外部灌注型中空纤维膜组件的制作方法
外部灌注型中空纤维膜组件
本技术是基于以下中国专利申请的分案申请:原案申请日:2018年06月14日原案申请号:201880038580.x(pct/jp2018/022698)原案申请名称:
1.本发明涉及外部灌注型中空纤维膜组件。本技术基于2017年6月14日在日本技术的特愿2017-116620号、2017年6月14日在日本技术的特愿2017-117077号、以及2017年9月8日在日本技术的特愿2017-173041号主张优先权,在此引用其内容。
背景技术:
2.作为气液分离中空纤维膜组件,提出过被处理液在中空纤维膜的膜内通过的内部灌注型,以及被处理液在中空纤维膜的膜外通过的外部灌注型。例如,作为气液分离中空纤维膜组件,已知的有被处理液流动在外壳内的中空纤维膜周围的同时,在中空纤维膜内抽真空,将被处理液中的溶解气体吸入膜内而进行脱气,或者向中空纤维膜供给气体而使被处理液吸气的外部灌注型中空纤维膜组件。
3.气液分离中空纤维膜组件例如,作为脱气用的组件,安装于喷墨喷射装置、纯水制造装置等。喷墨喷射装置之中,在商用大型喷墨打印机、彩色滤光片制造装置等的情况下,由于使用的药剂液量较多,因此装置本体上安装有药剂槽,在喷墨喷射装置运转时,从药剂槽送出油墨和光刻胶溶液等药剂。此时,如果药剂中含有气泡,会出现喷射精度下降、印刷物出现品质缺陷的情况,为了防止其出现,会设置气液分离中空纤维膜组件。近年来,随着装置的大型化、高速化,优选使用可以以更低压力损失进行处理的外部灌注型中空纤维膜组件。
4.作为外部灌注型中空纤维膜组件,已知的有,外壳内只有中空纤维膜束长度方向的第1端部被浇注部固定的组件、外壳内的中空纤维膜束长度方向的第1端部和第2端部两方都被浇注部固定的组件(专利文献1、2)。通过至少第1端部的各中空纤维膜的开口端在保持开口的状态下被固定,可以在中空纤维膜内抽真空而使得被处理液脱气,或者向中空纤维膜内供给气体而向被处理液供气。
5.作为外部灌注型中空纤维膜组件的具体例子,可举出例如,如图20所示的外部灌注型中空纤维膜组件3101(例如,专利文献1),由多个中空纤维膜3111捆绑成圆柱状而成的中空纤维膜束3110的一端被浇注部3116固定在外壳3114内,所述中空纤维膜束3110的另一端为自由端。外部灌注型中空纤维膜组件3101中,液体从设置在外壳本体3118上的第1端口3124流入,所述液体从设置在第2盖部3122上的第3端口3122c流出,如此通水,使得液体灌注到中空纤维膜束3110的各中空纤维膜3111的膜外。在此状态下,将设置在第1盖部3120上的第2端口3120c与真空泵连接,对各中空纤维膜3111的膜内进行减压。由此,外部灌注液体
中的溶解气体吸气而被吸入各中空纤维膜3111的膜内,因而可以脱气。现有技术文献专利文献
6.[专利文献1]国际公开第2015/012293号[专利文献2]日本专利特开平6-327905号公报
技术实现要素:
发明要解决的课题
[0007]
如专利文献1、2的组件中,外壳内的中空纤维膜的填充率过高的话,中空纤维膜的填充作业变得困难,并且压力损失变高,处理效率下降。因此,一般会进行调整,使得外壳内不过度填充中空纤维膜。被导入外壳内的被处理液,虽然会被适当吸入中空纤维膜束内并得到处理,但特别是在高流量处理的情况下,较之于被导入膜束内的,在膜束外短程流过而未被充分处理的流出外壳外的被处理液量更多。
[0008]
本发明的第1课题是提供一种高处理能力的外部灌注型中空纤维膜组件,其可以抑制外壳内的被处理液的短程流路,无论被处理液向垂直方向、水平方向等任意方向流动,都可以令被处理液与中空纤维膜高效接触。
[0009]
此外,在专利文献1般的外部灌注型中空纤维膜组件中,中空纤维膜的外径较小者可以在外壳内填充更多的中空纤维膜,与被处理液的接触更高效。但是,当组件变大、中空纤维膜变长、被处理液流量变快的情况下,中空纤维膜的外径小、刚性低的话,中空纤维膜束难以在外壳内保持形状,中空纤维膜束的形状容易变乱、脱气效率会下降。
[0010]
本发明的第2课题是提供一种外部灌注型中空纤维膜组件,即使组件变大、中空纤维膜变长、被处理液流量变快,也可以确保中空纤维膜束的形状保持性,无论被处理液向垂直方向、水平方向等任意方向流动,都可以抑制脱气效率下降。
[0011]
此外,如外部灌注型中空纤维膜组件3101般的以往的外部灌注型中空纤维膜组件中,当组件变大、灌注液体的流量变快的情况下,液体易于产生偏流而没有经过外壳内的整个中空纤维膜束,导致脱气或供气的效率下降。
[0012]
本发明的第3课题是提供一种外部灌注型中空纤维膜组件,即使组件变大、灌注液体流速变快,也可以抑制外壳内的液体偏流,可以抑制脱气或供气效率下降。解决课题的手段
[0013]
本发明具有以下实施方式。[1]一种外部灌注型中空纤维膜组件,是用于从被处理液除去气体、或向被处理液供给气体的中空纤维膜组件,具备有:由多个被拉齐的中空纤维膜形成的中空纤维膜束、收纳有所述中空纤维膜束的外壳、拦阻所述中空纤维膜束和所述外壳之间的间隙中的所述被处理液流向的防短程体,所述中空纤维膜束的长度方向的至少第1端部,在各中空纤维膜的开口端保持开口的状态下,被浇注部固定在所述外壳内,
所述防短程体被设置在液体流入端口的下游侧,并且突出于所述外壳的内表面,所述液体流入端口是被处理液流入所述外壳内的所述中空纤维膜周围的端口。[2]根据[1]所述的外部灌注型中空纤维膜组件,所述中空纤维膜的格利式织物硬挺度为15mn以上。[3]根据[1]或[2]所述的外部灌注型中空纤维膜组件,所述被处理液在所述外壳内的长度方向上单向流动,并且在所述外壳内,除了所述防短程体以外,没有设置改变所述被处理液流向的隔断。[4]一种外部灌注型中空纤维膜组件,是用于从被处理液除去气体、或向被处理液供给气体的的中空纤维膜组件,具备有:由多个被拉齐的中空纤维膜形成的中空纤维膜束、收纳有所述中空纤维膜束的外壳,所述中空纤维膜束的长度方向的至少第1端部,在各中空纤维膜的开口端保持开口的状态下,被浇注部固定在所述外壳内,所述中空纤维膜的格利式织物硬挺度为15mn以上。[5]根据[1]~[3]中任意一项所述的外部灌注型中空纤维膜组件,所述防短程体围绕整个所述中空纤维膜束周围而呈现环状。[6]根据[1]~[5]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜是复合中空纤维膜;该复合中空纤维膜具备具有透气性的均质层、和支撑所述均质层的多孔质支撑层。[7]根据[1]~[6]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的外径为350μm以下。[8]根据[1]~[7]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的断裂强度为0.5n/fil以上、且断裂伸长率为50%以上。[9]根据[1]~[8]中任意一项所述的外部灌注型中空纤维膜组件,将所述外壳沿与所述中空纤维膜束的长度方向垂直的方向切断的截面上,所述外壳内的所述中空纤维膜束的填充率为20~50%。[10]根据[1]~[9]中任意一项所述的外部灌注型中空纤维膜组件,所述的多个中空纤维膜分别以在长度方向的中央部折叠成u字形的状态被捆绑,在所述第1端部处以各中空纤维膜两侧的开口端保持开口的状态下,被所述浇注部固定在所述外壳内。[11]根据[10]所述的外部灌注型中空纤维膜组件,在所述中空纤维膜束的与所述第1端部为相反侧的第2端部处,各中空纤维膜的u字形折叠端部的位置对齐为大致同一平面。[12]根据[1]~[9]中任意一项所述的外部灌注型中空纤维膜组件,多个中空纤维膜向一个方向拉齐所形成的所述中空纤维膜束的所述第1端部,和与所述第1端部为相反侧的第2端部,这两者分别被浇注部固定在所述外壳内。[13]一种外部灌注型中空纤维膜组件,具备有:由多个中空纤维膜捆绑而成的内侧形成有空洞部的筒状的中空纤维膜束,和收纳有所述中空纤维膜束的外壳,所述中空纤维膜束的长度方向的第1端部,在各中空纤维膜的端面开口的状态下,被浇注部固定在所述外壳内,
所述中空纤维膜束中的与所述第1端部为相反侧的第2端部为自由端,从所述外壳内的所述浇注部至所述第2端部侧的各中空纤维膜的膜外被灌注有液体,在所述外壳内的所述浇注部与所述第2端部之间的区域,仅设置有所述中空纤维膜束。[14]根据[1]~[13]中任意一项所述的外部灌注型中空纤维膜组件,多个所述中空纤维膜通过经纱以相互连接的状态进行捆绑。
[0014]
本发明的其他实施方式具有以下实施方式。[a1]一种外部灌注型中空纤维膜组件,是用于从被处理液除去气体、或向被处理液供给气体的中空纤维膜组件,具备有:由多个被拉齐的中空纤维膜形成的中空纤维膜束、收纳有所述中空纤维膜束的外壳、拦阻所述中空纤维膜束和所述外壳之间的间隙中的所述被处理液流向的防短程体,所述中空纤维膜束的长度方向的至少第1端部,在各中空纤维膜的开口端保持开口的状态下,被浇注部固定在所述外壳内,所述防短程体被设置在液体流入端口的下游侧,并且突出于所述外壳的内表面,所述液体流入端口是被处理液流入所述外壳内的所述中空纤维膜周围的端口。[a2]根据[a1]所述的外部灌注型中空纤维膜组件,所述防短程体围绕整个所述中空纤维膜束周围而呈现环状。[a3]根据[a1]或[a2]所述的外部灌注型中空纤维膜组件,所述中空纤维膜是复合中空纤维膜,所述复合中空纤维膜具备具有透气性的均质层、和支撑所述均质层的多孔质支撑层。[a4]根据[a1]~[a3]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的外径为350μm以下。[a5]根据[a1]~[a4]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的断裂强度为0.5n/fil以上、且断裂伸长率为50%以上。[a6]根据[a1]~[a5]中任意一项所述的外部灌注型中空纤维膜组件,将所述外壳沿与所述中空纤维膜束的长度方向垂直的方向切断的截面上,所述外壳内的所述中空纤维膜束的填充率为20~50%。[a7]根据[a1]~[a6]中任意一项所述的外部灌注型中空纤维膜组件,所述的多个中空纤维膜分别以在长度方向的中央部折叠成u字形的状态被捆绑,在所述第1端部处以各中空纤维膜两侧的开口端保持开口的状态下,被所述浇注部固定在所述外壳内。[a8]根据[a7]所述的外部灌注型中空纤维膜组件,在所述中空纤维膜束的与所述第1端部为相反侧的第2端部,各中空纤维膜的u字形折叠的端部位置是对齐的。[a9]根据[a1]~[a6]中任意一项所述的外部灌注型中空纤维膜组件,多个中空纤维膜向一个方向拉齐所形成的所述中空纤维膜束的所述第1端部,和与所述第1端部为相反侧的第2端部,两方分别被浇注部固定在所述外壳内。[a10]根据[a1]~[a9]中任意一项所述的外部灌注型中空纤维膜组件,多个所述中空纤维膜通过经纱以相互连接的状态进行捆绑。
[0015]
此外,本发明的其他实施方式具有以下的构成。[b1]一种气液分离中空纤维膜组件,具备有:由多个中空纤维膜捆绑而成的中空纤维膜束、收纳有所述中空纤维膜束的外壳,所述中空纤维膜束的长度方向的至少一方的端部,在各中空纤维膜的端面开口的状态下,被浇注部固定在所述外壳内,所述中空纤维膜的外径为350μm以下,所述中空纤维膜的格利式织物硬挺度为15mn以上。[b2]根据[b1]所述的气液分离中空纤维膜组件,是所述外壳内的各中空纤维膜的膜外被灌注有被处理液的外部灌注型。[b3]根据[b1]或[b2]所述的气液分离中空纤维膜组件,所述中空纤维膜是复合中空纤维膜,所述复合中空纤维膜具备具有透气性的均质层,和支撑所述均质层的多孔质支撑层。[b4]根据[b1]~[b3]中任意一项所述的气液分离中空纤维膜组件,所述中空纤维膜的断裂强度为0.5n/fil以上、且断裂伸长率为50%以上。[b5]根据[b1]~[b4]中任意一项所述的气液分离中空纤维膜组件,将所述外壳沿与所述中空纤维膜束的长度方向垂直的方向切断的截面上,所述外壳内的所述中空纤维膜束的填充率为20~50%。[b6]根据[b1]~[b5]中任意一项所述的气液分离中空纤维膜组件,所述的多个中空纤维膜分别以在长度方向的中央部折叠成u字形的状态下被捆绑,形成所述中空纤维膜束,所述中空纤维膜束中的与各中空纤维膜的折返部相反侧的第1端部,在各中空纤维膜的两侧端面开口的状态下,被所述浇注部固定在所述外壳内。[b7]根据[b6]所述的气液分离中空纤维膜组件,在所述中空纤维膜束的与所述第1端部为相反侧的第2端部,各中空纤维膜的端部位置是对齐的。[b8]根据[b1]~[b7]中任意一项所述的气液分离中空纤维膜组件,多个所述中空纤维膜通过经纱以相互连接的状态进行捆绑。
[0016]
此外,本发明的其他实施方式具有以下的构成。[c1]一种外部灌注型中空纤维膜组件,具备有:由多个中空纤维膜捆绑而成的内侧形成有空洞部的筒状的中空纤维膜束,和收纳有所述中空纤维膜束的外壳,所述中空纤维膜束的长度方向的第1端部,在各中空纤维膜的端面开口的状态下,被浇注部固定在所述外壳内,所述中空纤维膜束中的与所述第1端部为相反侧的第2端部为自由端,从所述外壳内的所述浇注部至所述第2端部侧的各中空纤维膜的膜外,被灌注有液体,在所述外壳内的所述浇注部与所述第2端部之间的区域,仅设置有所述中空纤维膜束。[c2]根据[c1]所述的外部灌注型中空纤维膜组件,所述中空纤维膜是复合中空纤维膜,所述复合中空纤维膜具备具有透气性的均质层,和支撑所述均质层的多孔质支撑层。[c3]根据[c1]或[c2]所述的外部灌注型中空纤维膜组件,所述中空纤维膜的外径
为350μm以下。[c4]根据[c1]~[c3]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的格利式织物硬挺度为3mn以上。[c5]根据[c1]~[c4]中任意一项所述的外部灌注型中空纤维膜组件,所述中空纤维膜的断裂强度为0.5n/fil以上、且断裂伸长率为50%以上。[c6]根据[c1]~[c5]中任意一项所述的外部灌注型中空纤维膜组件,将所述外壳沿与所述中空纤维膜束的长度方向垂直的方向切断的截面上,所述外壳内的所述中空纤维膜束的填充率为20~50%。[c7]根据[c1]~[c6]中任意一项所述的外部灌注型中空纤维膜组件,所述的多个中空纤维膜分别以在长度方向的中央部折叠成u字形的状态被捆绑,在各中空纤维膜的两侧端面开口的状态下,被所述浇注部固定在所述外壳内。[c8]根据[c1]~[c7]中任意一项所述的外部灌注型中空纤维膜组件,在所述中空纤维膜束的所述第2端部处,各中空纤维膜的端部位置是对齐的。[c9]根据[c1]~[c8]中任意一项所述的外部灌注型中空纤维膜组件,多个所述中空纤维膜通过经纱以相互连接的状态进行捆绑。发明的效果
[0017]
具有所述[1]构成的本发明的第1实施方式的外部灌注型中空纤维膜组件,可以抑制外壳内的被处理液的短程流路,令被处理液与中空纤维膜高效接触,处理能力高。
[0018]
使用具有所述[3]构成的本发明的第2实施方式的外部灌注型中空纤维膜组件的话,即使组件变大、中空纤维膜变长、被处理液流量变快,也可以确保中空纤维膜束的形状保持性,可以抑制脱气效率下降。
[0019]
使用具有所述[12]构成的本发明的第3实施方式的外部灌注型中空纤维膜组件的话,即使组件变大、灌注液体的流速变快,也可以抑制外壳内的液体偏流,可以抑制脱气或供气的效率下降。
附图说明
[0020]
[图1]表示本发明的第1实施方式的外部灌注型中空纤维膜组件的一例的截面图。[图2]图1的外部灌注型中空纤维膜组件的防短程体设置部分的放大侧视图。[图3]表示图1的外部灌注型中空纤维膜组件的制造方法的一个步骤的平面图。[图4]表示图1的外部灌注型中空纤维膜组件的制造方法的一个步骤的侧视图。[图5]表示图1的外部灌注型中空纤维膜组件的制造方法的一个步骤的截面图。[图6]表示本发明的第1实施方式的外部灌注型中空纤维膜组件的其他例子的截面图。[图7]表示本发明的例a1~a4中相对于处理流量的溶氧去除率图表的图。[图8]表示本发明的第2实施方式的外部灌注型中空纤维膜组件的一例的截面图。[图9]表示图8的外部灌注型中空纤维膜组件的制造方法的一个步骤的平面图。[图10]表示图8的外部灌注型中空纤维膜组件的制造方法的一个步骤的侧视图。[图11]表示图8的外部灌注型中空纤维膜组件的制造方法的一个步骤的截面图。[图12]表示本发明的第2实施方式的外部灌注型中空纤维膜组件的其他例子的截
面图。[图13]表示本发明的例b1~b7中相对于处理流量的溶氧去除率图表的图。[图14]表示本发明的第3实施方式的外部灌注型中空纤维膜组件的一例的截面图。[图15]表示图14的外部灌注型中空纤维膜组件中的中空纤维膜束的上侧部分的侧视图。[图16]表示图14的外部灌注型中空纤维膜组件的制造方法的一个步骤的平面图。[图17]表示图14的外部灌注型中空纤维膜组件的制造方法的一个步骤的侧视图。[图18]表示图14的外部灌注型中空纤维膜组件的制造方法的一个步骤的截面图。[图19]表示本发明的例c1~c2中相对于处理流量的溶氧去除率图表的图。[图20]表示以往的外部灌注型中空纤维膜组件的一例的截面图。[图21]表示本发明的例a5~a6中各个通水方向的溶氧去除率图表的图。[图22]表示本发明的例c3~c5中相对于处理流量的溶氧去除率图表的图。附图标记11,12,21,22,31
…
外部灌注型中空纤维膜组件,110,110a,210,210a,310
…
中空纤维膜束,110a,210a,310a
…
第1端部,110b,210b,310b
…
第2端部,111,211,311
…
中空纤维膜,111a,111c,111d
…
开口端,112,214,314
…
外壳,114
…
防短程体,116,116a,218,218a,318
…
外壳本体,118,220,320
…
第1盖部,120,222,322
…
第2盖部,122,224,324
…
第1端口,124,216,216a,216b,316
…
浇注部,128
…
间隙,220c
…
第2端口,222c
…
第3端口,230
…
第4端口,312
…
空洞部,320c
…
第2端口,322c
…
第3端口。
具体实施方式
[0021]
[第1实施方式]本发明的第1实施方式的外部灌注型中空纤维膜组件,是用于从被处理液除去气体、或向被处理液供给气体的中空纤维膜组件。本发明的第1实施方式的外部灌注型中空纤维膜组件,可用于例如喷墨打印机、彩色滤光片制造装置等的喷墨喷射装置等。以下说明本发明的第1实施方式的外部灌注型中空纤维膜组件的一例。另外,以下说明中例示的图的尺寸等只是一例,本发明的第1实施方式并不限定于此,可以在不改变其主旨的范围内实施适当变更。
[0022]
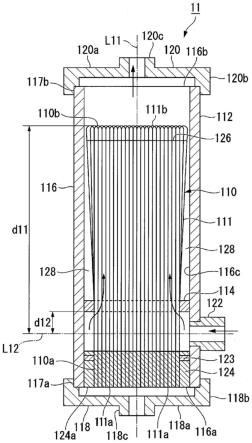
本实施方式的外部灌注型中空纤维膜组件11(以下也称为“组件11”),如图1所示,具备有中空纤维膜束110、外壳112、防短程体114。
[0023]
外壳112具备有:圆筒状的外壳本体116、设置在外壳本体116的长度方向的第1开口端116a侧的第1盖部118、设置在外壳本体116的第2开口端116b侧的第2盖部120。外壳112由外壳本体116、第1盖部118及第2盖部120构成外观为圆柱状。作为外壳,优选为如此例般的具备有圆筒状外壳本体的外观为圆柱状的外壳。另外,本发明的第1实施方式中,不限定于外观为圆柱状的外壳,也可以为例如,具备有多边筒状的外壳本体的多边柱状外观的外壳。
[0024]
外壳112的外壳本体116上靠近第1开口端116a的部分上,设置有与外壳本体116的内部连通的圆筒状的第1端口122,从外壳本体116的外周面向外侧突出。另外,第1端口122
的形状不限定于圆筒状,例如也可以为多边筒状等。
[0025]
第1盖部118具备有:圆形的平板部118a、绕着整个平板部118a的外周缘向外壳本体116侧突出的筒部118b、从平板部118a的中央部分向外侧突出的第2端口118c。外壳本体116的第1端部117a被嵌入筒部118b,第1盖部118安装在外壳本体116上。第2端口118c位于外壳112的中心轴线l11上。第2端口118c为圆筒状,用作令气体从外壳112内流出的气体流出端口、或令气体流入的气体流入端口。第2端口118c的形状不限定为圆筒状,例如也可以为多边筒状等。
[0026]
第2盖部120具备有:圆形的平板部120a、绕着整个平板部120a的外周缘向外壳本体116侧突出的筒部120b、从平板部120a的中央部分向外侧突出的圆筒状的第3端口120c。外壳本体116的第2端部117b被嵌入筒部120b,第2盖部120安装在外壳本体116上。第3端口120c位于外壳112的中心轴线l11上。第3端口120c的形状不限定于圆筒状,例如也可以为多边筒状等。此外,为了提高除去外壳112内气泡的效率,平板部120a也可以为锥形。
[0027]
组件11中,外壳112内没有设置隔断,靠近外壳本体116的第1开口端116a处设置有第1端口122,在设置于外壳本体116的第2开口端116b侧的第2盖部120上,设有第3端口120c。此例中,第1端口122为液体流入端口,第3端口120c为液体流出端口。被处理液从第1端口122流入,向着第3端口120c并在外壳112的长度方向上单向流动,外壳112内的流向不会变为反向。根据设置状况,也可以以第1端口122为液体流出端口、以第3端口120c为液体流入端口,液体流向为相反的单向通水。
[0028]
外壳112的大小可适当设定。例如,可以适当变更外壳本体116的外径和长度,圆筒状外壳本体116的情况下,外壳本体116的外径可以为3~15cm,长度可以为5~50cm。
[0029]
作为形成外壳112的材料,优选可以确保充分机械强度及耐久性的材料,可举出例如,聚碳酸酯、聚砜、聚烯烃、pvc(聚氯乙烯)、丙烯酸树脂、abs树脂、改性ppe(聚苯醚)等。作为形成外壳112的材料,可以单独使用1种,也可以2种以上并用。
[0030]
中空纤维膜束110由被拉齐的多个中空纤维膜111捆绑为圆柱状而形成。形成中空纤维膜束110的多个中空纤维膜111,分别以长度方向的中央部折叠为u字形的状态进行捆绑。中空纤维膜束110的形态不限定于圆柱状,也可以为例如,在中心部配置有空洞的状态下捆绑为圆筒状的形态。
[0031]
中空纤维膜束110收纳在外壳112内,中空纤维膜束110的长度方向的第1端部110a被束环123束缚,并在此状态下被浇注部124固定在外壳112内。在浇注部124的第1盖部118侧的端面124a上,被折叠为u字形的各中空纤维膜111两侧的开口端111a保持开口状态。中空纤维膜束110上的位于第1端部110a相反侧、由各中空纤维膜111的u形折返部构成的第2端部110b没有被固定在外壳112上,是自由端。由此,被处理液容易进入整个中空纤维膜束110的各中空纤维膜111之间,因此可以高效的进行被处理液的脱气或供气。
[0032]
本发明的第1实施方式中,优选如此例般,多个中空纤维膜分别以长度方向的中央部折叠成u字形的状态进行捆绑,各中空纤维膜两侧的开口端在保持开口的状态下被浇注部固定在外壳内。通过各中空纤维膜以此状态捆绑,即使中空纤维膜的根数较少,也容易充分提高中空纤维膜束的填充率,制造效率提升。此外,由于中空纤维膜束保持自承状态、被处理液容易进入整个中空纤维膜束的各中空纤维膜之间,可以使用多束的编织物,优选使
用中空纤维膜小束集合体,由此提升脱气或供气的效率。
[0033]
通过浇注部124,外壳本体116的第1开口端116a成堵塞状态。在外壳112内的浇注部124的端面124a的第1盖部118侧,形成有空间,所述空间与从外壳本体116内的浇注部124至第2开口端116b侧的空间由浇注部124隔开。由于中空纤维膜束110的第1端部110a上各中空纤维膜111两侧的开口端111a保持开口的状态,因此各中空纤维膜111的膜内与外壳112内浇注部124的第1盖部118侧的空间成连通状态。
[0034]
中空纤维膜束110中,各中空纤维膜111通过经纱126以相互连接的状态进行捆绑。具体的,在各中空纤维膜111的u形折返部附近的部分,在相对于中心轴线l11垂直相交的方向,即相对于各中空纤维膜111的长度方向垂直相交的方向,多个中空纤维膜111通过经纱126编织,由此各个中空纤维膜111互相连接。本发明的第1实施方式中,优选如此般将各个中空纤维膜在通过经纱互相连接的状态下捆绑。由此,即使被处理液为油墨等粘性较高的情况下,也可以抑制形成中空纤维膜束的各中空纤维膜散开,中空纤维膜束容易保持自承状态。作为多个中空纤维膜通过经纱连接的方式,并无特别限定,可举出例如,通过链式线迹型编织的方式。
[0035]
中空纤维膜束110的第2端部110b中,在外壳112的中心轴线l11方向,各中空纤维膜111的u形折返部所构成的端部111b的位置大致互相对齐成同一个面。即,各中空纤维膜111露出于浇注部124的部分的长度互相对齐。各中空纤维膜111的端部111b的位置大致对齐成同一个面指的是,相对于形成中空纤维膜束110的所有中空纤维膜111露出于浇注部124的部分的长度平均值,各中空纤维膜111的该长度的误差为
±
5%。
[0036]
本发明的第1实施方式中,优选如此般,在中空纤维膜束的第2端部中,各中空纤维膜束的u字形折叠的端部互相对齐。由此,在外壳内,容易抑制被处理液向局部偏流。此外,容易抑制中空纤维膜束的形状走样,被处理液容易进入整个中空纤维膜束,脱气或供气的效率提升。
[0037]
作为中空纤维膜111,优选在膜内的中空部与膜外之间可以透过气体的具有透气性的中空纤维膜。此外,基于强度优异的同时可以更高效进行脱气或供气的角度,作为中空纤维膜111,更优选具备具有透气性的均质层和支撑均质层的多孔质支撑层的复合中空纤维膜。作为复合中空纤维膜的结构,优选在均质层的内侧或外侧设置有多孔质支撑层的双层结构、在均质层的内侧和外侧两方均设置有多孔质支撑层的三层结构,基于强度及脱气或供气性能的角度,更优选三层结构。
[0038]
作为形成均质层的材料,可以使用公知的材料,可举出例如,硅橡胶系树脂、聚烯烃系树脂、含氟树脂、纤维素系树脂、聚苯醚、聚(4-乙烯吡啶)、聚氨酯系树脂等。这些材料可以仅使用1种,也可以2种以上组合使用。其中,作为形成均质层的材料,基于高流量灌注被处理液时的脱气或供气性能也优异、同时耐药性也优异的角度,优选聚烯烃系树脂,基于制膜性优异的角度,更优选低密度聚乙烯树脂。
[0039]
作为聚烯烃系树脂,可举出例如,乙烯与α-烯烃的共聚物、聚(4-甲基-1-戊烯)、茂金属聚乙烯、低密度聚乙烯、高密度聚乙烯、直链状低密度聚乙烯、直链状超低密度聚乙烯、聚丙烯、离聚物树脂、乙烯-醋酸乙烯共聚物、乙烯-(甲基)丙烯酸共聚物、乙烯-(甲基)丙烯
酸甲酯共聚物、改性聚烯烃等。
[0040]
作为形成多孔质支撑层的材料,可以使用公知的材料,可举出例如,聚二甲硅氧烷、硅与聚碳酸酯的共聚物等的硅橡胶系树脂;聚(4-甲基-1-戊烯)、聚(3-甲基-1-丁烯)、高密度聚乙烯、聚丙烯等的聚烯烃系树脂;聚偏二氟乙烯、聚四氟乙烯等的含氟树脂;乙基纤维素等纤维素系树脂;聚苯醚;聚(4-乙烯吡啶);聚氨酯系树脂;聚苯乙烯;聚醚醚酮;聚醚酮等。这些材料可以仅使用1种,也可以2种以上组合使用。其中,基于容易确保中空纤维膜束的自承性、可以得到制膜稳定性的角度,作为形成多孔质支撑层的材料,优选显示出与均质层同等的mfr值的高密度聚乙烯。
[0041]
多孔质支撑层的孔径优选为0.01~1μm。多孔质支撑层的孔隙率优选为30~80体积%。孔隙率在所述范围的下限值以上的话,脱气或供气的性能优异。孔隙率在所述范围的上限值以下的话,中空纤维膜的耐压性等的机械强度提升。
[0042]
中空纤维膜111的外径优选为350μm以下,更优选150~330μm,进一步优选200~300μm。中空纤维膜111的外径在所述范围内的话,外壳112内的中空纤维膜111间可以形成更高效的流路。
[0043]
中空纤维膜111的内径优选为100μm以上,更优选120~250μm,进一步优选130~200μm。中空纤维膜111的内径在所述范围内的话,外壳112内可以收纳充分根数的中空纤维膜111,容易维持脱气或供气的性能及耐久性。
[0044]
中空纤维膜111的膜厚优选为20~70μm,更优选25~55μm。中空纤维膜111的膜厚在所述上限值以下的话,在外壳112内的中空纤维膜111的内侧重复减压或加压时的耐久性优异。中空纤维膜111的膜厚在所述范围的下限值以上的话,容易维持良好的脱气或供气的性能。
[0045]
另外,中空纤维膜的膜厚根据中空纤维膜的内径与外径的差,通过下式(1)算出。中空纤维膜的膜厚=(中空纤维膜的外径-中空纤维膜的内径)/2
···
(1)中空纤维膜的内径及外径根据国际公开第2015/012293号的[0062]记载的方法测定。
[0046]
只要膜厚在所述范围内,均质层及多孔质支撑层的厚度可适当设定。均质层的厚度优选为0.3~2μm,更优选0.5~1.2μm。均质层及多孔质支撑层的厚度根据国际公开第2015/012293号的[0077]记载的方法测定。
[0047]
中空纤维膜111中,基于组件制造时的操作性的角度,优选断裂强度为0.5n/fil以上、且断裂伸长率为50%以上,更优选断裂强度为0.8~5n/fil、且断裂伸长率为70~400%,进一步优选断裂强度为1~4n/fil、且断裂伸长率为140~300%。
[0048]
另外,断裂强度指的是,在中空纤维膜的长度方向施加拉伸载荷并拉伸时的断裂值。“n/fil”指的是,将使1根中空纤维膜(1filament)断裂所需的强度以牛顿(n)表示。断裂伸长率指的是,在中空纤维膜的长度方向施加拉伸载荷并拉伸至断裂时的伸长情况。断裂强度及断裂伸长率根据国际公开第2015/012293号的[0081]记载的方法测定。具体的,使用tensilon型拉伸试验机,将1根中空纤维膜夹在试验机的卡盘部,使其长度为2cm,施加拉伸载荷,测定3次断裂强度及断裂伸长率,求出平均值。
[0049]
中空纤维膜的格利式织物硬挺度优选为15mn以上,更优选15~30mn,进一步优选18~25mn。中空纤维膜的格利式织物硬挺度在所述范围的下限值以上的话,容易确保中空纤维膜束的自承性,容易抑制脱气或供气的效率下降。中空纤维膜的格利式织物硬挺度在所述范围的上限值以下的话,形成膜束时伴随膜长变长而产生的膜走样较少,可以在拉齐的状态下形成组件。另外,中空纤维膜的格利式织物硬挺度,是使用以32根(32fil)中空纤维膜为单位折叠的7束中空纤维膜束(宽度:约25~26mm)所构成的样本,根据jis l1096 a法硬挺度(格利式)法测定。中空纤维膜的格利式织物硬挺度,可以通过调节中空纤维膜的材质、外径等进行控制。
[0050]
在外壳112内,外壳本体116的内表面116c与中空纤维膜束110部分分离,在中空纤维膜束110的周围,外壳112与中空纤维膜束110之间形成有间隙128。
[0051]
将外壳112沿与中空纤维膜束110的长度方向垂直的方向切断的截面上,外壳112内的中空纤维膜束110的填充率优选为20~50%,更优选30~45%。中空纤维膜的填充率在下限值以上的话,容易抑制外壳内的被处理液产生偏流。中空纤维膜的填充率在上限值以下的话,中空纤维膜的填充变得容易,并且压力损失降低,脱气或供气的性能提升。另外,所述填充率,是测定将外壳112沿与中空纤维膜束110的长度方向垂直的方向切断的截面上,相对于外壳112内部的截面积,所填充的形成中空纤维膜束110的各中空纤维膜111的截面积总和的比例(%)。
[0052]
组件11中,如图1及图2所示,在外壳112的外壳本体116内嵌入有圆环状的防短程体114,并且突出于外壳112的外壳本体116的内表面116c。防短程体114也可以在成形时一体形成于内表面116c。防短程体114的形状,是在外壳112的外壳本体116的内表面116c上绕一周的突起状。
[0053]
防短程体114设置在外壳112的第1端口122的下游侧,发挥阻拦被处理液在中空纤维膜束110与外壳112之间的间隙128内流动的作用。组件11中,从第1端口122流入外壳112内的被处理液的一部分进入到中空纤维膜束110的内部,剩余部分会在中空纤维膜束110与外壳112之间的间隙128向着下游侧流动。但是,由于防短程体114阻拦了中空纤维膜束110与外壳112之间的间隙128内的被处理液的流向,因此流向会变成向着径向的内侧,在进入中空纤维膜束110的内部后再向下游侧流动。如此,在中空纤维膜束110与外壳112之间的间隙128内流过的被处理液,会被防短程体114导入至中空纤维膜束110的内部,因此可以抑制被处理液在外壳112内短程流动、未得到充分处理而从第3端口120c流出。
[0054]
防短程体114优选设置在沿着外壳112的中心轴线l11的方向上,较之于位于中空纤维膜束110的下游侧的第2端部110b,更靠近第1端口122侧。此外,基于进一步提高抑制被处理液在中空纤维膜束110与外壳112之间的间隙128内短程流动的角度,更优选将防短程体114设置在第1端口122下游侧的尽可能靠近第1端口122的位置。
[0055]
从第1端口122的中心轴l12的位置至中空纤维膜束110的第2端部110b为止的距离设为d11(mm),从第1端口122的中心轴l12的位置至防短程体114为止的距离设为d12(mm)。以第1端口122为液体流入端口的情况下,d12/d11优选为0.01~0.2,更优选为0.03~0.1。d12/d11在上限值以下的话,可以避免出现仅通过中空纤维膜束外侧的短程流动。d12/d11在下限值以上的话,可以使被处理液更高效的与中空纤维膜111接触,提升组件11的处理能
力。
[0056]
组件11,既可以是分别制造出防短程体114和外壳112、将防短程体114嵌入外壳112内的形态,也可以是外壳112与防短程体114一体形成的形态。此例的防短程体114是环绕整个中空纤维膜束110周围而呈现圆环状。另外,防短程体114不限定与此形态,也可以断续的设置在中空纤维膜束110的周围。本发明的第1实施方式中,基于外壳内被处理液的短程流动抑制效果更高的角度,优选防短程体是围绕整个中空纤维膜束周围的环状。
[0057]
防短程体114的截面形状,在此例中是矩形,但不限定于矩形,也可以为三角形、半圆状等。沿着防短程体114的中心轴线l11的方向的宽度d1(图2),优选为1~10mm,更优选2~7mm。宽度d1在所述下限值以上的话,可以防止通过膜束外的短程流动。宽度d1在所述上限值以下的话,可以更高效的将被处理液导入膜束中。
[0058]
基于使得被处理液更高效地与中空纤维膜111接触的角度,防短程体114必须与中空纤维膜束110接触。防短程体114突出于外壳112的外壳本体116的内表面116c的突出高度h1(图2),优选为1~10mm,更优选2~7mm。突出高度h1在所述下限值以上的话,可以使得被处理液更高效地与中空纤维膜111接触,提升组件11的处理能力。突出高度h1在所述上限值以下的话,容易将中空纤维膜束110插入防短程体114的内侧。
[0059]
防短程体114的数量,在此例中为1个,但不限定于1个,也可以为2个以上。防短程体114的数量根据外壳112的长度设定即可。基于抑制外壳112内的被处理液短程流动效果更高的角度,优选在沿着外壳112的中心轴线l11的方向上,每隔50~200mm处设置防短程体114。
[0060]
作为形成防短程体114的材料,并无特别限定,可举出例如,聚碳酸酯、聚砜、聚烯烃、聚氯乙烯、丙烯酸树脂、abs树脂、改性聚苯醚等。其中,基于具有机械强度及耐药性的角度,形成防短程体114的材料优选为聚烯烃。防短程体114与外壳112一体形成的情况下,形成防短程体114的材料与形成外壳112的材料相同。作为形成防短程体114的材料,可以单独使用1种,也可以2种以上并用。
[0061]
组件11的制造方法并无特别限定,例如可以举出以下方法。如图3所示,将长条的中空纤维膜111a在相反方向交替重复多次折叠成u字形,制成带状的中空纤维膜片113。在中空纤维膜片113的宽度方向的两个端部侧,通过经纱126在膜片的长度方向编织中空纤维膜111a,将中空纤维膜111a的宽度方向延伸的部分互相连接。接着,如图4所示,以中空纤维膜片113的宽度方向为轴向,将中空纤维膜片113卷成圆柱状。接着,如图5所示,在设置有防短程体114及束环123的外壳本体116内,插入卷成圆柱状的中空纤维膜片113。利用离心法等公知的方法,通过浇注树脂130,将中空纤维膜片113的一端固定在外壳本体116的第1开口端116a侧。此时,中空纤维膜片113上的被浇注树脂130固定一侧的中空纤维膜111a的u形折返部、以及部分浇注树脂130突出于外壳本体116。然后,沿着外壳本体116的第1开口端116a的平面x1,将中空纤维膜片113及浇注树脂130的突出部分切除。由此,形成了折叠成u字形的各中空纤维膜111的开口端111a在保持开口的状态下、被浇注部124固定于外壳本体116的圆柱状的中空纤维膜束110。接着,在外壳本体116
的两端部安装第1盖部118及第2盖部120,由此得到组件11。
[0062]
组件11中,使被处理液从第1端口122流入外壳112的外壳本体116内,从第3端口120c流出所述被处理液。作为使被处理液从第1端口122流入外壳112内的结构,并无特别限定,既可以是在第1端口122连接泵而压送液体的结构,也可以是在第3端口120c连接泵而吸引被处理液的结构。
[0063]
例如,通过在第2端口118c连接真空泵抽真空,在各中空纤维膜111之间通过的被处理液的溶解气体被吸入中空纤维膜111的膜内,从第2端口118c流出,被处理液脱气。此外,通过在第2端口118c连接供气泵供给气体,可以通过各中空纤维膜111,向流过各中空纤维膜111之间的被处理液供给气体。
[0064]
从第1端口122流入的被处理液,会在流过外壳112内的中空纤维膜束110与外壳112之间的间隙128、绕至中空纤维膜束110的第1端口122的相反侧的同时,流入中空纤维膜束110的内部。此外,在中空纤维膜束110与外壳112之间的间隙128向着下游侧流动的被处理液被防短程体114阻挡,改变流动方向后被导入中空纤维膜束110的内部。然后,被处理液会通过中空纤维膜束110的各中空纤维膜111之间,从第3端口120c流出。如此,在组件11中,可以通过防短程体114,抑制被处理液在外壳112内的中空纤维膜束110的外侧间隙128短程流过。因此,可以使得被处理液与中空纤维膜111高效接触,对被处理液进行充分处理,因此是处理能力较高的组件。
[0065]
如以上说明的,本发明的第1实施方式的外部灌注型中空纤维膜组件中,由于在外壳内的液体流入端口的下游侧设置有防短程体,因此抑制了被处理液在外壳内的中空纤维膜束的外侧间隙短程流过。因此,即使是以高流量处理为目的的装置大型化的情况下,也可以将被处理液高效地导入中空纤维膜束的内部并与中空纤维膜接触,可以得到较高的处理能力。此外,无论被处理液向着垂直方向、水平方向等任意方向流动,都可以得到较高的处理能力。此外,本发明的第1实施方式的外部灌注型中空纤维膜组件,仅需要在外壳内设置防短程体就可以得到较高的处理能力,因此制造也简便。
[0066]
另外,本发明的第1实施方式的外部灌注型中空纤维膜组件,不限定于所述的组件11。例如,本发明的第1实施方式的外部灌注型中空纤维膜组件,也可以是在中空纤维膜束的长度方向的第1端部和第2端部两方都被浇注部固定于外壳的组件。具体的,本发明的第1实施方式的外部灌注型中空纤维膜组件,也可以是图6例示的外部灌注型中空纤维膜组件12(以下也称为“组件12”)。图6中,与图1相同部分的符号相同,省略其说明。
[0067]
组件12具备有:中空纤维膜束110a、外壳112a、防短程体114a、114b。外壳112a具备有:圆筒状的外壳本体116a、设置在外壳本体116a的长度方向的第1开口端116a侧的第1盖部118、设置在外壳本体116a的第2开口端116b侧的第2盖部120。外壳本体116a上靠近第1开口端116a的部分设置有第1端口122,靠近第2开口端116b的部分设置有用作液体流出端口或液体流入端口的第4端口132。外壳112a中,在第2盖部120上设置有代替第3端口120c的通气端口120d。
[0068]
此例中,第1端口122为液体流入端口,第4端口132为液体流出端口。被处理液从第1端口122流入,向着第4端口132并在外壳112a的长度方向上单向流动,外壳112a内的流向不会变为反向。根据设置状况,也可以以第1端口122为液体流出端口、第4端口132为液体流
入端口,液体流向为相反的单向通水。
[0069]
中空纤维膜束110a,由多个中空纤维膜111向着一个方向拉齐状态下捆绑成圆柱状而形成。中空纤维膜束110a被收纳在外壳112a内,中空纤维膜束110a的长度方向的第1端部110a和第2端部110b分别被束环123a、123b束缚,并在此状态下被浇注部124a、124b固定在外壳112a内。第1端口122和第4端口132位于外壳112a的浇注部124a与浇注部124b之间。
[0070]
外壳本体116a的第1开口端116a被浇注部124a堵住,外壳本体116a的第2开口端116b被浇注部124b堵住。在浇注部124a的第1盖部118侧的端面124b上,各中空纤维膜111的一个开口端111c保持开口的状态。在浇注部124b的第2盖部120侧的端面124c上,各中空纤维膜111的另一个开口端111d保持开口的状态。
[0071]
外壳本体116a的内表面116c与中空纤维膜束110a部分分离,在外壳112a内的中空纤维膜束110a的外侧,形成有间隙128。组件12中,在外壳112a内的第1端口122的下游侧、以及第4端口132的上流侧设置有防短程体114a、114b。在沿着外壳112a的中心轴线l11的方向上,防短程体114a的位置靠近第1端口122,防短程体114b靠近第4端口132。
[0072]
组件12中,使被处理液从第1端口122流入外壳112a内,所述被处理液从第4端口132流出。例如,通过在第2端口118c及通气端口120d连接真空泵抽真空,可以对通过各中空纤维膜111之间的被处理液进行脱气。此外,通过在第2端口118c及通气端口120d连接供气泵供给气体,可以向通过各中空纤维膜111之间的被处理液供气。
[0073]
组件12中,在外壳112a内的中空纤维膜束110a与外壳112a之间的间隙128流向下游侧的被处理液也被防短程体114a、114b阻挡,流动方向变化,被引导至中空纤维膜束110a的内部。如此,可以抑制被处理液在外壳112a内的中空纤维膜束110a外侧的间隙128短程流过,因此被处理液与中空纤维膜111高效接触,处理能力提高。
[0074]
此外,本发明的第1实施方式的外部灌注型中空纤维膜组件,也可以是组件12中的各中空纤维膜111的开口端111d被埋入浇注树脂等并被堵住的状态。此外,本发明的第1实施方式的外部灌注型中空纤维膜组件,也可以是形成中空纤维膜束的各中空纤维膜不折叠为u字形、第2端部的开口端在被埋入树脂等并被堵住的状态下为自由端。
[0075]
[第2实施方式]本发明的第2实施方式的外部灌注型中空纤维膜组件,具备有:捆绑了多个中空纤维膜的中空纤维膜束、收纳有所述中空纤维膜束的外壳。中空纤维膜束的长度方向的至少一方的端部,在各中空纤维膜的端面开口的状态下被浇注部固定在外壳内。本发明的第2实施方式的外部灌注型中空纤维膜组件中,使用格利式织物硬挺度为15mn以上的中空纤维膜。
[0076]
本发明的第2实施方式的外部灌注型中空纤维膜组件,是用于从被处理液除去气体、或向被处理液供给气体的中空纤维膜组件。本发明的第2实施方式的外部灌注型中空纤维膜组件,可以用作脱气用的组件,除去被灌注在中空纤维膜的膜外的被处理液中的气体。作为本发明的第2实施方式的外部灌注型中空纤维膜组件的用途,并无特别限定,可举出例如,喷墨打印机、彩色滤光片制造装置等的喷墨喷射装置等。
[0077]
以下说明本发明的第2实施方式的外部灌注型中空纤维膜组件的一例。另外,以下
说明中例示的图的尺寸等只是一例,本发明的第2实施方式并不限定于此,可在不改变其主旨的范围内实施适当变更。本实施方式的外部灌注型中空纤维膜组件21(以下也称为“组件21”),如图8所示,具备有中空纤维膜束210和外壳214。中空纤维膜束210被收纳在外壳214内,中空纤维膜束210的长度方向的第1端部210a被浇注部216固定在外壳214内。中空纤维膜束210上的与第1端部210a为相反侧的第2端部210b为自由端。
[0078]
外壳214具备有:圆筒状的外壳本体218、设置在外壳本体218的长度方向的第1开口端218a侧的第1盖部220、设置在外壳本体218的第2开口端218b侧的第2盖部222。外壳214由外壳本体218、第1盖部220及第2盖部222形成为圆柱状的外观。作为本发明的第2实施方式的外部灌注型中空纤维膜组件中的外壳,优选如此例般,是具备有圆筒状外壳本体的圆柱状外观的外壳。另外,本发明的第2实施方式中,不限定于外观为圆柱状的外壳,也可以为例如,具备有多边筒状外壳本体的多边柱状外观的外壳。
[0079]
在外壳214的外壳本体218上靠近第1开口端218a的部分上,设置有与外壳本体218的内部连通的第1端口224,并且从外壳本体218的外周面向外侧突出。第1端口224为圆筒状,用作被处理液流入外壳本体218内的液体流入端口。第1端口224的形状不限定于圆筒状,例如也可以为多边筒状等。
[0080]
第1盖部220具备有:圆形的平板部220a、从平板部220a的整个外周缘向外壳本体218侧突出的筒部220b、从平板部220a的中央部分向外侧突出的第2端口220c。外壳本体218的第1端部219a被嵌入筒部220b,第1盖部220被安装在外壳本体218上。第2端口220c位于外壳214的中心轴线l21上。第2端口220c为圆筒状,用作令气体从外壳214内流出的气体流出端口、或流入的气体流入端口。第2端口220c的形状不限定于圆筒状,例如也可以为多边筒状等。
[0081]
第2盖部222具备有:圆形的平板部222a、从平板部222a的整个外周缘向外壳本体218侧突出的筒部222b、从平板部222a的中央部分向外侧突出的第3端口222c。外壳本体218的第2端部219b被嵌入筒部222b,第2盖部222被安装在外壳本体218上。第3端口222c位于外壳214的中心轴线l21上。第3端口222c为圆筒状,用作令被处理液从外壳214内流出的液体流出端口。第3端口222c的形状不限定于圆筒状,例如也可以为多边筒状等。此外,平板部222a也可以是易于去除外壳214内的气泡的锥形。
[0082]
作为形成外壳214的材料,优选为可以确保充分的机械强度及耐久性的材料,可举出例如,与第1实施方式的外壳112中举出的相同的材料。作为形成外壳214的材料,可以单独使用1种,也可以2种以上并用。
[0083]
中空纤维膜束210由多个中空纤维膜211捆绑成圆柱状而形成。另外,中空纤维膜束210的形态不限定于圆柱状,也可以为例如,在中心部配置有中心管的状态下捆绑成圆筒状的形态。
[0084]
中空纤维膜束210被收纳在外壳214的外壳本体218内,中空纤维膜束210的长度方向的第1端部210a,被浇注部216固定在外壳本体218的第1开口端218a侧的端部。形成中空纤维膜束210的多个中空纤维膜211,在各自长度方向的中央部被折叠成u字形的状态下被捆绑住,在各中空纤维膜211的两侧端面211a开口的状态下被埋入浇注部216并被固定。
[0085]
本发明的第2实施方式中,优选如此例般,多个中空纤维膜分别以长度方向的中央部折叠成u字形的状态进行捆绑,在各中空纤维膜的两侧端面开口的状态下被浇注部固定在外壳内。通过各中空纤维膜以此种状态捆绑,即使中空纤维膜的根数较少,也容易充分提高中空纤维膜束的填充率,制造效率提升。此外,由于容易保持中空纤维膜束的自承状态,因此被处理液容易进入整个中空纤维膜束的各中空纤维膜间,脱气效率提升。
[0086]
位于中空纤维膜束210的第1端部210a的相反侧、由各中空纤维膜211的u形折返部构成的第2端部210b,没有被固定在外壳214上,是自由端。由此,被处理液容易进入整个中空纤维膜束210的各中空纤维膜211之间,可以高效进行被处理液的脱气。
[0087]
外壳本体218的第1开口端218a被浇注部216堵住。浇注部216的第1盖部220侧的端面216a,与外壳本体218的第1开口端218a齐平,在该浇注部216的端面216a,各中空纤维膜211的两侧端面211a成开口状态。在外壳214内的浇注部216的端面216a的第1盖部220侧,形成有空间,所述空间与从外壳本体218内的浇注部216至中空纤维膜束210的第2端部210b侧的空间由浇注部216隔开。通过各中空纤维膜211的两侧端面211a成开口状态,各中空纤维膜211的膜内、与外壳214内的浇注部216的第1盖部220侧的空间成连通状态。
[0088]
第2端口220c及第3端口222c都位于外壳214的中心轴线l21上。此外,外壳本体218的内壁面与中空纤维膜束210分离,外壳214内的中空纤维膜束210的外侧形成有空间226。
[0089]
中空纤维膜束210中,各中空纤维膜211通过经纱228以相互连接的状态进行捆绑。具体的,在各中空纤维膜211上u形折返部附近的部分,在相对于中心轴线l21垂直相交的方向,即相对于各中空纤维膜211的长度方向垂直相交的方向,多个中空纤维膜211通过经纱228编织,由此各个中空纤维膜211互相连接。本发明的第2实施方式中,优选如此般将各个中空纤维膜在通过经纱互相连接的状态下捆绑。由此,可以抑制形成中空纤维膜束210的各中空纤维膜211散开,中空纤维膜束210容易保持自承状态。当灌注的被处理液的粘性较高的情况下,中空纤维膜211特别容易散开,难以确保中空纤维膜束210的自承性。因此,通过经纱将中空纤维膜相互连接的方式,即使灌注的被处理液的粘性较高,例如被处理液为油墨等的情况下,也特别有效。作为通过经纱连接多个中空纤维膜的方式,并无特别限定,可举出例如,以链式线迹型编织的方式。
[0090]
中空纤维膜束210的第2端部210b中,在外壳214的中心轴线l21方向,各中空纤维膜211的u形折返部所构成的端部211b的位置互相对齐。即,各中空纤维膜211露出于浇注部216的部分的长度互相对齐。各中空纤维膜211的端部211b的位置对齐指的是,相对于形成中空纤维膜束210的所有中空纤维膜211露出于浇注部216的部分的长度平均值,各中空纤维膜211的该长度的误差为
±
5%。
[0091]
本发明的第2实施方式中,优选如此般,在中空纤维膜束的第2端部中,各中空纤维膜束的端部互相对齐。由此,在外壳内,容易抑制被处理液向局部偏流。此外,容易抑制中空纤维膜束的形状走样,被处理液容易进入整个中空纤维膜束,脱气效率提升。
[0092]
中空纤维膜211的外径优选为350μm以下,更优选150~330μm,进一步优选200~300μm。中空纤维膜211的外径在所述范围的上限值以下的话,外壳内可以填充更多的中空纤维膜,与被处理液的接触更高效。此外,可以在外壳214内的中空纤维膜211间形成更高效的流路。中空纤维膜211的外径在所述范围的下限值以上的话,容易维持适宜的硬挺度。
[0093]
中空纤维膜211的内径优选为100μm以上,更优选120~250μm,进一步优选130~200μm。中空纤维膜211的内径在所述范围内的话,外壳214内可以收纳充分根数的中空纤维膜211,容易维持脱气性能及耐久性。
[0094]
中空纤维膜211的膜厚优选为20~70μm,更优选25~55μm。中空纤维膜211的膜厚在所述上限值以下的话,外壳214内的中空纤维膜211的内侧重复减压时的耐久性优异。中空纤维膜211的膜厚在所述范围的下限值以上的话,容易维持良好的脱气性能。
[0095]
另外,中空纤维膜的膜厚的计算方法、中空纤维膜的内径及外径的测定方法如第1实施方式中说明的。
[0096]
中空纤维膜211的格利式织物硬挺度优选为15mn以上,进一步优选18~25mn。中空纤维膜211的格利式织物硬挺度在所述范围的下限值以上的话,容易确保中空纤维膜束的形状保持性,可以抑制中空纤维膜束的形状走样、脱气效率下降。中空纤维膜的格利式织物硬挺度在所述范围的上限值以下的话,制作组件时的操作性也良好。另外,中空纤维膜的格利式织物硬挺度的测定方法如第1实施方式中说明的。
[0097]
中空纤维膜211中,基于制造组件时的操作性的角度,优选断裂强度为0.5n/fil以上、且断裂伸长率为50%以上,更优选断裂强度为0.8~5n/fil、且断裂伸长率为70~400%,进一步更优选断裂强度为1~4n/fil、且断裂伸长率为140~300%。断裂强度及断裂伸长率的测定方法如第1实施方式中说明的。
[0098]
作为中空纤维膜211,优选在膜内的中空部与膜外之间可以透过气体的具有透气性的中空纤维膜。此外,基于强度优异、并且可以在抑制被处理液漏液的同时、更高效进行脱气的角度,作为中空纤维膜211,更优选具备具有透气性的均质层和支撑均质层的多孔质支撑层的复合中空纤维膜。作为复合中空纤维膜的结构,优选在均质层的内侧或外侧设置有多孔质支撑层的双层结构、在均质层的内侧和外侧两方均设置有多孔质支撑层的三层结构,基于强度及脱气性能的角度,更优选三层结构。
[0099]
形成均质层的材料如第1实施方式中说明的。作为第2实施方式中的形成均质层的材料,基于高流量灌注被处理液时的脱气性能也优异、同时容易确保中空纤维膜束的形状保持性的角度,优选聚烯烃系树脂,更优选聚乙烯。
[0100]
作为第2实施方式中形成均质层的聚烯烃系树脂,优选具有较高的透气性和耐药性,更优选茂金属聚乙烯。
[0101]
形成多孔质支撑层的材料如第1实施方式中说明的。基于容易确保中空纤维膜束的形状保持性的观点,作为第2实施方式中形成多孔质支撑层的材料,为了制膜的稳定性,优选具有与均质层同等的熔体流动速率(mfr)、可以得到高强度的聚乙烯。
[0102]
多孔质支撑层的孔径优选为0.01~1μm。孔径在所述范围的上限值以下的话,均质层的微细孔(透过气体的孔)内不易变湿,均质层不易劣化。孔径在所述范围的下限值以下的话,脱气性能优异。多孔质支撑层的孔隙率优选为30~80体积%。孔隙率在所述范围的下限值以上的话,脱气性能优异。孔隙率在所述范围的上限值以下的话,中空纤维膜的耐压性等的机械强度提升。
[0103]
只要膜厚在所述范围内,均质层及多孔质支撑层的厚度可适当设定。均质层及多孔质支撑层的厚度的测定方法如第1实施方式中说明的。
[0104]
将外壳214沿与中空纤维膜束210的长度方向垂直的方向切断的截面上,外壳214内的中空纤维膜束210的填充率优选为20~50%,更优选30~45%。中空纤维膜的填充率在下限值以上的话,容易抑制外壳内的被处理液产生偏流。中空纤维膜的填充率在上限值以下的话,中空纤维膜的填充变得容易,脱气性能提升。另外,所述填充率是测定将外壳214沿与中空纤维膜束210的长度方向垂直的方向切断的截面上,相对于外壳214内部的截面积,所填充的形成中空纤维膜束210的各中空纤维膜211的截面积总和的比例(%)。
[0105]
使用组件21时,使被处理液从第1端口224流入外壳214的外壳本体218内,从第3端口222c流出所述被处理液。由此,从外壳214内的浇注部216至中空纤维膜束210的第2端部210b侧的区域内,各中空纤维膜211的膜外灌注了被处理液。作为使被处理液从第1端口224流入、从第3端口222c流出的结构,并无特别限定,例如,既可以是在第1端口224连接泵而压送被处理液的结构,也可以是在第3端口222c连接泵而吸引被处理液的结构。
[0106]
从第1端口224流入的被处理液,会在流过外壳214内的中空纤维膜束210与外壳本体218的内壁面之间的空间226、绕至中空纤维膜束210的第1端口224的相反侧的同时,向着中空纤维膜束210的中心部而流入各中空纤维膜211之间,向第3端口222c侧移动。通过在第1盖部220的第2端口220c连接真空泵抽真空,通过各中空纤维膜211之间的被处理液的溶解气体被吸入中空纤维膜211的膜内,并从第2端口220c流出,因此可以对所述被处理液进行脱气。
[0107]
组件21中,外径为350μm以下且格利式织物硬挺度为15mn以上的中空纤维膜211被捆绑形成中空纤维膜束210。如此,通过捆绑特定外径以下且刚性优异的中空纤维膜211,中空纤维膜束210的形状保持性优异。因此,即使组件变大、中空纤维膜211变长、被处理液的流量变快,中空纤维膜束210的形状也难以走样,由于形状不易走样,因此可以抑制脱气性能下降。
[0108]
组件21的制造方法并无特别限定,例如可举出以下方法。例如,如图9所示,将长条的中空纤维膜211a在相反方向交替重复多次折叠成u字形,制成带状的中空纤维膜片213,在中空纤维膜片213的宽度方向的两个端部侧,通过经纱228在膜片的长度方向编织中空纤维膜211a,将中空纤维膜211a的宽度方向延伸的部分互相连接。接着,如图10所示,以中空纤维膜片213的宽度方向为轴向,将中空纤维膜片213卷成圆柱状。接着,如图11所示,将卷成圆柱状的中空纤维膜片213插入外壳本体218内,利用离心法等公知的方法,通过浇注树脂252,将中空纤维膜片213的一端固定在外壳本体218的第1开口端218a侧。此时,中空纤维膜片213上的被浇注树脂252固定一侧的中空纤维膜211a的u形折返部、以及部分浇注树脂252突出于外壳本体218。然后,沿着外壳本体218的第1开口端218a的平面x2,将中空纤维膜片213及浇注树脂252的突出部分切除,由此,形成了折叠成u字形的各中空纤维膜211的端面211a在开口的状态下被浇注部216固定在外壳本体218上的圆柱状的中空纤维膜束210。接着,在外壳本体218的两端部安装第1盖部220及第2盖部222,由此得到组件21。
[0109]
如以上说明的,本发明的第2实施方式的外部灌注型中空纤维膜组件中,格利式织
物硬挺度为15mn以上的中空纤维膜捆绑形成中空纤维膜束。通过如此使用刚性优异的中空纤维膜,即使组件变大、中空纤维膜变长,也可以确保中空纤维膜束的形状保持性,无论被处理液向垂直方向、水平方向等任意方向流动,都可以抑制脱气效率下降。
[0110]
另外,本发明的第2实施方式的外部灌注型中空纤维膜组件,不限定于所述的组件21。例如,本发明的第2实施方式的外部灌注型中空纤维膜组件也可以是:形成中空纤维膜束的各中空纤维膜不折叠成u字形,与被浇注部固定的第1端部为相反侧的第2端部,是其开口端被树脂等堵住的自由端。
[0111]
本发明的第2实施方式的外部灌注型中空纤维膜组件中,也可以是中空纤维膜束的长度方向的两个端部被浇注部固定在外壳内。
[0112]
本发明的第2实施方式的外部灌注型中空纤维膜组件,也可以是图12例示的外部灌注型中空纤维膜组件22(以下也称为“组件22”)。图12中,与图8相同部分的符号相同,省略其说明。组件22具备有:中空纤维膜束210a、外壳214a。中空纤维膜束210a收纳在外壳214a内,中空纤维膜束210a的长度方向的第1端部210a与第2端部210b分别被浇注部216a、216b固定在外壳214a内。
[0113]
外壳214a具备有:圆筒状的外壳本体218a、设置在外壳本体218a的长度方向的第1开口端218a侧的第1盖部220、设置在外壳本体218a的第2开口端218b侧的第2盖部222。外壳214a由外壳本体218a、第1盖部220及第2盖部222形成为圆柱状的外观。
[0114]
在外壳214a的外壳本体218a上的靠近第1开口端218a的部分,与外壳214同样的,设置有从外壳本体218a的外周面向外侧突出、与外壳本体218a的内部连通的第1端口224。此外,在外壳214a的外壳本体218a上的靠近第2开口端218b的部分,设置有从外壳本体218a的外周面向第1端口224的相反侧突出、与外壳本体218a的内部连通的第4端口230。第4端口230的形状并无特别限定,可举出例如,圆筒状、多边筒状等。
[0115]
中空纤维膜束210a由多个中空纤维膜211在向着一个方向拉齐的状态下捆绑成圆柱状而形成。外壳本体218a的第1开口端218a被浇注部216a堵住,中空纤维膜束210a的长度方向的第1端部210a被埋入浇注部216a而固定在外壳本体218a内的第1开口端218a侧的部分。浇注部216a的第1盖部220侧的端面216a与外壳本体218a的第1开口端218a齐平,在该浇注部216a的端面216a,各中空纤维膜211的第1开口端218a侧的端面211a成开口状态。通过各中空纤维膜211的第1开口端218a侧的端面211a为开口的状态,各中空纤维膜211的膜内与外壳214a内浇注部216a的第1盖部220侧的空间成为连通状态。
[0116]
此外,外壳本体218a的第2开口端218b被浇注部216b堵住,中空纤维膜束210a的第2端部210b被埋入浇注部216b而固定在外壳本体218a内的第2开口端218b侧的部分。浇注部216b的第2盖部222侧的端面216b与外壳本体218a的第2开口端218b齐平,在该浇注部216b的端面216b,各中空纤维膜211的第2开口端218b侧的端面211c成开口状态。通过各中空纤维膜211的第2开口端218b侧的端面211c为开口的状态,各中空纤维膜211的膜内与外壳214a内浇注部216b的第2盖部222侧的空间成为连通状态。外壳本体218a的内壁面与中空纤维膜束210a分离,在外壳214a内的中空纤维膜束210a的外侧形成有空间226。
[0117]
使用组件22时,例如,令被处理液从第1端口224流入外壳214a的外壳本体218a内,从第4端口230流出所述被处理液。由此,在外壳214a内的浇注部216a与浇注部216b之间的区域内,被处理液灌注至各中空纤维膜211的膜外。然后,在第1盖部220的第2端口220c及第2盖部222的第3端口222c连接真空泵抽真空,由此,通过各中空纤维膜211间的被处理液的溶解气体被吸入中空纤维膜211的膜内,从第2端口220c及第3端口222c流出,因此可以对所述被处理液进行脱气。
[0118]
组件22中,也是格利式织物硬挺度为15mn以上的中空纤维膜211捆绑而形成中空纤维膜束210a。如此,通过捆绑特定外径以下且刚性优异的中空纤维膜211,中空纤维膜束210a的形状保持性优异。因此,在制造或使用时,中空纤维膜束210a形状难以走样,由于形状不易走样,因此可以抑制脱气性能下降。
[0119]
[第3实施方式]本发明的第3实施方式的外部灌注型中空纤维膜组件,具备有:由多个中空纤维膜捆绑而成的内侧形成有空洞部的筒状的中空纤维膜束、收纳有所述中空纤维膜束的外壳。中空纤维膜束的长度方向的第1端部,在各中空纤维膜的端面开口的状态下,被浇注部固定在外壳内,中空纤维膜束的与第1端部为相反侧的第2端部为自由端。本发明的第3实施方式的外部灌注型中空纤维膜组件中,外壳内的浇注部与中空纤维膜束第2端部之间的区域仅设置有中空纤维膜束。
[0120]
本发明的第3实施方式的外部灌注型中空纤维膜组件,可以用作除去外部灌注液体中溶入的气体之脱气用、或者向外部灌注液体中供给气体之供气用的组件。作为本发明的第3实施方式的外部灌注型中空纤维膜组件的用途,并无特别限定,可举出例如,喷墨打印机、彩色滤光片制造装置等的喷墨喷射装置等。
[0121]
以下说明本发明的第3实施方式的外部灌注型中空纤维膜组件的一例。另外,以下说明中例示图的尺寸等只是一例,本发明的第3实施方式不限定于此,可以在不改变其主旨的范围内实施适当变更。本实施方式的第3实施方式的外部灌注型中空纤维膜组件31(以下也称为“组件31”),如图14所示,具备有中空纤维膜束310和外壳314。中空纤维膜束310被收纳在外壳314内,中空纤维膜束310的长度方向的第1端部310a被浇注部316固定在外壳314内。中空纤维膜束310的与第1端部310a为相反侧的第2端部310b为自由端。
[0122]
外壳314具备有:圆筒状的外壳本体318、设置在外壳本体318的长度方向的第1开口端318a侧的第1盖部320、设置在外壳本体318的第2开口端318b侧的第2盖部322。外壳314由外壳本体318、第1盖部320及第2盖部322形成为圆柱状的外观。作为本发明的第3实施方式的外部灌注型中空纤维膜组件中的外壳,优选如此例般,是具备有圆筒状的外壳本体的圆柱状外观的外壳。另外,本发明的第3实施方式中,不限定于外观为圆柱状的外壳,也可以是例如,具有多边筒状的外壳本体的多边柱状外观的外壳。
[0123]
在外壳314的外壳本体318的第1开口端318a附近的部分,设置有从外壳本体318的外周面向外侧突出、与外壳本体318的内部连通的第1端口324。第1端口324为圆筒状,用作令液体在外壳本体318内流出流入的液体出入端口。第1端口324的形状不限定于圆筒状,例如也可以为多边筒状等。
[0124]
第1盖部320具备有:圆形的平板部320a、绕着整个平板部320a的外周缘向外壳本体318侧突出的筒部320b、从平板部320a的中央部分向外侧突出的第2端口320c。外壳本体318的第1端部319a被嵌入筒部320b,第1盖部320安装在外壳本体318上。第2端口320c位于外壳314的中心轴线l31上。第2端口320c为圆筒状,用作令气体从外壳314内流出的气体流出端口、或者流入的气体流入端口。第2端口320c的形状不限定于圆筒状,例如也可以为多边筒状等。
[0125]
第2盖部322具备有:圆形的平板部322a、绕着整个平板部322a的外周缘向外壳本体318侧突出的筒部322b、从平板部322a的中央部分向外侧突出的第3端口322c。外壳本体318的第2端部319b被嵌入筒部322b,第2盖部322安装在外壳本体318上。第3端口322c位于外壳314的中心轴线l31上。第3端口322c为圆筒状,用作令液体在外壳314内流出流入的液体出入端口。第3端口322c的形状不限定于圆筒状,例如也可以为多边筒状等。为了更好除去外壳314内的气泡,平板部322a也可以为锥形。
[0126]
外壳314的大小可以适当设定。例如,具备有圆筒状的外壳本体318的情况下,外壳本体318的外径可以为3~15cm,长度为5~50cm,外壳本体318的外径和长度也可以适当变更。
[0127]
作为形成外壳314的材料,优选可以确保充分机械强度及耐久性的材料,可举出例如,与第1实施方式的外壳112中举出相同的。作为形成外壳314的材料,可以单独使用1种,也可以2种以上并用。
[0128]
中空纤维膜束310,如图14及图15所示,由多个中空纤维膜311捆绑成内侧有空洞部312的圆筒状而形成。中空纤维膜束310的形状优选如此例般为圆筒状。另外,中空纤维膜束310的形状不限定于圆筒状,也可以是椭圆筒状、方形等。
[0129]
中空纤维膜束310收纳在外壳314的外壳本体318内,中空纤维膜束310的长度方向的第1端部310a被浇注部316固定在外壳本体318的第1开口端318a侧的端部。形成中空纤维膜束310的多个中空纤维膜311,分别以长度方向的中央部折叠成u字形的状态进行捆绑,各中空纤维膜311的两侧的端面311a在开口的状态下被埋入浇注部316并被固定。
[0130]
本发明的第3实施方式中,优选如此例般,多个中空纤维膜分别以长度方向的中央部折叠成u字形的状态进行捆绑,各中空纤维膜的两侧端面在开口的状态下被浇注部固定在外壳内。通过各中空纤维膜以此种状态捆绑,即使中空纤维膜的根数较少,也可以充分提高中空纤维膜束的填充率,制造效率提升。此外,由于容易保持中空纤维膜束的自承状态,因此液体容易进入整个中空纤维膜束的各中空纤维膜间,脱气或供气的效率提升。
[0131]
位于中空纤维膜束310的与第1端部310a为相反侧、由各中空纤维膜311的u形折返部构成的第2端部310b,未被固定于外壳314,是自由端。由此,液体容易进入整个中空纤维膜束310的各中空纤维膜311之间,因此可以高效进行液体的脱气或供气。
[0132]
外壳本体318的第1开口端318a被浇注部316堵住。浇注部316的第1盖部320侧的端面316a与外壳本体318的第1开口端318a齐平,在该浇注部316的端面316a,各中空纤维膜311的两侧端面311a成开口状态。在外壳314内的浇注部316的端面316a的第1盖部320侧形成有空间,所述空间与从外壳本体318内的浇注部316至中空纤维膜束310的第2端部310b侧的空间由浇注部316隔开。通过各中空纤维膜311的两侧端面311a成开口状态,各中空纤维
膜311的膜内、与外壳314内的浇注部316的第1盖部320侧的空间成连通状态。
[0133]
收纳在外壳314内的中空纤维膜束310中,各中空纤维膜311绕着外壳314的中心轴线l31周围捆绑成圆筒状,在中空纤维膜束310的内侧形成圆柱状的空洞部312。空洞部312、第2端口320c及第3端口322c都位于外壳314的中心轴线l31上。此外,外壳本体318的内壁面与中空纤维膜束310分离,在外壳314内的中空纤维膜束310的外侧形成有空间326。
[0134]
组件31中,在外壳314内的浇注部316的中空纤维膜束310的第2端部310b侧的端面316b、与中空纤维膜束310的第2端部310b之间的区域,仅设置有中空纤维膜束310。即,圆筒状的中空纤维膜束310内侧的空洞部312中,什么都没有配置。由此,在整个中空纤维膜束310内,流过各中空纤维膜311间的液体无阻挡地在圆筒状中空纤维膜束310的外侧空间326与中空纤维膜束310的内侧空洞部312之间移动。
[0135]
中空纤维膜束310中,各中空纤维膜311也可以通过经纱328以相互连接的状态进行捆绑。具体地,在各中空纤维膜311的u形折返部附近的部分,在相对于中心轴线l31垂直相交的方向,即相对于各中空纤维膜311的长度方向垂直相交的方向,多个中空纤维膜311通过经纱328编织,由此各个中空纤维膜311互相连接。本发明的第3实施方式中,优选如此般将各个中空纤维膜在通过经纱互相连接的状态下捆绑。由此,可以抑制形成中空纤维膜束310的各中空纤维膜311散开,中空纤维膜束310容易保持自承状态。灌注液体的粘性较高时,中空纤维膜311特别容易散开,难以确保中空纤维膜束310的自承性。因此,通过经纱连接中空纤维膜的方式,在灌注液体的粘性较高的情况下,例如液体为油墨等时特别有效。作为通过经纱连接多个中空纤维膜的方式,并无特别限定,可举出例如,通过链式线迹型编织的方式。
[0136]
中空纤维膜束310的第2端部310b中,在外壳314的中心轴线l31方向,各中空纤维膜311的u形折返部构成的端部311b的位置互相对齐。即,各中空纤维膜311露出于浇注部316的部分的长度互相对齐。各中空纤维膜311的端部311b的位置对齐指的是,相对于形成中空纤维膜束310的所有中空纤维膜311露出于浇注部316的部分的长度平均值,各中空纤维膜311的该长度的误差为
±
5%。
[0137]
本发明的第3实施方式中,优选如此般,在中空纤维膜束的第2端部,各中空纤维膜束的端部互相对齐。由此,容易抑制液体在外壳内局部偏流。此外,容易抑制中空纤维膜束的形状走样,液体容易进入整个中空纤维膜束,脱气或供气的效率提升。
[0138]
作为中空纤维膜311,优选在膜内的中空部和膜外之间可以透过气体的具有透气性的中空纤维膜。此外,基于强度优异的同时、可以更高效进行脱气或供气的角度,作为中空纤维膜311,更优选具备具有透气性的均质层和支撑均质层的多孔质支撑层的复合中空纤维膜。作为复合中空纤维膜的结构,优选在均质层的内侧或外侧设置有多孔质支撑层的双层结构、在均质层的内侧和外侧两方都设置有多孔质支撑层的三层结构,基于强度及脱气或供气性能的角度,更优选三层结构。
[0139]
形成均质层的材料如第1实施方式中说明的。作为第3实施方式中形成均质层的材料,基于高流量灌注液体时的脱气或供气性能优异的同时、耐药性也优异的角度,优选为聚烯烃系树脂,基于制膜性优异,更优选低密度聚乙烯树脂。
[0140]
形成多孔质支撑层的材料如第1实施方式中说明的。基于容易确保中空纤维膜束
的自承性的角度,作为第3实施方式中形成均质层的材料,优选显示出与均质层同等mfr值的高密度聚乙烯。
[0141]
多孔质支撑层的孔径优选为0.01~1μm。多孔质支撑层的孔隙率优选为30~80体积%。孔隙率在所述范围的下限值以上的话,脱气或供气的性能优异。孔隙率在所述范围的上限值以下的话,中空纤维膜的耐压性等的机械强度提升。
[0142]
中空纤维膜311的外径优选为350μm以下,更优选150~330μm,进一步优选200~300μm。中空纤维膜311的外径在所述范围内的话,外壳314内的中空纤维膜311间可以形成更高效的流路。
[0143]
中空纤维膜311的内径优选为100μm以上,更优选120~250μm,进一步优选130~200μm。中空纤维膜311的内径在所述范围内的话,外壳314内可以收纳充分根数的中空纤维膜311,容易维持脱气或供气的性能及耐久性。
[0144]
中空纤维膜311的膜厚优选20~70μm,更优选25~55μm。中空纤维膜311的膜厚在所述上限值以下的话,外壳314内中空纤维膜311的内侧重复减压或加压时的耐久性优异。中空纤维膜311的膜厚在所述范围的下限值以上的话,容易维持良好的脱气或供气的性能。
[0145]
另外,中空纤维膜的膜厚的计算方法、中空纤维膜的内径及外径的测定方法如第1实施方式中说明的。
[0146]
只要膜厚在所述范围内,均质层及多孔质支撑层的厚度可适当设定。均质层的厚度优选为0.3~2μm,更优选0.5~1.2μm。均质层及多孔质支撑层的厚度的测定方法如第1实施方式中说明的。
[0147]
中空纤维膜311中,基于制造组件时操作性的角度,优选断裂强度为0.5n/fil以上、且断裂伸长率为50%以上,更优选断裂强度为0.8~5n/fil、且断裂伸长率为70~400%,进一步优选断裂强度为1~4n/fil、且断裂伸长率为140~300%。断裂强度及断裂伸长率的测定方法如第1实施方式中说明的。
[0148]
将外壳314沿与中空纤维膜束310的长度方向垂直的方向切断的截面上,外壳314内的中空纤维膜束310的填充率优选为20~50%,更优选30~45%。中空纤维膜的填充率在下限值以上的话,容易抑制外壳内液体偏流。中空纤维膜的填充率在上限值以下的话,中空纤维膜的填充变得容易,脱气或供气的性能提升。另外,所述填充率是测定将外壳314沿与中空纤维膜束310的长度方向垂直的方向切断的截面上,相对于外壳314内部的截面积,所填充的形成中空纤维膜束310的各中空纤维膜311的截面积总和的比例(%)。
[0149]
中空纤维膜的格利式织物硬挺度优选为10mn以上,更优选15~30mn,进一步优选18~25mn。中空纤维膜的格利式织物硬挺度在所述范围的下限值以上的话,容易确保中空纤维膜束的自承性,容易抑制脱气或供气的效率下降。中空纤维膜的格利式织物硬挺度在所述范围的上限值以下的话,形成膜束时伴随膜长变长而出现的膜走样较少,可以在拉齐状态下形成组件。另外,中空纤维膜的格利式织物硬挺度的测定方法如第1实施方式中说明的。
[0150]
组件31的制造方法并无特别限定,可举出例如以下的方法。例如,如图16所示,将长条的中空纤维膜311a在相反方向交替重复多次折叠成u字
形,制成带状的中空纤维膜片313,在中空纤维膜片313宽度方向的两个端部侧,通过经纱328在膜片的长度方向编织中空纤维膜311a,将中空纤维膜311a的宽度方向延伸的部分互相连接。接着,如图17所示,将中空纤维膜片313卷在圆柱状芯棒350上。如图18所示,将卷在芯棒350上的状态下的中空纤维膜片313插入外壳本体318内,抽出芯棒350后,利用离心法等公知的方法,用浇注树脂352将中空纤维膜片313的一端固定在外壳本体318的第1开口端318a侧。此时,中空纤维膜片313上的被浇注树脂352固定一侧的中空纤维膜311a的u形折返部、与部分浇注树脂352突出于外壳本体318。然后,沿着外壳本体318的第1开口端318a的平面x3,将中空纤维膜片313及浇注树脂352的突出部分切除,由此,折叠成u字形的各中空纤维膜311的端面311a在开口的状态下,被浇注部316固定于外壳本体318,形成内侧有空洞部312的圆筒状的中空纤维膜束310。接着,在外壳本体318的两端部安装第1盖部320及第2盖部322,由此得到组件31。
[0151]
以下说明组件31的作用机制。组件31可例如如下使用。组件31中,令液体从第1端口324流入外壳314的外壳本体318内,从第3端口322c流出所述液体。由此,从外壳314内的浇注部316至中空纤维膜束310的第2端部310b侧的区域,液体被灌注至各中空纤维膜311的膜外。作为令液体从第1端口324流入、从第3端口322c流出的结构,并无特别限定,例如,可以在第1端口324连接泵并压送液体,也可以在第3端口322c连接泵并吸引液体。
[0152]
从第1端口324流入的液体,会在流过外壳314内的中空纤维膜束310与外壳本体318的内壁面之间的空间326、绕至中空纤维膜束310的第1端口324的相反侧的同时,从中空纤维膜束310的外侧向着内侧的空洞部312流过各中空纤维膜311之间。例如,通过在第1盖部320的第2端口320c连接真空泵抽真空,流过各中空纤维膜311之间的液体的溶解气体被吸入中空纤维膜311的膜内并从第2端口320c流出,因此可以对所述液体进行脱气。此外,通过在第1盖部320的第2端口320c连接供气泵并供给气体,可以通过各中空纤维膜311,向流过各中空纤维膜311之间的液体供气。
[0153]
组件31中,在外壳314内的浇注部316与中空纤维膜束310的第2端部310b之间的区域,仅设置有中空纤维膜束310,在圆筒状中空纤维膜束310内侧的空洞部312中什么都没有配置。由此,在外壳314内的整个中空纤维膜束310内,流过各中空纤维膜311间的液体可以无遮挡地在中空纤维膜束310的外侧空间326至内侧空洞部312顺畅移动。因此,即使组件变大、灌注液体的流速变快,整个中空纤维膜束310中,液体也容易从中空纤维膜束310的外侧空间326流向内侧空洞部312。因此,可以抑制外壳314内液体在空间326的部分偏流,因而可以抑制脱气或供气的效率下降。
[0154]
如以上所说明的,本发明的第3实施方式的外部灌注型中空纤维膜组件中,在外壳内的浇注部与中空纤维膜束的第2端部之间的区域,仅设置有中空纤维膜束。由此,在整个中空纤维膜束内,在筒状中空纤维膜束的外侧与中空纤维膜束内侧的空洞部之间,液体可以无遮挡地通过各中空纤维膜间进行移动,因此即使组件变大、灌注液体的流速变快,也可以抑制外壳内的液体偏流,可以抑制脱气或供气的效率下降。
[0155]
另外,本发明的第3实施方式的外部灌注型中空纤维膜组件不限定于所述的组件31。例如,本发明的第3实施方式的外部灌注型中空纤维膜组件也可以是:形成中空纤维膜束的各中空纤维膜未折叠成u字形,与被浇注部固定的第1端部为相反侧的第2端部,其开口
端被埋入树脂等,在堵住状态下为自由端。
[0156]
本发明的外部灌注型中空纤维膜组件,也可以是第1实施方式与第2实施方式的组合,还可以是第1实施方式与第3实施方式的组合,可以是第2实施方式与第3实施方式的组合,也可以是第1实施方式、第2实施方式和第3实施方式的组合。
[0157]
以下通过实施例具体说明本发明,但本发明不限定于以下的记载。[熔体流动速率(mfr)]树脂的mfr根据astm d1238的e条件,于试验温度190℃、试验荷重21.18n测定。
[0158]
[格利式织物硬挺度]使用格利式硬挺度试验机,根据jis l 1096a法测定中空纤维膜的格利式织物硬挺度。以32根(32fil)中空纤维膜为单位折叠的7束中空纤维膜束为测定样本,测定样本的尺寸为宽度25~26mm、长度51mm。
[0159]
[例a1]制作与图1例示的组件11相同实施方式的外部灌注型中空纤维膜组件。作为中空纤维膜111,使用的是:在由茂金属低密度聚乙烯树脂(mfr:1.0g/10分)形成的均质层的内侧和外侧,具备有由高密度聚乙烯树脂(mfr:1.35g/10分)形成的多孔质支撑层的三层结构的复合中空纤维膜。复合中空纤维膜的外径为197μm,内径为133μm,膜厚为32μm。复合中空纤维膜的格利式织物硬挺度为5mn。外壳112的外壳本体116的内径为52mm。中空纤维膜束110被浇注部124固定在外壳112内,有效膜面积为1.42m2。将外壳112沿与中空纤维膜束110的长度方向垂直的方向切断的截面上,外壳112内的中空纤维膜束110的填充率为30%。作为防短程体114,使用的是沿着中心轴线l11的方向的宽度d1为5mm、内径为46mm、突出高度h1为3mm的截面形状为矩形的环。从第1端口122的中心轴l12的位置至防短程体114为止的距离d12为9mm,d12/d11为0.075。
[0160]
[例a2]变更复合中空纤维膜的外径为283μm、内径为199μm、格利式织物硬挺度为20mn、通过浇注部124固定在外壳112内的中空纤维膜束110的有效膜面积为1.15m2、外壳112内的中空纤维膜束110的填充率为30%,除此以外,与例a1同样的制作外部灌注型中空纤维膜组件。
[0161]
[例a3]除了外壳内没有设置防短程体以外,与例a1同样的制作外部灌注型中空纤维膜组件。
[0162]
[例a4]除了外壳内没有设置防短程体以外,与例a2同样的制作外部灌注型中空纤维膜组件。
[0163]
[脱气性能的评价]对各例的外部灌注型中空纤维膜组件进行通水,水从第1端口(液体流入端口)流入,从第3端口(液体流出端口)流出,在第2端口(通气端口)连接真空泵,以真空度-88kpa进行减压脱气。水的温度为25℃。外部灌注的水的流量变化为250、500、750、1000、1250、1500ml/min,测定各个流量下脱气后的处理水中的溶氧去除率。
分别用光学式do meter fd 0925(central kagaku公司)测定脱气处理前的原水的溶氧量m1(mg/l)和脱气处理后的处理水的溶氧量m2(mg/l),根据下式(2)求得溶氧去除率。溶氧去除率(%)=[(m
1-m2)/m1]
×
100
···
(2)结果如图7所示。
[0164]
如图7所示,满足设置有防短程体、以及中空纤维膜的格利式织物硬挺度为15mn以上中的任意一方或两方的例a1、a2、a4的组件中,较之于没有设置防短程体、中空纤维膜的格利式织物硬挺度不足15mn的例a3的组件,处理水的溶氧去除率高,脱气性能高。
[0165]
[例a5]外壳本体116的内径为48mm、防短程体114的内径为46mm、突出高度h1为3mm,中空纤维膜束110的有效膜面积为1.63m2、d12/d11为0.060,除此以外,与例a1同样的制作外部灌注型中空纤维膜组件。
[0166]
[例a6]变更复合中空纤维膜的外径为283μm、内径为199μm、格利式织物硬挺度为20mn、中空纤维膜束110的有效膜面积为1.21m2,除此以外,与例a5同样的制作外部灌注型中空纤维膜组件。
[0167]
[例a7]除了外壳内没有设置防短程体以外,与例a5同样的制作外部灌注型中空纤维膜组件。
[0168]
[例a8]除了外壳内没有设置防短程体以外,与例a6同样的制作外部灌注型中空纤维膜组件。
[0169]
[脱气性能的评价]对各例的外部灌注型中空纤维膜组件进行通水,水从液体流入端口流入,从液体流出端口流出,在第2端口(通气端口)连接真空泵,以真空度-88kpa进行减压脱气。水的温度为25℃。外部灌注的水的流量为1500ml/min。测定通水方式如下的试验(i)~(iv)中,各个流量下的脱气后的处理水中的溶氧去除率。溶氧去除率根据所述式(2)求得。
[0170]
试验(i):将组件纵向设置使第1端口122在下侧,第3端口120c在上侧,第1端口122为液体流入端口,第3端口120c为液体流出端口,进行通水(上流(upflow),侧入(side in))。试验(ii):将组件纵向设置使第3端口120c在下侧,第1端口122在上侧,第3端口120c为液体流入端口,第1端口122为液体流出端口,进行通水(上流(upflow),上入(cap in))。试验(iii):将组件横向设置使第1端口122与第3端口120c都为水平方向,第1端口122为液体流入端口,第3端口120c为液体流出端口,进行通水(侧流(side flow),侧入(side in))。试验(iv):将组件横向设置使第1端口122与第3端口120c都为水平方向,第3端口120c为液体流入端口,第1端口122为液体流出端口,进行通水(侧流(side flow),上入(cap in))。
结果如图21所示。
[0171]
如图21所示,满足设置有防短程体、以及中空纤维膜的格利式织物硬挺度为15mn以上中的任意一方或两方的例a5、a6、a8的组件中,较之于没有设置防短程体、中空纤维膜的格利式织物硬挺度不足15mn的例a7的组件,试验(i)~(iv)中的任意一个中,处理水的溶氧去除率都较高、脱气性能高,各试验方法的溶氧去除率的差异较少。如此,例a5、a6、a8的组件中,无论被处理液在垂直方向流动还是在水平方向流动,脱气性能都较高。
[0172]
[制造例b1]作为形成均质层的材料,使用茂金属低密度聚乙烯(mfr:1.0g/10分),作为形成多孔质支撑层的材料,使用高密度聚乙烯(mfr:1.35g/10分),制造出在均质层的内侧和外侧两方均具备有多孔质支撑层的三层结构的复合中空纤维膜a。复合中空纤维膜的外径为197μm,内径为133μm,膜厚为32μm。得到的复合中空纤维膜a的格利式织物硬挺度为5mn。
[0173]
[制造例b2、b3]除了将形成均质层及多孔质支撑层的材料、以及中空纤维膜的外径、内径及膜厚变更为表1所示以外,与制造例b1同样的制造复合中空纤维膜b~c。得到的复合中空纤维膜b、c的格利式织物硬挺度如表1所示。
[0174]
[制造例b4]作为形成均质层的材料,使用线状低密度聚乙烯(mfr:18.5g/10分),作为形成多孔质支撑层的材料,使用高密度聚乙烯(mfr:5.2g/10分),制造出在均质层的内侧与外侧两方均具备有多孔质支撑层的三层结构的复合中空纤维膜d。复合中空纤维膜d的外径为284μm,内径为206μm,膜厚为39μm。得到的复合中空纤维膜d的格利式织物硬挺度为12mn。
[0175]
[表1]
[0176]
[例b1]制作图8例示的组件21。作为中空纤维膜211,使用复合中空纤维膜b。外壳本体218的内径为30mm,填充的高度135mm、有效膜面积0.46m2的圆柱状的中空纤维膜束210的填充
率为30%,固定在外壳214内。
[0177]
[例b2]将中空纤维膜211变更为复合中空纤维膜c,填充的高度135mm、有效膜面积0.43m2的圆柱状的中空纤维膜束210的填充率为30%,固定在外壳214内,除此以外,与例b1同样的制作外部灌注型中空纤维膜组件。
[0178]
[例b3~b5]将中空纤维膜211变更为复合中空纤维膜a,中空纤维膜束210的直径、高度、有效膜面积及填充率变更为表2所示,除此以外,与例b1同样的制作外部灌注型中空纤维膜组件。
[0179]
[例b6~b7]将中空纤维膜211变更为复合中空纤维膜d,中空纤维膜束210的直径、高度、有效膜面积及填充率变更为表2所示,除此以外,与例b1同样的制作外部灌注型中空纤维膜组件。
[0180]
[表2][表2]
[0181]
[脱气性能的评价]对于各例的外部灌注型中空纤维膜组件,实施从第1端口流入水、从第3端口流出水的通水,在第2端口连接真空泵并进行真空度100torr的减压脱气。水的温度为25℃。外部灌注的水的流量变化为100、200、300、400ml/min,测定各个流量下的脱气后的处理水中的溶氧去除率。溶氧去除率根据所述式(2)求得。结果如图13所示。
[0182]
如图13所示,使用格利式织物硬挺度为15mn以上的中空纤维膜形成中空纤维膜束的例b1、b2的外部灌注型中空纤维膜组件中,较之于使用了格利式织物硬挺度不足15mn的中空纤维膜的例b3~b7的外部灌注型中空纤维膜组件,即使被处理水的流量较高,溶氧去除率也很高,脱气性能优异。
[0183]
[例c1]制作图14例示的组件31。作为中空纤维膜311,使用三菱化学公司制的复合中空纤维膜(产品名“mhf130epe”)。外壳本体318的内径为52mm。使用直径10mm的芯棒350,制成内侧形成有直径10mm的圆柱状空洞部312的圆筒状的中空纤维膜束310,用浇注部316固定在外壳314内,有效膜面积为1.45m2。将外壳314沿与中空纤维膜束310的长度方向垂直的方向切断的截面上,外壳314内的中空纤维膜束310的填充率为28%。
[0184]
[例c2]制作除了中空纤维膜束从圆筒状变为圆柱状、内侧没有形成空洞部以外,与例c1的组件31为同样实施方式的图20例示的外部灌注型中空纤维膜组件3101。将外壳3114沿与中空纤维膜束3110的长度方向垂直的方向切断的截面上,外壳3114内的中空纤维膜束3110的填充率与例c1的填充率相同。
[0185]
[例c3]外壳本体318的内径为48mm,作为中空纤维膜,使用外径为283μm、内径为199μm、格利式织物硬挺度为20mn的与例a2相同的复合中空纤维膜,制为内侧没有形成空洞部的圆柱状的有效膜面积为1.21m2的中空纤维膜束,中空纤维膜束的填充率为30%,除此以外,与例c1同样的制作外部灌注型中空纤维膜组件。
[0186]
[例c4]外壳本体318的内径为48mm,作为中空纤维膜,使用外径为283μm、内径为199μm、格利式织物硬挺度为20mn的与例a2相同的复合中空纤维膜,内侧形成有直径10mm圆柱状空洞部312的圆筒状中空纤维膜束的填充率为30%,除此以外,与例c1同样的制作外部灌注型中空纤维膜组件。
[0187]
[例c5]外壳本体318的内径为48mm,作为中空纤维膜,使用外径为197μm、内径为133μm、格利式织物硬挺度为5mn的与例a1相同的复合中空纤维膜,制为内侧没有形成空洞部的圆柱状的有效膜面积为1.63m2的中空纤维膜束,中空纤维膜束的填充率为30%,除此以外,与例c1同样的制作外部灌注型中空纤维膜组件。
[0188]
[脱气性能的评价]对于各例的外部灌注型中空纤维膜组件,实施从第1端口流入水、从第3端口流出水的通水,在第2端口连接真空泵并进行真空度-88kpa减压脱气。水的温度为25℃。外部灌注的水的流量变化为250、500、750、1000、1250、1500ml/min,测定各个流量下的脱气后的处理水中的溶氧去除率。溶氧去除率根据所述式(2)求得。例c1及例c2的结果如图19所示,例c3~c5的结果如图22所示。
[0189]
如图19所示,具备有内侧形成有空洞部的中空纤维膜束、外壳内的浇注部与中空纤维膜束第2端部之间的区域仅设置中空纤维膜束的例c1的外部灌注型中空纤维膜组件中,较之于具备有圆柱状的内侧没有形成空洞部的中空纤维膜束的例c2的外部灌注型中空纤维膜组件,处理水的溶氧去除率高、脱气性能高。
[0190]
如图22所示,中空纤维膜的格利式织物硬挺度为15mn以上、中空纤维膜束中无空洞部的例c3,以及中空纤维膜的格利式织物硬挺度为15mn以上、中空纤维膜束中有空洞部
的例c4的组件中,较之于中空纤维膜的格利式织物硬挺度不足15mn、中空纤维膜束中没有空洞部的例c5的组件,处理水的溶氧去除率高、脱气性能高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1