一种内环氧外3PE生产线中频加热控制方法和生产系统与流程
一种内环氧外3pe生产线中频加热控制方法和生产系统
技术领域
1.本发明涉及管材防腐技术领域,具体为一种内环氧外3pe生产线中频加热控制方法和生产系统。
背景技术:
2.本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
3.内环氧外3pe防腐管材,依次经过钢管—外除锈—内除锈—中频加热(或燃烧炉加热)—内环氧防腐—中频加热—外环氧底层喷涂—胶粘剂缠绕—pe层缠绕—冷却—两端涂层坡口—包装、印字—检验、入库的过程完成生产,整个过程分别加工内环氧层和外epe层,因此需要对钢管进行两次加热,总体能耗较高,并且在内环氧层生产时,由于管材的长条形结构限制使得整体温度分布不均匀(管材前端先生产先降温,温度较低;管材后端后生产后降温,温度较高),因此无法直接进行外层的3pe防腐。
4.针对上述问题,现有技术中的生产方式为:在内环氧层生产完毕后,采用风冷或自然冷却方式给管体整体降温至室温使其温度恢复均匀后,再进行外3pe防腐,而外3pe防腐时又需要将钢管重新从室温加热至工艺温度进行防腐后再冷却,造成整体加热能耗较高。
技术实现要素:
5.为了解决上述背景技术中存在的技术问题,本发明提供一种内环氧外3pe生产线中频加热控制方法和生产系统,利用钢管自身的参数、钢管内环氧层的温度(作为外3pe层的初始温度)、中频加热的理论支撑以及实际生产积累的经验进行结合,确定外3pe层生产使用的中频加热装置的设定功率,能够应对内环氧层生产完毕后的温度不均匀的情况,利用内环氧层生产完毕后的余热作为后续外3pe层加热提供部分热量,从而实现节能的目的。
6.为了实现上述目的,本发明采用如下技术方案:
7.本发明的第一个方面提供一种内环氧外3pe生产线中频加热控制方法,包括:
8.根据钢管重量得到钢管加热至工艺需求温度
△
t所需的热量q,获得钢管被生产线带动通过中频加热装置时的速度和时间,并基于q得到钢管加热至工艺温度t1时中频加热装置的理论功率p,根据中频加热效率确定中频加热装置的设定功率p1;
9.获得钢管进行外3pe生产时的初始温度t1和经过中频加热装置加热后的实际温度t3,t1与t3的差值为工艺适应温度
△
t1,t1与t2的差值为工艺需求温度
△
t;
10.当0≤
△
t1≤20,则中频加热装置的实际控制功率p2=p1;
11.当t3<t1,则p2=p1+p1*
△
t1/
△
t;
12.当t3-t1>20,则p2=p1-p1*
△
t1/
△
t。
13.根据钢管的长度、内径、外径、壁厚和密度得到钢管重量。
14.根据钢管重量和钢管对应材质的比热,得到钢管加热至工艺需求温度
△
t所需的热量q。
15.钢管加热至工艺温度t1时中频加热装置的理论功率p,为钢管加热至工艺需求温度
△
t所需的热量q,与钢管被生产线带动通过中频加热装置时间s之间的比值,即p=q/s。
16.中频加热装置的设定功率p1为,理论功率p与中频加热效率之间的比值。
17.本发明的第二个方面提供实现上述加热方法的生产系统,包括:
18.上料区,一端连接内环氧加热装置,接收待加工的钢管送入内环氧加热装置中实现内环氧层生产时的加热;
19.传送线,两端分别设有内环氧加热装置和外3pe加热装置,将经过内环氧生产后的钢管送入外3pe加热装置,实现外3pe层生产时的加热。
20.内环氧加热装置和外3pe加热装置均具有保温层,外3pe加热装置为中频加热装置。
21.传送线上设有测速仪,用于获取钢管被传送线带动通过外3pe加热装置时的速度。
22.传送线上设有温度传感器,分别获取钢管内环氧层生产完毕进入外3pe加热装置前的温度,作为初始温度t1;钢管经过外3pe加热装置后的温度,作为实际温度t3。
23.与现有技术相比,以上一个或多个技术方案存在以下有益效果:
24.应用在内环氧层生产完毕后到外3pe层加热之间,此时的钢管通过传输线运输经过中频加热装置加热至工艺温度进行外3pe层的生产,期间利用钢管自身的参数、钢管内环氧层的温度(作为外3pe层的初始温度)、中频加热的理论支撑以及实际生产积累的经验进行结合,确定外3pe层生产使用的中频加热装置的设定功率,能够应对内环氧层生产完毕后的温度不均匀的情况,利用内环氧层生产完毕后的余热作为后续外3pe层加热提供部分热量,从而实现节能的目的。
附图说明
25.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
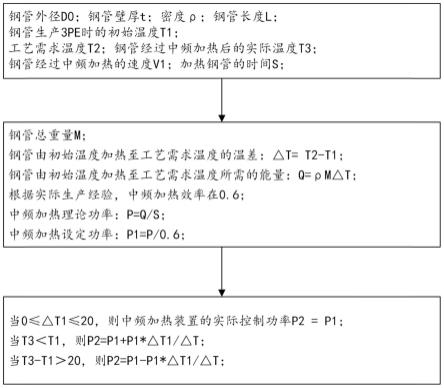
26.图1为本发明一个或多个实施例提供的内环氧外3pe生产线中频加热控制流程示意图。
具体实施方式
27.下面结合附图与实施例对本发明作进一步说明。
28.应该指出,以下详细说明都是示例性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
29.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
30.正如背景技术中所描述的,内环氧外3pe管材生产中,内环氧层采用中频加热生产完毕后的温度不均匀,导致外3pe层生产时需要先将管材降温至室温恢复均匀,再重新加热至工艺温度以进行3pe层的生产,导致产线总体能耗较高。
31.因此以下实施例给出一种内环氧外3pe生产线中频加热控制方法,利用钢管自身的参数、钢管内环氧层的温度(作为外3pe层的初始温度)、中频加热的理论支撑以及实际生产积累的经验进行结合,确定外3pe层生产使用的中频加热装置的设定功率,能够应对内环氧层生产完毕后的温度不均匀的情况,利用内环氧层生产完毕后的余热作为后续外3pe层加热提供部分热量,从而实现节能的目的。
32.实施例一:
33.如图1所示,一种内环氧外3pe生产线中频加热控制方法,包括以下步骤:
34.根据钢管重量得到钢管加热至工艺需求温度
△
t所需的热量q,获得钢管被生产线带动通过中频加热装置时的速度和时间,并基于q得到钢管加热至工艺温度t1时中频加热装置的理论功率p,根据中频加热效率确定中频加热装置的设定功率p1;
35.获得钢管进行外3pe生产时的初始温度t1和经过中频加热装置加热后的实际温度t3,t1与t3的差值为工艺适应温度
△
t1,t1与t2的差值为工艺需求温度
△
t;
36.当0≤
△
t1≤20,则中频加热装置的实际控制功率p2=p1;
37.当t3<t1,则p2=p1+p1*
△
t1/
△
t;
38.当t3-t1>20,则p2=p1-p1*
△
t1/
△
t。
39.上述方法依据以下原理:
40.1.利用钢管内环氧防腐后的热量,将内环氧加热装置与3pe加热装置之间的距离缩短,即:内环氧下线与外3pe上管区为一体式布置;减少内环氧防腐后钢管热量的散失。
41.2.利用钢管工艺需求温度与实际温度的温度差来控制中频加热装置的参数,再通过3pe加热后钢管实际测量温度与工艺温度之间的偏差进行自动校正中频参数;既能实现中频实时控制又能实现自动校正的功能,使钢管加热温度更均匀。
42.3.根据钢管通过中频位置的速度实现自动调节中频参数的功能。
43.4.根据钢管加热需求的比热容,计算钢管加热需求能量,再结合中频加热效率计算中频参数。将以上数据结合建立一套参数计算的模型,实现中频参数自动控制又充分利用钢管余热以实现节能的目的。
44.在实际生产中内环氧防腐后的温度随着时间的变化逐渐降低的,钢管经过中频前的温度可以通过测温仪进行测量,即:钢管生产3pe时的初始温度用t1。此外已知的参数如:钢管外径d0,钢管实际壁厚t;密度ρ;钢管长度l;工艺需求温度t2;钢管由初始温度加热至工艺温度的能量q;钢管经过中频加热的理论功率p;中频设定功率p1;中频实际控制功率用p2;钢管经过中频加热后的实际温度t3;钢管经过中频的速度可以使用测速仪测试,用v1表示,加热钢管的时间用s表示;钢管总重量为m。
45.关于内环氧外3pe生产线,钢管预处理后先经过内环氧层加热装置生产内环氧层,再通过外3pe层加热装置生产外3pe层,其中的内环氧层加热装置不限制具体的结构型式,外3pe层加热装置为本实施例要控制的中频加热装置。
46.钢管的外径、壁厚、密度(7.85g/mm3)及定尺长度是已知的参数;
47.钢管由初始温度加热至工艺需求温度的温差:
△
t=t2-t1;
48.钢管由初始温度加热至工艺需求温度所需的能量:q=ρm
△
t;
49.根据实际生产经验,中频加热效率在0.6;
50.中频加热理论功率:p=q/s;
51.中频加热设定功率:p1=p/0.6。
52.实际生产中如何利用以上数据,确定符合实际生产的参数是本实施例计算的基础,其中中频加热的功率是通过理论计算与实际生产情况结合总结出来的规律;而真正能用于指导生产的是钢管经过中频加热后的实际温度为t3与工艺需求温度t2的差值,来控制调整中频功率作为实际控制功率p2,以满足根据钢管不同温度实时调整中频功率的需求。
53.具体计算方式及步骤如下:
54.一、钢管重量、需求热量、中频理论功率、中频实际控制功率:
55.1)钢管重量:m=(d0-t)*t*l*0.02466;
56.2)钢管加热至工艺需求温度
△
t所需的热量:q=ρm
△
t即:
57.q=7.85*(d0-t)*t*l*0.02466*
△
t;
58.3)钢管通过中频加热装置时的速度v1通过测速仪进行测量,通过中频加热装置的时间:s=l/v1;
59.4)钢管通过中频加热装置加热至工艺温度时的理论功率:
60.p=q/s;即:p=qv1/l=7.85*(d0-t)*t*l*0.02466*
△
t*v1/l;
61.p=7.85*(d0-t)*t*0.02466*
△
t*v1;
62.5)利用得到的理论功率和中频加热效率确定中频加热设定功率:
63.p1=p/0.6=7.85*(d0-t)*t*0.02466*
△
t*v1/0.6;
64.6)钢管加热后的实际温度:t3,通过测温仪测得数据;
65.7)实际温度t3与工艺温度t2的差值为工艺适应温度,用
△
t1表示,数值是结合环氧粉末的工艺温度进行确定的,一般为20℃,结合实际情况0≤
△
t1≤20是正常工艺温度区间值,即:0≤t3-t1≤20;在这个区间内中频加热装置的实际控制功率p2=p1;
66.8)若:t3<t1,即工艺适应温度为负值,说明中频加热装置设定的加热功率不足,不能将钢管加热至所需的温度,则中频实际控制功率需要增大至p2>p1;具体关系如下:
67.p2=p1+p1*(
△
t1/
△
t);
68.9)若:t3-t1>20,即工艺适应温度过高,说明中频加热装置的加热功率过高,需要降低设定的功率,即中频实际控制功率p2<p1;具体关系如下:
69.p2=p1-p1*(
△
t1/
△
t);
70.10)为防止内环氧至3pe中频加热处钢管热量散失过多,在钢管上料后,依次经过内环氧加热装置,经过传送线运输至外3pe加热装置(中频加热),两加热装置外侧具有保温层。
71.上述方法应用在内环氧层生产完毕后到外3pe层加热之间,此时的钢管通过传输线运输经过中频加热装置加热至工艺温度进行外3pe层的生产,期间利用钢管自身的参数、钢管内环氧层的温度(作为外3pe层的初始温度)、中频加热的理论支撑以及实际生产积累的经验进行结合,确定外3pe层生产使用的中频加热装置的设定功率,能够应对内环氧层生产完毕后的温度不均匀的情况,利用内环氧层生产完毕后的余热作为后续外3pe层加热提供部分热量,从而实现节能的目的。
72.实施例二:
73.实现上述加热控制方法的内环氧外3pe生产系统,包括:
74.上料区,一端连接内环氧加热装置,接收待加工的钢管送入内环氧加热装置中实
现内环氧层生产时的加热;
75.传送线,两端分别设有内环氧加热装置和外3pe加热装置,将经过内环氧生产后的钢管送入外3pe加热装置,实现外3pe层生产时的加热。
76.内环氧加热装置和外3pe加热装置均具有保温层,外3pe加热装置为中频加热装置。
77.传送线上设有测速仪,用于获取钢管被传送线带动通过外3pe加热装置时的速度。
78.传送线上设有温度传感器,分别获取钢管内环氧层生产完毕进入外3pe加热装置前的温度,作为初始温度t1;钢管经过外3pe加热装置后的温度,作为实际温度t3。
79.利用钢管自身的参数、钢管内环氧层的温度(作为外3pe层的初始温度)、中频加热的理论支撑以及实际生产积累的经验进行结合,确定外3pe层生产使用的中频加热装置的设定功率,能够应对内环氧层生产完毕后的温度不均匀的情况,利用内环氧层生产完毕后的余热作为后续外3pe层加热提供部分热量,从而实现节能的目的
80.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1