向喷油主管111输送油脂,喷油主管111内的油脂流向各个喷嘴104,喷嘴104向作业钢带8喷油脂,毛刷102涂抹油脂,实现脱模油脂的均匀喷涂,便于作业钢带8上的烟草薄片11的剥离。在一实施例中,油脂为卵磷脂,卵磷脂预先盛装在所述盛油装置内,此处的所述盛油装置可以是盛油箱,也可以是盛油桶或者盛油瓶,此处不做限定。为了提高使用便利性,盛油装置随着涂油机构1运动。
56.其中,喷油主管111的端部通过第一连接板109连接在支撑板108上,第一连接板109通过螺钉与支撑板108连接。
57.为了便于控制油脂的是否流出,支撑板108通过第二连接板110连接有气动夹爪107,第二连接板110通过第三连接板113连接在支撑板108上。喷嘴104外套设有接油槽,喷嘴104用于向接油槽内喷油。具体的,所述接油槽包括两个对设的半油壳105,两个半油壳105对接成接油槽,所述接油槽为顶端开口低端形成流油缝的槽,喷嘴104通过所述接油槽的顶端开口伸入槽内。其中,所述接油槽的两端均设置一个气动夹爪107,每个气动夹爪107包括两个配合使用的夹爪手指,一个半油壳105外侧面连接气动夹爪107的一个夹爪手指106,另一半油壳105外侧面连接气动夹爪107的另一夹爪手指106,两个配合设置的夹爪手指106相互靠近时,关闭所述流油缝,两个配合设置的夹爪手指106相互远离时,打开所述流油缝。气动夹爪107为采购件,两个气动夹爪107与控制器电连接,由控制器控制两个气动夹爪107同步开合。气动夹爪107驱动半油壳105相互靠近和远离,从而使得所述流油缝闭合或者张开,气动夹爪107的控制配合喷嘴104的启停,喷嘴104开启时,气动夹爪107上的两个夹爪手指106远离,流油缝张开,喷嘴104关闭时,气动夹爪107上的两个夹爪手指106靠近直至两个半油壳105闭紧,形成密闭的接油槽,流油缝闭合,以防止涂油工序结束后接油槽内的卵磷脂滴落,避免了油脂浪费。半油壳105的结构如图7所示。
58.直线驱动装置112为直线电机或者气缸。在一实施例中,直线驱动装置112的动力输出端连接有滑块,所述滑块滑动连接在第二导轨101上,所述滑块上连接有滑台气缸103,滑台气缸103的动力输出端与毛刷102固定连接。
59.如图1和图2所示,毛刷102由直线驱动装置112驱动沿第二导轨101滑动。为了便于控制毛刷102的高度,使其刷毛端能与作业钢带8的上表面接触,直线驱动装置112的动力输
出端通过滑台气缸103与毛刷102连接,滑台气缸103控制毛刷102的高度变化。
60.毛刷102为软毛刷,用于将喷涂在作业钢带8表面的卵磷脂抹平。
61.本发明的涂油机构1,毛刷102由直线驱动装置112带动沿第二导轨201导向行走,实现了毛刷102沿y轴方向的运动,此处的y轴为平行于第二导轨101的轴。支撑板108安装在第一导轨10上,可实现涂油机构1沿x轴方向的运动,此处的x轴为平行于第一导轨10的轴。通过以上结构设置,实现了毛刷102在作业钢带8的x向和y向的水平覆盖,实现了对作业钢带8的上表面的全方位自动涂油,不需要人手工涂油,降低了工人的劳动强度。滑台气缸103带动毛刷102升降,实现涂油过程中毛刷102的升降动作,即涂油时毛刷102下降,完成涂油后毛刷102上升。
62.本发明还提供了一种稠浆法烟草薄片试验设备,包括主机架6,主机架6的顶面设置有作业钢带8,作业钢带8的上端沿长度方向悬置有第一导轨10,第一导轨10上滑动连接有上加热滑台2、涂油机构1和流浆滑台4,涂油机构1为上述各实施例的涂油机构1。主机架6的顶端转动连接有上盖3,上盖3上设置有第一风扇12。主机架6上设置有钣金外壳7,钣金外壳7的侧面设置有第二风扇9。主机架6上放置有控制箱5,控制箱5内放置有控制器,电控箱5内的控制器用于控制各个动力装置的工作。
63.本发明的稠浆法烟草薄片试验设备,通过在设置作业钢带8承载烟草薄片11,涂油机构1用于在作业钢带8的作业面涂抹油脂,流浆滑台4用于在作业钢带8的上表面制作烟草薄片11,上加热滑台2、涂油机构1和流浆滑台4均滑动连接在第一导轨10上,从而可以根据需要将上加热滑台2、涂油机构1或流浆滑台4推至作业钢带8上的合适位置,因此,上加热滑台2、涂油机构1或流浆滑台4只需要较小的结构即可满足需要,整个设备的体积小。相对于现有技术的生产线试验设备,本发明的稠浆法烟草薄片试验设备结构简单,占地面积小。
64.在本方案的描述中,需要理解的是,术语“上”、“下”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本方案的限制。
65.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本方案的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
66.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
67.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1