用于新能源车电池模组固定的双组份导热胶注胶设备的制作方法
1.本发明涉及新能源汽车领域,具体涉及用于新能源车电池模组固定的双组份导热胶注胶设备。
背景技术:
2.随着新能源汽车的快速发展,对作为其核心动力源的新能源电池也提出了更高的要求。在对新能源汽车的电池组组装过程中,需大量使用结构胶和导热胶对电芯进行固定,其中导热胶用于电芯下部、结构胶用于电芯上部。其中:
3.导热胶为了实现更好的散热效果,其胶体中添加了al2o3(70%~85%)用于导热,同时也导致了胶体粘度急剧增加,根据添加物的比例,其粘度范围(25℃)在500000~800000cp之间,其添加物al2o3的莫氏硬度为9,仅次于金刚石硬度,在输送过程中会对泵送系统产生严重磨损。
4.由于胶体原料中添加al2o3等组分后粘度急剧增加、且添加物的硬度高,会导致泵送难度大,对注胶系统的磨损严重,导致现有注胶系统的泵送部件寿命极短、故障率极高,维护成本居高不下,生产效率受到严重影响和制约。究其原因在于:
5.(1)现有注胶设备一般均采用常规往复式柱塞泵进行泵送,其柔性密封件很快会被添加的al2o3等组分在短时间内磨损、使泵送压力下降无法提供所需的混胶压力/比例,导致出胶质量不合格、良品率低下;
6.(2)另外,由于柔性密封件磨损后,在密封件处会堆积较多的固体添加原料,由于其高硬度的物理性质,会对往复运动的柱塞杆产生严重的磨损,导致往复柱塞杆因严重磨损而损坏,使注胶系统无法正常工作;
7.(3)因往复式柱塞泵在往复运动过程中输出流量,但在往复运动换向时由于活塞处于运动死点、不能输出流量,因而在使用过程中具有流量不连续的缺点,会有注胶停顿等胶现象,不能保证注胶的尺寸要求和连续性,导致注胶效率低、注胶尺寸超差等缺陷,不能充分满足新能源电池pack(组合电池)的注胶工艺要求;
8.(4)新能源电池模组注胶过程中需要注胶等宽等厚,但是由于现有技术采用往复式柱塞泵,不易实现流量变速,导致在回转处的注胶宽度不一致、容易在回转处产生堆胶现象,无法充分满足在回转处的注胶工艺要求。
9.(5)现有技术由于存在压力波动,会导致注胶密度不均匀,影响对新能源电池的粘接质量,严重时甚至可能导致电池包燃烧起火爆炸。
10.当然,现有技术中除了采用以上往复式柱塞泵的方案之外,也有采用齿轮泵技术来泵送常规胶体的方案,然而常规齿轮泵仅可以用于不含硬质固体添加物的常规胶体,但对于泵送添加了al2o3的导热胶也会发生严重磨损而导致泵体损坏,无法用于新能源电池的导热胶注胶泵送使用。
技术实现要素:
11.本发明提供用于新能源车电池模组固定的双组份导热胶注胶设备,以解决现有技术中用于新能源车电池固定的导热胶注胶机故障率极高、维护成本居高不下的问题,实现显著降低导热胶注胶设备故障率和维护成本的目的。
12.本发明通过下述技术方案实现:
13.用于新能源车电池模组固定的双组份导热胶注胶设备,包括原料桶,还包括与所述原料桶相匹配的压盘泵、与所述压盘泵的输出端相连的料罐、与所述料罐的输出端相连的计量泵、与所述计量泵的输出端相连的注胶头、位于所述注胶头上的流量计。
14.本发明针对性的提出一种用于新能源车电池模组固定的双组份导热胶注胶设备,本设备包括用于存放原料的原料桶。首先针对新能源车电池模组固定所用的导热胶粘度极大的问题,本技术使用与原料桶相匹配的压盘泵实现原料的泵出。其中本领域技术人员应当理解,压盘泵为采用压盘挤压原料,将原料挤压至其入料口的一种设备。本技术通过压盘泵将原料挤压并泵送至专用的料罐内暂存,经抽真空脱泡处理后,再在料罐内对原料进行温度、压力等的控制以及进行搅拌等各种所需操作,并且还可实现自动补料,工作人员只需定期更换新的原料桶或定期向原料桶内补料,即可使得注胶机能保持连续不间断的工作,克服了现有技术中需要停机补料、或需要人工操作将原料从原料桶内倾倒至料罐内的问题。计量泵用于将原料从料罐泵送至注胶头进行注胶,并且通过计量系统以保证在注胶时所需压力的稳定,同时保证所需流量能够得到有效控制。最后,由注胶头进行注胶作业,由现有技术控制注胶头沿设定路径进行移动即可。流量计用于读取注胶头的注胶排量,以此为依据调节计量泵的排量。
15.可以看出,本技术设计了一种全新的注胶设备,可专用于新能源车电池组的导热胶注胶,通过原料桶与料罐的配合、压盘泵和计量泵的配合以实现对原料的稳定泵送,可实现小排量下连续稳定的输出,同时克服了现有技术中流量/压力的脉冲波动等问题,设备具有极强的使用稳定性和连续性。
16.进一步的,所述原料桶包括a料原料桶、b料原料桶;
17.所述料罐包括与a料原料桶相对应的a料料罐、与b料原料桶相对应的b料料罐;
18.所述注胶头为与a料料罐、b料料罐同时相连的注胶头,所述压盘泵的输出端、计量泵的输出端均设置有静态混合器。
19.与传统的单组份注胶作业不同,新能源车电池固定时用的导热胶,以a料、b料现场混合注胶为最佳,为此本方案设置a料原料桶、b料原料桶,分别对应a料料罐、b料料罐。a料从a料料罐经对应的计量泵泵送至注胶头,同理b料从b料料罐经对应的计量泵泵送至注胶头,两组分在一定压力下,在注胶头内静态混合后进行注胶。
20.此外,申请人在研究过程中发现,对于添加了al2o3的结构胶胶质原料而言,在使用压盘泵将原料从原料桶转移至料罐的过程中,由于压盘的极大压力,会将原料压至十分致密的状态,导致原料密实沉降等问题,若使得原料在该状态下进入料罐,即使通过对料罐内进行搅拌,也无法彻底将其打散,因此本方案在压盘泵的输出端设置静态混合器,该静态混合器的主要功能是对被压盘压实的原料进行打散,使其在分散状态下进入料罐以克服因压盘的压实作用所带来的前述弊端;
21.并且,由于本技术使用时的排量极小,即使在料罐内搅拌也难以保证单组分原料
的密度均匀性,而一旦密度不均,会导致注胶质量严重不稳定。基于此,本技术还在计量泵的输出端设置静态混合器,使两种组分的原料分别经该处的静态混合器充分混合后,再进入注胶头进行混合注胶,保证了在小排量输出下,输出组分的充分混合,克服了因原料二次沉积而导致的注胶质量下降,解决了注胶密度不均的严重问题,显著改善了对电池组的粘接效果。
22.需要说明的是,本方案中,位于压盘泵输出端的静态混合器,可以位于压盘泵输出口与下游计量泵之间的任意位置;位于计量泵输出端的静态混合器,可以位于计量泵输出口与下游注胶头之间的任意位置。
23.进一步的,所述流量计包括依次连接的计量盖、上端盖、壳体、下端盖、位于壳体内部的两个相互配合的螺杆,所述螺杆与上端盖、下端盖之间均通过轴套转动配合;所述壳体内壁、螺杆表面、轴套内壁均设置ta-c层。
24.本领域技术人员应当理解,计量盖、上端盖、壳体、下端盖和螺杆均为螺杆流量计的现有技术,现有螺杆流量计的螺杆两端通过轴承与上端盖、下端盖实现转动配合。然而,申请人在大量研究过程中发现,对于添加了al2o3的导热胶而言,若采用常规的轴承配合,会导致轴承内部的滚珠十分容易出现卡涩现象,严重时会导致滚珠卡死或轴承失效。为此,本方案还对螺杆流量计进行改进,摒弃了轴承连接的惯用技术,将其螺杆两端分别通过轴套与上端盖、下端盖连接以实现转动配合,从而克服添加了al2o3组分的导热胶对流量计带来的卡涩问题。
25.并且,本方案还在壳体内壁、螺杆表面、轴套内壁均设置ta-c层,ta-c层即四面体非晶碳的类金刚石层,本方案利用其优良的耐磨性能,以克服添加了al2o3组分的导热胶对流量计带来的异常磨损和卡涩问题。
26.进一步的,所述压盘泵、计量泵均采用齿轮泵;
27.所述齿轮泵包括依次相连的第一挡板、泵体、第二挡板,位于泵体内的主动轴、从动轴,与主动轴相配合的主动齿轮、与从动轴相配合的从动齿轮;所述主动齿轮与从动齿轮相互啮合、主动齿轮与从动齿轮之间形成进料口、出料口;
28.所述第一挡板的内端面、泵体型腔内壁、第二挡板的内端面、主动轴表面、主动齿轮与从动齿轮的端面和外壁、第一挡板和第二挡板上与所述主动轴和/或从动轴相配合的轴孔内壁,均设置ta-c层。
29.其中本领域技术人员应当理解,压盘泵采用齿轮泵,即在压盘上方、与压盘料口相连的位置采用的泵送动力件为齿轮泵。
30.本案申请人在研究过程中发现,现有技术中导热胶注胶机故障率极高、维护成本居高不下的主要原因之一,在于采用了常规柱塞泵对原料进行泵送。因此申请人尝试采用齿轮泵来克服这一问题;然而经实验证实,采用常规齿轮泵时,泵体磨损与故障现象依然频繁、并未得到有效抑制。基于此,本方案还对常规齿轮泵进行改进,具体的:
31.在如下部位均设置ta-c层:第一挡板的内端面、泵体型腔内壁、第二挡板的内端面、主动轴表面、主动齿轮与从动齿轮的端面和外壁、第一挡板和第二挡板上与所述主动轴和/或从动轴相配合的轴孔内壁。
32.ta-c层,即四面体非晶碳的类金刚石层,本方案在上述指定部位设置ta-c层,可利用其极高的硬度和优良的耐磨性能,以减少齿轮端面对泵体、挡板等的干磨损,延长寿命。
33.此外,本方案限定在上述指定部位设置ta-c层,在保证设备使用寿命的同时兼顾表面处理成本,以在使用寿命和经济性之间取得最佳平衡。
34.本方案中的ta-c层的设置方式,可采用涂覆、电镀、磁控溅射、多弧离子镀、阳极层离子源辅助气相沉积镀膜等工艺,在此不做限定。
35.本方案相较于现有技术至少具有如下有益效果:(1)可解决对含al2o3的胶体原料的泵送和计量难题,克服了现有技术采用柱塞泵所存在的密封件及密封杆磨损失效、流量不连续且精度较低、胶体密度不均等问题,同时克服了采用无涂层常规齿轮泵依然存在的故障率过高、寿命低、维护成本居高不下的难题,显著提高了作业效率和经济性;(2)可同时适用于对导热胶的出料泵送(通过压盘泵实现)、中转泵送(通过计量泵实现),即同时解决动力电池导热胶的两处泵送难题,不仅显著降低了注胶机整体的维修率和故障率,还能够明显改善对注胶机布局的灵活性。经发明人耐久性测试,与现有技术采用往复泵的方式相比,维护成本可降低90%。
36.进一步的,还包括与第一挡板或第二挡板相连的底座,所述底座内设置有与所述进料口连通的进料通道、与所述出料口连通的出料通道。
37.对于压盘泵、计量泵而言,其可能存在对出料方向的不同需求,而齿轮泵的进出料方向是保持固定的,为了更加充分的满足本技术齿轮泵在新能源车的电池注胶工艺中的通用性,本方案还设置底座,底座与第一挡板或第二挡板相连,底座上开设进料通道、出料通道,分别与齿轮泵的进料口、出料口连通。在具体使用时,可根据需要设置出料通道朝向不同的方向,分别连接在若干个齿轮泵的第一挡板或第二挡板上,在不改变齿轮泵本身固有结构的前提下即可实现灵活选择出料方向的目的,更加提高了改进后的齿轮泵在压盘泵和计量泵上的通用性。
38.进一步的,所述主动轴侧壁设置第一螺旋槽,所述第一挡板上开设与主动轴同轴的沉槽、与所述沉槽连通的导流通道、与所述导流通道连通的第一导流槽,所述第一导流槽延伸至所述进料口;所述第一螺旋槽一端与所述出料口连通、另一端与所述沉槽连通。
39.对于齿轮泵的主动轴靠近第一挡板所在方向的一端,在其外壁开设第一螺旋槽,并在第一挡板的端面上开设与第一螺旋槽连通的沉槽。在具体工作时,原料被主动齿轮和从动齿轮挤出至出料口后,由于第一螺旋槽的存在,随着主动轴的转动,当第一螺旋槽与出料口接通时,部分原料进入第一螺旋槽中,通过第一螺旋槽进入第一挡板上的沉槽,再依次进入第一挡板内的导流通道、第一导流槽,最终回到齿轮泵的进料口。可以看出,本方案可利用原料本身来实现对主动轴与第一挡板端面的自润滑,原料在主动轴与第一挡板之间可进行循环流动,因此可通过不断循环流动的原料来解决现有技术中的干磨损问题,可显著提高对主动轴外壁与第一挡板端面的润滑保护;并可以避免主动轴与第一挡板之间被原料中填料不流动沉积卡死,保证主动轴与第一挡板及对应轴孔之间的配合间隙,从而确保主动轴始终能够正常旋转。
40.进一步的,所述主动轴侧壁设置第二螺旋槽,所述第二挡板上开设与所述进料口连通的第二导流槽;所述第二螺旋槽一端与所述出料口连通、另一端与所述第二导流槽连通。
41.对于主动轴靠近第二挡板所在方向的一端,在其外壁开设第二螺旋槽,并在第二挡板的端面上开设与第二螺旋槽连通的第二导流槽。在具体工作时,原料被主动齿轮和从
动齿轮挤出至出料口后,由于第二螺旋槽的存在,随着主动轴的转动,当第二螺旋槽与出料口接通时,部分原料进入第二螺旋槽中,通过第二螺旋槽进入第二挡板上的第二导流槽,再通过第二导流槽回到齿轮泵的进料口。可以看出,本方案可利用原料本身来实现对主动轴与第二挡板端面的自润滑,原料在主动轴与第二挡板之间可进行循环流动,因此可通过不断循环流动的原料来解决现有技术中的干磨损问题,可显著提高对主动轴外壁与第二挡板端面的润滑保护;并且可避免主动轴与第二挡板之间被原料中填料不流动沉积卡死,保证主动轴与第二挡板及对应轴孔之间的配合间隙,从而确保主动轴始终能够正常旋转。
42.进一步的,所述从动轴侧壁设置第三螺旋槽,所述第一挡板上开设与所述进料口连通的第三导流槽,所述第三螺旋槽一端与所述出料口连通、另一端与所述第三导流槽连通。
43.对于从动轴,本方案在其外壁开设第三螺旋槽,并在第一挡板的端面上开设与第三螺旋槽连通的第三导流槽。在具体工作时,原料被挤出至出料口后,部分原料进入第三螺旋槽中,通过第三螺旋槽进入第一挡板上的第三导流槽,再通过第三导流槽回到齿轮泵的进料口。可以看出,本方案可利用原料本身来实现对从动轴与第一挡板端面的自润滑,原料在从动轴与第一挡板之间可进行循环流动,因此可通过不断循环流动的原料来解决现有技术中的干磨损问题,可显著提高对从动轴外壁与第一挡板端面的润滑保护;并且可避免从动轴与从动齿轮之间的间隙被原料中填料不流动沉积卡死,保证从动轴与从动齿轮及对应轴孔之间的配合间隙,从而确保从动齿轮始终能够正常旋转。
44.进一步的,还包括用于搅拌料罐内原料的搅拌装置、用于控制料罐内压力的压力控制系统、用于控制原料温度的温度控制系统。
45.搅拌装置可用于初步克服因压盘泵加压而导致的原料密实、沉降等问题。压力控制系统用于控制料罐内的压力,也可用于原料内部的负压脱泡,并保证混合比例不变、出胶精度提高、混合质量稳定。温度控制系统用于保持原料温度,通过升温方式可显著改善高粘度原料的流动性,显著降低其泵送难度。
46.进一步的,所述压力控制系统包括依次相连的气源、干燥过滤器、调压阀、流体控制阀,压力控制系统还包括与所述流体控制阀相连的负压发生器;
47.所述温度控制系统包括套设在所述料罐外的套筒,所述套筒与对应料罐之间具有内、外分布的加热层、隔热层;温度控制系统还包括包覆在所述注胶设备所有原料管路上的隔热件、位于所述隔热件与对应管路之间的加热件。
48.其中,流体控制阀用于调节压力控制系统的工作模式,使料罐与气源或负压发生器连通,从而对应的进行加压或降压操作。负压发生器的功能是用于为原料脱泡,减少原料中的气体含量,以保证原料密度均匀稳定、从而确保注胶料比及混胶质量。
49.温度控制系统不仅对料罐进行加热和隔热,还对本技术注胶设备的所有原料管道进行加热和隔热,以保证原料温度始终稳定在设定值,避免原料在泵送过程中温度降低、粘度增高、进而导致泵送异常的难题出现。
50.本发明与现有技术相比,具有如下的优点和有益效果:
51.1、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,可专用于新能源车动力电池组的导热胶注胶使用,通过原料桶与料罐的配合、压盘泵和计量泵的配合以实现对原料的稳定泵送,可实现小排量下连续稳定的输出,同时克服了现有技术中流量/压力
的脉冲波动等问题,在用于新能源车动力电池组的导热胶注胶时,可实现连续且稳定的出料,出料精度极高,克服了现有技术中注胶尺寸及注胶厚度超差的问题,可提高注入胶体的规整,可满足新能源电池固定的注胶工艺要求,避免现有技术中胶体容易局部注入过多、厚度及几何形状难以保证工艺要求等问题。
52.2、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,在压盘泵的输出端设置静态混合器,对被压盘压实的原料进行打散,使其在分散状态下进入料罐以克服因压盘的压实作用所带来的弊端;在计量泵的输出端也设置静态混合器,使两种组分的原料分别经该处的静态混合器充分混合后,再进入注胶头进行混合注胶,保证了在小排量输出下,输出组分的充分混合,克服了因原料二次沉积而导致的注胶质量下降,解决了注胶密度不均的严重问题,显著改善了对电池组的粘接效果。
53.3、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,可解决对含al2o3的导热胶的泵送难题,克服了现有技术采用柱塞泵所存在的密封件及密封杆的磨损失效、流量不连续、精度低、密度不均匀等问题,同时克服了采用无涂层常规齿轮泵依然存在的故障率高、耐磨性差、寿命低、无法满足新能源电池模组注胶应用的难题,并显著提高了作业效率和经济性,具有出胶密度均匀、尺寸一致性好、粘接质量高、稳定性好、及涂胶效率高的优点。
54.4、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,设计了专用的齿轮泵,可同时用于压盘泵和计量泵的使用,通过本技术可解决两处泵送难题,不仅显著降低了注胶机整体的维修率和故障率,还能够明显改善对注胶机布局的灵活性,有利于用户根据实际厂房情况对原料进行灵活中转泵送;并且可在不改变齿轮泵本身固有结构的前提下实现灵活选择出料方向的目的。
55.5、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,通过在轴系上设置的螺旋槽和对应的导流槽等结构,实现了对主动轴、从动轴的自润滑,克服了因轴系过早磨损而导致的失效问题,极大的延长了使用寿命。
56.6、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,具有泵送压力稳定、流量稳定性高的优点,并且泵体表面没有任何发热、异响、噪音、泄漏等缺陷;在测试完成后对整个泵体分解,没有发现任何异常磨损痕迹,齿及壳体、旋转轴和密封件都无明显磨损情况发生,因此已具备投放量产使用的技术能力,并可大幅提高生产效率、降低维护使用费用。
57.7、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,解决了现有技术中螺杆流量计用于导热胶计量时滚珠卡死、轴承失效等问题。
58.8、本发明用于新能源车电池模组固定的双组份导热胶注胶设备,可根据具体应用环境配置多组注胶头同时工作,若干注胶头共用压盘泵和料缸,只需独立配置一组计量泵即可,可显著提高作业对新能源电池模组注胶固定的作业效率,并且还具有占地面积小、支持远程泵送等优点。
附图说明
59.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
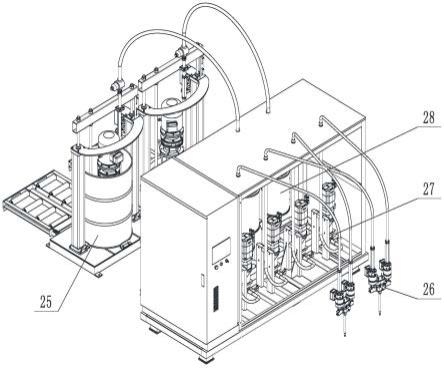
60.图1为本发明具体实施例的结构示意图;
61.图2为本发明具体实施例的等轴测视图;
62.图3为本发明具体实施例中压盘泵的结构示意图;
63.图4为本发明具体实施例的局部结构示意图;
64.图5为本发明具体实施例中注胶头的结构示意图;
65.图6为本发明具体实施例中齿轮泵的结构示意图;
66.图7为本发明具体实施例中齿轮泵含底座的结构示意图;
67.图8为本发明具体实施例中底座内部的剖视图;
68.图9为本发明具体实施例中齿轮泵的俯视图;
69.图10为过图9中a-a方向线的半剖结构示意图;
70.图11为过图9中b-b方向线的半剖结构示意图;
71.图12为本发明具体实施例中齿轮泵的局部结构示意图;
72.图13为本发明具体实施例中齿轮泵的主动轴结构示意图;
73.图14为本发明具体实施例中齿轮泵的从动轴结构示意图;
74.图15为本发明具体实施例中流量计的半剖结构示意图。
75.附图中标记及对应的零部件名称:
76.1-第一挡板,2-泵体,3-第二挡板,4-主动轴,5-从动轴,6-主动齿轮,7-从动齿轮,8-进料口,9-出料口,10-底座,11-进料通道,12-出料通道,13-排气通道,14-排气阀,15-第一螺旋槽,16-沉槽,17-导流通道,18-第二螺旋槽,19-第二导流槽,20-第一导流槽,21-第三螺旋槽,22-第三导流槽,23-第一轴套,24-第二轴套,25-原料桶,26-注胶头,261-延伸部,262-a料输入端,263-b料输入端,264-流量计,27-齿轮泵,28-套筒,29-料罐,30-搅拌装置,31-干燥过滤器,32-调压阀,33-流体控制阀,34-压盘,2641-计量盖,2642-上端盖,2643-壳体,2644-下端盖,2645-螺杆,2646-轴套,35-输出段。
具体实施方式
77.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。在本技术的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。
78.实施例1:
79.如图1与图2所示的用于新能源车电池模组固定的双组份导热胶注胶设备,包括原料桶25,还包括与所述原料桶25相匹配的压盘泵、与所述压盘泵的输出端相连的料罐29、与所述料罐29的输出端相连的计量泵、与所述计量泵的输出端相连的注胶头、位于所述注胶头上的流量计264。
80.其中,所述原料桶25包括a料原料桶、b料原料桶;
81.所述料罐包括与a料原料桶相对应的a料料罐、与b料原料桶相对应的b料料罐;
82.所述注胶头为与a料料罐、b料料罐同时相连的注胶头26,所述压盘泵的输出端、计量泵的输出端均设置有静态混合器。
83.本实施例中静态混合器的设置如图3与图5所示,压盘泵的输出端具有用于送料的输出段35,注胶头26上游包括a料输入端262、b料输入端263;在输出段35、a料输入端262、b料输入端263内均设置有静态混合器。在所述a料输入端262、b料输入端263均设置流量计264。
84.本实施例中的流量计264优选的使用磁性流量计,可以避免磨损、保证计量精度。
85.在更为优选的实施方式中,所述注胶头26的输出端设置延伸部261,所述延伸部261内也设置有静态混合器。
86.需要说明的是,在图1与图2中,为了便于展示内部的压盘泵结构,仅示出了一个原料桶25而隐去了另一个原料桶。
87.在更为优选的实施方式中,料罐29的输出端与注胶头之间设置计量系统;所述计量系统包括由伺服电机、齿轮泵、流量计、plc控制器等组成的闭环控制系统,可实现对齿轮泵在毫秒级下的启停控制,从而确保对注胶过程的精准控制。
88.实施例2:
89.用于新能源车电池模组固定的双组份导热胶注胶设备,在实施例1的基础上,还包括用于搅拌料罐内原料的搅拌装置30、用于控制料罐内压力的压力控制系统、用于控制原料温度的温度控制系统。
90.如图4所示,搅拌装置30位于料罐29顶部,主要包括由电机、减速器驱动的搅拌器。
91.所述压力控制系统包括依次相连的气源、干燥过滤器31、调压阀32、流体控制阀33,压力控制系统还包括与所述流体控制阀相连的负压发生器。需要说明的是,图4中气源、负压发生器等设备未示出,且相应的气体管路未示出,但这并不影响本领域技术人员理解本实施例。
92.温度控制系统包括套设在所述料罐外的套筒28,所述套筒28与对应料罐之间具有内、外分布的加热层、隔热层;
93.温度控制系统还包括包覆在所述注胶设备所有原料管路上的隔热件、位于所述隔热件与对应管路之间的加热件。
94.其中,所述加热层、加热件可采用现有技术的任意加热装置,如电加热带、发热电阻丝甚至电热膜等。所述隔热层、隔热件可采用现有任意隔热材料制成。
95.实施例3:
96.用于新能源车电池模组固定的双组份导热胶注胶设备,在上述任一实施例的基础上,所述压盘泵、计量泵均采用齿轮泵27;
97.本实施例中的齿轮泵如图6、图7与图8所示,包括依次相连的第一挡板1、泵体2、第二挡板3,位于泵体2内的主动轴4、从动轴5,与主动轴4相配合的主动齿轮6、与从动轴5相配合的从动齿轮7;所述主动齿轮6与从动齿轮7相互啮合、主动齿轮6与从动齿轮7之间形成进料口8、出料口9;
98.所述第一挡板1的内端面、泵体2型腔内壁、第二挡板3的内端面、主动轴4表面、主动齿轮6与从动齿轮7的端面和外壁、第一挡板1和第二挡板3上与所述主动轴4和/或从动轴5相配合的轴孔内壁,均设置ta-c层。
99.如图7所示,还包括与第一挡板1或第二挡板3相连的底座10,所述底座10内设置有与所述进料口8连通的进料通道11、与所述出料口9连通的出料通道12。
100.所述出料通道12与进料通道11位于底座10同侧或对侧表面,也可分别位于底座10相互垂直的两侧表面。如本实施例中,当用于压盘泵时,出料通道与进料通道分别位于底座10相互垂直的两侧表面;当用于计量泵时,出料通道与进料通道位于底座10对侧表面。
101.实施例4:
102.用于新能源车电池模组固定的双组份导热胶注胶设备,在实施例3的基础上,齿轮泵的细节结构如图9、图10、图11、图12、图13与图14所示:
103.主动轴4侧壁设置第一螺旋槽15,第一挡板1上开设与主动轴4同轴的沉槽16、与沉槽16连通的导流通道17、与导流通道17连通的第一导流槽20,第一导流槽20延伸至进料口8;第一螺旋槽15一端与出料口9连通、另一端与沉槽16连通。
104.主动轴4侧壁设置第二螺旋槽18,第二挡板3上开设与进料口8连通的第二导流槽19;第二螺旋槽18一端与出料口9连通、另一端与第二导流槽19连通。
105.从动轴5侧壁设置第三螺旋槽21,第一挡板1上开设与进料口8连通的第三导流槽22,第三螺旋槽21一端与出料口9连通、另一端与第三导流槽22连通。
106.本实施例中,第一螺旋槽15、第二螺旋槽18分别位于主动轴4与第一挡板1、第二挡板3的相对区域,即第一螺旋槽15、第二螺旋槽18分别位于主动轴4的两端;而第三螺旋槽21沿轴向整体分布在从动轴5上。
107.如图7所示,第一导流槽20和第三导流槽22在第一挡板1底面交汇,其交汇点位于进料口8的正上方。
108.在更为优选的实施方式中,还包括活动套设在主动轴4外的第一轴套23,第一轴套23用于包覆第一螺旋槽15。
109.在更为优选的实施方式中,还包括活动套设在主动轴4外的第二轴套24,第二轴套24用于包覆第二螺旋槽18。
110.在更为优选的实施方式中,还包括活动套设在从动轴5外的第三轴套,第三轴套用于包覆第三螺旋槽21。
111.本实施例通过设置对应轴套,有利于更好的保护主动轴、从动轴,同时可以方便的采用耐磨性和润滑性更好的材质来用于轴套、防止轴的磨损;还具有便于进行表面硬化处理、在磨损后便于灵活更换等优点。
112.实施例5:
113.用于新能源车电池模组固定的双组份导热胶注胶设备,在实施例3或实施例4的基础上,压盘泵如图3所示,包括压盘34、位于压盘34上的齿轮泵27,齿轮泵由依次配合的电机、减速器、联轴器提供动力。本实施例以气缸驱动压盘34升降,配合相应的行程开关以控制其行程的高、低位置。
114.如图7与图8所示,底座10内还具有与进料通道11连通的排气通道13,排气通道13上设置排气阀14。由于用于新能源车电池组的结构胶,其粘度极大十分不便于出料,因此申请人专门设计了针对性的加压出料方式,这导致了原料在进入齿轮泵时可能存在较多气体残留。为了克服这一问题,本方案还在底座内设置与进料通道连通的排气通道,并通过排气阀控制排气通道的开启与关闭。在泵料过程中,可根据需要打开排气阀,使得原料内的残留
气体从排气通道向外排出。当然,排气阀不能始终保持开启,可采用定时开启设定时长以达到阶段性排气的效果。排气阀可采用现有任意手动或自动的阀门类型。
115.在更为优选的实施方式中,还包括用于感应料罐内原料余量的液位传感器,当液位降低至设定阈值时,可自动打开原料桶与料罐之间管路上的球阀、并启动压盘泵工作,从而实现自动补料,直至原料达到设定阈值,停止压盘泵,关闭原料桶与料罐之间管路上的球阀。
116.实施例6:
117.用于新能源车电池模组固定的双组份导热胶注胶设备,在上述任一实施例的基础上,如图15所示,其中的流量计264包括依次连接的计量盖2641、上端盖2642、壳体2643、下端盖2644、位于壳体2643内部的两个相互配合的螺杆2645,所述螺杆2645与上端盖2642、下端盖2644之间均通过轴套2646转动配合;
118.本实施例在壳体2643内壁、螺杆2645表面、轴套2646内壁均设置ta-c涂层。
119.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
120.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其它变体,意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。此外,在本文中使用的术语“连接”在不进行特别说明的情况下,可以是直接相连,也可以是经由其他部件间接相连。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1