一种升压站钢结构基础施工用涂装设备的制作方法
1.本技术涉及涂装领域,特别涉及一种升压站钢结构基础施工用涂装设备。
背景技术:
2.海上升压站基础大部分浸泡于海水中,海上升压站基础涂装质量对延长使用寿命十分重要,因此确保海上升压站基础涂装质量尤为重要,且海上升压站基础在安装使用后,在海上经过腐蚀暴露出较多涂装缺陷,对于后期项目消缺造成了大量人力、物力上的损耗,因此提高升压站钢结构基础的涂装质量具有重要意义。
3.在现有的涂装技术中,通常采用边喷涂边干燥的方式来加速喷涂涂层的干燥,以此降低流动态的涂层发生流坠现象的可能,进而保证钢结构基础表面涂层厚度的一致性,但是在实际操作过程中,干燥用的暖风通常以同一速度、同样温度吹向钢结构涂层的表面,在钢结构基础表面出现坑洞时,坑洞区域的涂层厚度大于旁边未受损区域的涂层厚度,这就使得同样的干燥气流经过时,钢结构基础涂层表面的干燥程度并不能达到一致,影响涂装质量。
4.为此我们提出一种升压站钢结构基础施工用涂装设备,通过调整干燥时的风力大小和温度区域,进而实现针对性的干燥处理,以此保证钢结构基础表面涂层涂装质量的一致性,进而提高涂装操作质量。
技术实现要素:
5.本技术目的在于针对涂装过程中同一气体排放口中干燥气体温度一致难以解决同一平面内坑洞区域与未受损区域干燥温度需求不同的问题,同时利用抽吸扬尘的风力作为干燥气流的来源,实现气流能源的二次利用,提高能源利用率,相比现有技术提供一种升压站钢结构基础施工用涂装设备,包括涂装枪体和干燥温度调节盒体,涂装枪体的一侧表面镶嵌安装有干燥温度调节盒体,涂装枪体的另一侧表面镶嵌安装有涂装喷头,且涂装喷头的进气端连接有贯穿延伸至涂装枪体一侧表面的送料管;
6.干燥温度调节盒体的内部中间位置处安装有绝缘隔板,绝缘隔板的内部滑动安装有加热网板组件,加热网板组件由绝缘框和电加热网板组成,绝缘隔板的内部滑动安装有绝缘框,绝缘框的内部安装有电加热网板,绝缘框的两侧表面均安装有吸附条,且干燥温度调节盒体内壁两侧与吸附条对应的位置处均嵌合安装有电磁吸附柱;
7.涂装枪体的底部通过轴件活动安装有湿度感应组件,且湿度感应组件与电磁吸附柱电性连接。
8.进一步的,干燥温度调节盒体和绝缘隔板均为隔热材料制成,且绝缘隔板的长度为干燥温度调节盒体的一半,绝缘隔板的纵向长度与干燥温度调节盒体的宽度相同。
9.进一步的,干燥温度调节盒体延伸进涂装枪体内部的一侧表面贯穿安装有调节气管,调节气管的表面贯穿安装有短管,短管的尾端连接有减速管,减速管的尾端连接有镶嵌安装在涂装枪体表面的喇叭状出气端口。
10.进一步的,减速管的内部安装有热膨胀件,且减速管为导热材料制成,热膨胀件在膨胀极限状态时的截面面积为减速管的五分之四。
11.进一步的,短管与减速管的直径比为1:2-3,短管与减速管的长度比为1:5-7。
12.进一步的,调节气管延伸至干燥温度调节盒体内部的管体内径小于短管的内径。
13.进一步的,调节气管的表面涂覆有隔热涂层,且调节气管的内部安装有单向阀。
14.进一步的,涂装枪体的内部安装有方形盒体,方形盒体的内部安装有微型气泵,微型气泵的输出端与调节气管的一端连接,微型气泵的输入端连接有送气软管。
15.进一步的,涂装枪体的另一侧表面镶嵌安装有抽吸管,涂装枪体内部远离方形盒体的一侧安装有防扬尘盒体,防扬尘盒体的内部安装有拦截网板,且送气软管的一端延伸至防扬尘盒体的内部并位于拦截网板的后方,防扬尘盒体的表面贯穿安装有位于拦截网板前方的导送管,且导送管的尾端延伸至抽吸管的内部。
16.进一步的,涂装枪体的正面通过合页活动安装有活动门,且活动门与防扬尘盒体的位置相对应。
17.相比于现有技术,本技术的优点在于:
18.(1)在湿度感应组件检测到同一平面涂层湿度不一致时,湿度较大侧的电磁吸附柱启动带动通电加热状态的加热网板组件移动,使得通过干燥温度调节盒体排出的干燥气流在同一流速情况下,具有不同的温度区域,进而能够为同一平面不同涂层厚度的区域提供针对性的干燥处理,确保钢结构基础表面的涂层厚度一致,以此保证涂装质量。
19.(2)通过隔热材料,使得干燥温度调节盒体内部被绝缘隔板隔离形成的两个空腔之间无法进行相应的热传导操作,以此保证通过加热网板组件的滑动调整即可实现干燥温度调节盒体出口温度的调整。
20.(3)进入调节气管的气体通过喇叭状出气端口排出涂装枪体的内部,实现分流减速处理,可以有效降低强风吹动下对未有效干结仍处于流动态的涂层的吹动作用,避免形成凹陷,以此保证了涂层的平坦。
21.(4)在外部环境温度较高时,涂层干结较快导致自身的流动性减弱,此时热膨胀件膨胀,干燥温度调节盒体内部排出的气流较为急速,在急速的风力和外部环境温度的配合下,能够加速涂层的干燥作用。
附图说明
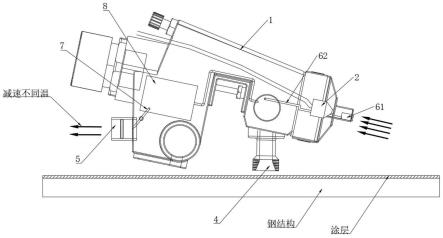
22.图1为本技术的外观结构图;
23.图2为本技术的内部剖视图;
24.图3为本技术的干燥温度调节盒体内部图;
25.图4为本技术的干燥温度调节盒体调节温度图;
26.图5为本技术的工作状态示意图;
27.图6为现有技术垂直吹风干燥状态示意图;
28.图7为现有技术平行吹风未减速干燥状态示意;
29.图8为本技术的调节气管、短管、减速管、出气端口和热膨胀件图;
30.图9为本技术的调节气管分流减速示意图;
31.图10为本技术的调节气管在外部环境温度为高温状态时的分流示意图;
32.图11为本技术的防扬尘盒体内部图。
33.图中标号说明:
34.1、涂装枪体;2、涂装喷头;3、活动门;4、湿度感应组件;5、干燥温度调节盒体;51、绝缘隔板;52、加热网板组件;53、吸附条;6、防扬尘盒体;61、抽吸管;62、导送管;63、拦截网板;64、送气软管;7、调节气管;71、短管;72、减速管;73、出气端口;74、热膨胀件;8、微型气泵。
具体实施方式
35.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
36.实施例1:
37.本发明提供了一种升压站钢结构基础施工用涂装设备,请参阅图1-7,包括涂装枪体1和干燥温度调节盒体5,涂装枪体1的一侧表面镶嵌安装有干燥温度调节盒体5,涂装枪体1的另一侧表面镶嵌安装有涂装喷头2,且涂装喷头2的进气端连接有贯穿延伸至涂装枪体1一侧表面的送料管;
38.具体的,输入端连接有延伸至检验合格涂料桶内管道的泵体,其输出端与送料管连接,进而为涂装喷头2工作提供必要的支持,此外干燥温度调节盒体5在排出干燥气流时,干燥气流与钢结构基础的表面保持接近平行的状态,能够有效降低垂直吹向导致的流坠现象,保证涂装质量。
39.干燥温度调节盒体5的内部中间位置处安装有绝缘隔板51,绝缘隔板51的内部滑动安装有加热网板组件52,加热网板组件52由绝缘框和电加热网板组成,绝缘隔板51的内部滑动安装有绝缘框,绝缘框的内部安装有电加热网板,绝缘框的两侧表面均安装有吸附条53,且干燥温度调节盒体5内壁两侧与吸附条53对应的位置处均嵌合安装有电磁吸附柱;
40.涂装枪体1的底部通过轴件活动安装有湿度感应组件4,且湿度感应组件4与电磁吸附柱电性连接。
41.具体的,电磁吸附柱的表面均覆盖有磁吸层,且磁吸层与吸附条53相互排斥,使得电磁吸附柱未启动时吸附条53保持中立状态,进而使得加热网板组件52在绝缘隔板51的内部处于对称布置状态,以此保证干燥温度的一致性;
42.湿度感应组件4具有两个间隔布置且先后布置的湿度感应探头,且两组探头分别与相应方向的电磁吸附柱电性连接,能够对涂装枪体1下方的钢结构基础表面进行同一轴线上不同区域的湿度监测操作,因此在钢结构基础表面出现坑洞时,坑洞区域的涂层厚度大于与之平行的涂层厚度,因此在检测到靠近坑洞方向的涂层湿度较大时,该侧的电磁吸附柱启动进而带动该侧的吸附条53靠近移动,进而带动通电加热状态的加热网板组件52移动,进而使得绝缘隔板51两侧的加热面积出现调整,进而使得通过干燥温度调节盒体5排出的干燥气流在同一流速情况下,具有不同的温度区域,进而能够为同一平面不同涂层厚度的区域提供针对性的干燥处理,确保钢结构基础表面的涂层厚度一致,以此保证涂装质量。
43.此外通过轴件安装的湿度感应组件4在涂装枪体1为倾斜涂装时,仍旧可以与钢结
构基础的表面形成垂直布置状态,确保检测数据的可靠性。
44.干燥温度调节盒体5和绝缘隔板51均为隔热材料制成,且绝缘隔板51的长度为干燥温度调节盒体5的一半,绝缘隔板51的纵向长度与干燥温度调节盒体5的宽度相同。
45.具体的,通过隔热材料,使得干燥温度调节盒体5内部被绝缘隔板51隔离形成的两个空腔之间无法进行相应的热传导操作,以此保证通过加热网板组件52的滑动调整即可实现干燥温度调节盒体5出口温度的调整。
46.请参阅图8-9,干燥温度调节盒体5延伸进涂装枪体1内部的一侧表面贯穿安装有调节气管7,调节气管7的表面贯穿安装有短管71,短管71的尾端连接有减速管72,减速管72的尾端连接有镶嵌安装在涂装枪体1表面的喇叭状出气端口73。
47.具体的,进入调节气管7的气体一部分转移至干燥温度调节盒体5内部,另一部分通过短管71进入减速管72内部,之后通过喇叭状出气端口73排出涂装枪体1的内部,使得原本抽吸的气流实现分流减速处理,进而使得通过干燥温度调节盒体5排出的气流平行与钢结构基础的表面并保持减速状态,可以有效降低强风吹动下对未有效干结仍处于流动态的涂层的吹动作用,避免形成凹陷,以此保证了涂层的平坦。
48.请参阅图10,减速管72的内部安装有热膨胀件74,且减速管72为导热材料制成,热膨胀件74在膨胀极限状态时的截面面积为减速管72的五分之四。
49.具体的,相较于使用加热网板组件52的状态,通过带有热量的气流进行烘干和风干的同时操作,此状态下钢结构基础表面涂层固结速度较慢,需要避免强风吹动干扰,但是在外部环境温度较高时,钢结构基础表面涂层的外侧干燥固结速度较快,此时涂层的流动性减弱,此时热膨胀件74膨胀将减速管72的内部予以堵塞减少减速管72内部的气流流量,因此此时干燥温度调节盒体5内部排出的气流较为急速,在急速的风力和外部环境温度的配合下,能够加速涂层的干燥作用。
50.短管71与减速管72的直径比为1:2,短管71与减速管72的长度比为1:6,调节气管7延伸至干燥温度调节盒体5内部的管体内径小于短管71的内径。
51.具体的,尺寸差距使得减速管72的减速目的得以实现,且喇叭状的出气端口73使得分流排出涂装枪体1内部的气体以较低的速度排出,避免强对流引发空气扬尘附着在未涂装的钢结构基础表面,进而避免后续涂装过程中涂层出现起泡。
52.调节气管7的表面涂覆有隔热涂层,且调节气管7的内部安装有单向阀。
53.涂装枪体1的内部安装有方形盒体,方形盒体的内部安装有微型气泵8,微型气泵8的输出端与调节气管7的一端连接,微型气泵8的输入端连接有送气软管64。
54.具体的,通过微型气泵8为抽吸管61进行抽吸除尘提供动力,同时能够将相应的风力转移至调节气管7的内部,进行相应的减速处理后通过干燥温度调节盒体5排出,实现风力的多功能使用,提高本设备的能源整体利用效率。
55.请参阅图11,涂装枪体1的另一侧表面镶嵌安装有抽吸管61,涂装枪体1内部远离方形盒体的一侧安装有防扬尘盒体6,防扬尘盒体6的内部安装有拦截网板63,且送气软管64的一端延伸至防扬尘盒体6的内部并位于拦截网板63的后方,防扬尘盒体6的表面贯穿安装有位于拦截网板63前方的导送管62,且导送管62的尾端延伸至抽吸管61的内部。
56.具体的,抽吸管61位于涂装喷头2的前方,可提前将钢结构基础表面的浮尘抽吸至防扬尘盒体6内部,减少钢结构基础表面扬尘对涂装质量的影响,并通过导送管62实现气流
输送,进而确保气流的二次再利用。
57.涂装枪体1的正面通过合页活动安装有活动门3,且活动门3与防扬尘盒体6的位置相对应。
58.具体的,打开活动门3即能够对防扬尘盒体6内部进行清理,确保内部拦截网板63表面拦截的浮尘可以得到清理。
59.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,根据本技术的技术方案及其改进构思加以等同替换或改变,都应涵盖在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1