一种螺栓涂胶工作站及其使用方法与流程
本发明涉及螺栓涂胶的,尤其涉及一种螺栓涂胶工作站及其使用方法。
背景技术:
1、在汽车装配制造行业中,制动鼓、轮毂、轮胎螺栓涂胶工艺过程目前自动化程度比较低。由于当前汽车装配工厂所使用的螺栓涂胶工艺主要依靠人工执行,过程繁琐,效率低下,人工成本高。
2、尤其是目前汽车装配行业中制动鼓螺栓装配需要进行螺栓涂胶工艺,由人工手动进行螺栓涂胶工艺时,过程繁琐、效率低下,不能满足当今汽车装配工厂对大批量、高节拍、自动化生产的要求;且螺纹胶液易挥发,人工长时间操作胶液危害身体健康。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种螺栓涂胶工作站。
2、为了实现上述目的,本发明采取的技术方案为:
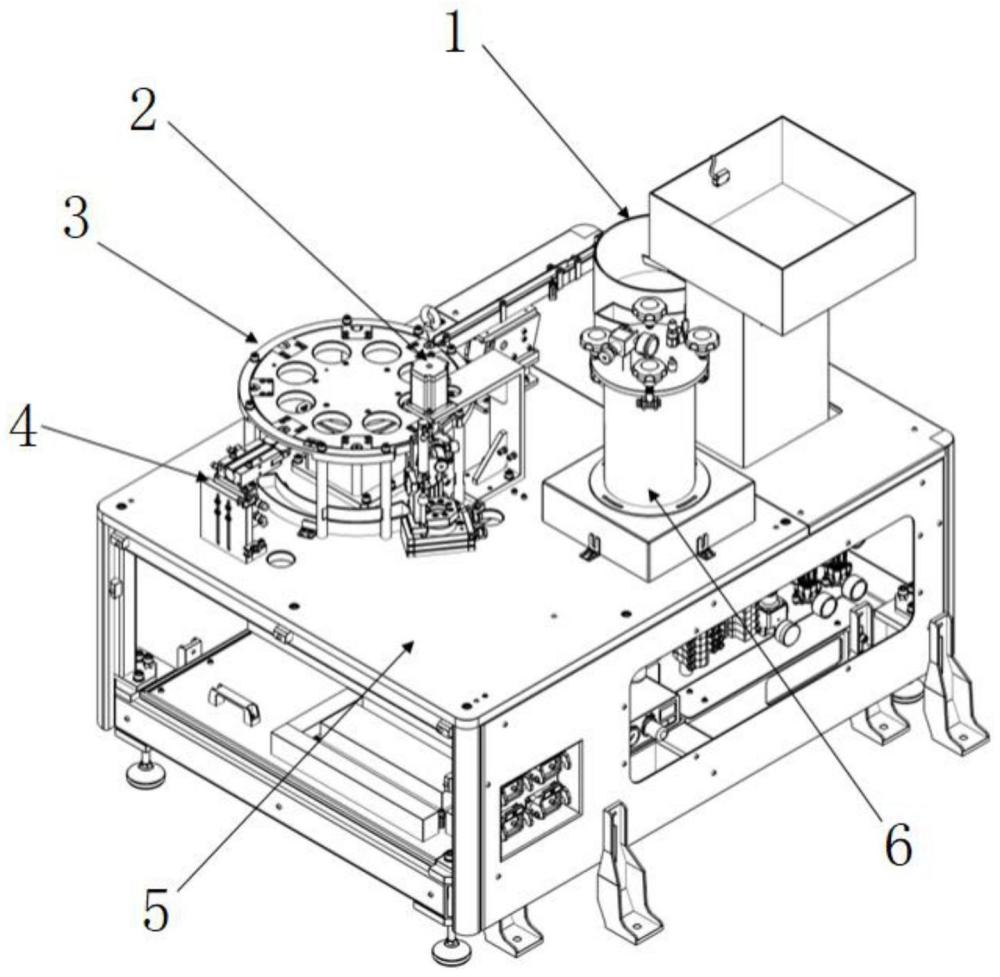
3、一种螺栓涂胶工作站,其中,包括:
4、螺栓供料系统;
5、多工位转盘机构,所述多工位转盘机构呈盘装,所述多工位转盘机构以其中轴线为轴转动,所述多工位转盘机构上开设有若干螺栓工位,若干所述螺栓工位以所述多工位转盘机构的中轴线为轴环状阵列设置,所述螺栓供料系统依次将每一螺栓输送至一所述螺栓工位上;
6、旋转涂胶机构,所述旋转涂胶机构设于所述多工位转盘机构的一侧,所述旋转涂胶机构于所述螺栓上涂覆胶体;
7、供胶系统,所述供胶系统和所述旋转涂胶机构连接,所述供胶系统提供胶体至所述旋转涂胶机构;
8、下料机构,所述旋转涂胶机构设于所述下料机构和所述螺栓供料系统之间,所述下料机构可操作地夹持所述螺栓并将所述螺栓脱出所述螺栓工位;
9、工业机器人,所述工业机器人上设有螺栓拾取装置,所述工业机器人驱动所述螺栓拾取装置自所述下料机构拾取所述螺栓并进行后续作业。
10、上述的螺栓涂胶工作站,其中,还包括:
11、工作台架,所述螺栓供料系统、所述多工位转盘机构、所述旋转涂胶机构、所述供胶系统和所述下料机构均设于所述工作台架上。
12、上述的螺栓涂胶工作站,其中,所述多工位转盘机构包括:
13、合并挡圈,所述合并挡圈固定设置,所述合并挡圈呈环状,所述合并挡圈上设有零位标尺;
14、转盘,所述转盘设于所述合并挡圈内,所述转盘能够以其自身的轴线转动,所述转盘上设有用于和所述零位标尺配合定位的零位指针;
15、螺栓工装板,所述螺栓工装板设于所述转盘上,所述螺栓工装板以所述转盘的轴线为轴环状阵列设置,每一所述螺栓工位设于一所述螺栓工装板上。
16、上述的螺栓涂胶工作站,其中,所述多工位转盘机构还包括:
17、接液盒,所述接液盒呈弧状,所述接液盒设于所述旋转涂胶机构和所述下料机构之间,所述接液盒设于所述转盘的下方,所述转盘正对所述螺栓工位。
18、上述的螺栓涂胶工作站,其中,所述螺栓工位呈凹槽状沿所述转盘厚度的方向贯穿所述转盘并延所述转盘的水平的方向延伸至所述转盘的边沿,所述螺栓工位与所述转盘的水平面上呈“u”字型,所述螺栓工位于所述转盘的厚度方向上呈上端大下端小的与所述螺栓表面相贴合的圆锥凹槽结构。
19、上述的螺栓涂胶工作站,其中,所述旋转涂胶机构包括:
20、顶升定位工装,所述顶升定位工装设于所述转盘的下方,所述顶升定位工装正对所述螺栓工位设置,所述顶升定位工装可操作地自所述螺栓工位中将所述螺栓顶出;
21、套筒工装,所述套筒工装设于所述转盘的上方,所述套筒工装上设有和所述螺栓头部相匹配的批头;
22、步进电机,所述步进电机连接所述套筒工装,所述步进电机驱动所述套筒工装转动进而带动所述螺栓转动;
23、胶阀,所述胶阀和所述供胶系统连接;
24、涂胶刷头,所述涂胶刷头安装在所述胶阀上,所述涂胶刷头对所述套筒工装夹持的所述螺栓涂胶。
25、上述的螺栓涂胶工作站,其中,所述旋转涂胶机构还包括:
26、气动摆缸,所述气动摆缸和所述胶阀连接,所述气动摆缸驱动所述胶阀沿水平的第一方向移动;
27、直线导轨,所述直线导轨竖直设置,所述胶阀的一侧和所述直线导轨可滑动地连接;
28、限位气缸,所述限位气缸和所述胶阀连接,所述限位气缸驱动所述胶阀沿所述直线导轨上下移动;
29、限位支架,所述限位支架设于所述限位气缸的一侧,所述限位支架显示所述限位气缸的极限位置。
30、上述的螺栓涂胶工作站,其中,所述旋转涂胶机构还包括:
31、接液盘,所述接液盘呈环状,所述接液盘环绕所述顶升定位工装设置。
32、上述的螺栓涂胶工作站,其中,所述下料机构包括:
33、水平气缸爪夹,所述水平气缸爪夹设于所述转盘的下方,所述水平气缸爪夹正对一所述螺栓工位设置,所述水平气缸爪夹可操作地夹持所述螺栓;
34、下料顶升气缸,所述水平气缸爪夹安装在所述下料顶升气缸上,所述下料顶升气缸可操作地驱动所述水平气缸爪夹上升并带动所述螺栓脱离所述螺栓工位。
35、一种螺栓涂胶工作站的使用方法,其中,采用如上述的螺栓涂胶工作站,其中,所述使用方法包括:
36、步骤s1:所述螺栓供料系统输送所述螺栓至转盘上,所述螺栓进入所述多工位转盘的所述螺栓工位中,所述转盘每次旋转一个工位,所述螺栓供料输送系统每次输送一所述螺栓至所述螺栓工位上;
37、步骤s2:所述螺栓旋转至所述旋转涂胶机构处,所述顶升定位工装将所述螺栓顶升,使所述螺栓的螺帽部分进入到所述套筒工装中;
38、步骤s3:所述步进电机驱动所述套筒工装以及所述螺栓旋转,使所述套筒工装上的批头完全卡入定位至所述螺栓的螺帽的十字槽中,同时所述螺栓经过上述操作自动调整至竖直姿态;
39、步骤s4:所述气动摆缸驱动所述胶阀和所述涂胶刷头至待涂胶区域并与所述螺栓搭接;
40、步骤s5:所述供胶系统出胶,胶体经过胶阀、涂胶刷头涂敷于所述螺栓上,同时所述步进电机驱动所述套筒工装以及所述螺栓旋转以使胶体均匀涂敷于所述螺栓上;
41、步骤s6:所述气动摆缸驱动所述胶阀和所述涂胶刷头至初始位置,所述顶升定位工装下降将螺栓重新放置于所述螺栓工位上;
42、步骤s7:所述螺栓旋转至所述下料机构处,所述水平气缸夹爪夹持所述螺栓,所述下料顶升气缸驱动所述水平气缸夹爪上升,将所述螺栓由所述多工位转盘上升起一定高度,脱离所述转盘;
43、步骤s8:所述工业机器人末端的所述螺栓拾取装置夹持所述螺栓,同时所述水平气缸夹爪放松所述螺栓,所述工业机器人完成对所述螺栓的拾取并进行后续的装配及拧紧工艺过程;
44、步骤s9:所述下料机构的所述下料顶升气缸下降至初始位置,所述多工位转盘旋转,机构自动循环执行下一螺栓的涂胶。
45、本发明由于采用了上述技术,使之与现有技术相比具有的积极效果是:
46、(1)本发明可代替人工执行制动鼓装配所用螺栓的涂胶工艺,且自动化程度较高,对螺栓涂胶工艺节省节拍较积极;机构运行工作过程无需人工参与,避免人体与胶液长期接触引发的健康问题。
47、(2)本发明中包含螺栓自动供料系统、工业机器人,便于集成到自动化生产线中,提高了工厂自动化、柔性化水平,降低了人工成本。
48、(3)本发明应用后安全性提升,螺栓涂胶及下料全流程无需人工参与,均为自动化完成,使工作人员远离螺栓涂胶工艺区域,大大提高了工作人员的安全性。
- 还没有人留言评论。精彩留言会获得点赞!