一种窗控按键表面色漆的喷涂机的制作方法
1.本发明属于喷涂机技术领域,特别涉及一种窗控按键表面色漆的喷涂机。
背景技术:
2.喷涂机是在改革开放后,是在工业技术的发展自动化越来越普遍的环境中的产物,对于窗控按键表面进行喷涂的机器也随之产生,可以用于对按键进行专业喷涂。
3.现有的喷涂机存在一下缺点:1.同时对大量小型零件喷涂时,由于喷头的数量仅为一个,所以每次喷涂需要依次对小型零件喷涂,降低了对零件喷涂的速度;2.无法将小型零件批量运输和喷涂,缺少针对小型零件喷涂用治具;3.喷涂完成后存放为人工存放,对人工能力需求大,无法保证每次存放在储存器中的精确性和安全性。
技术实现要素:
4.本发明的目的在于针对现有的一种窗控按键表面色漆的喷涂机,其优点是:1.可以同时对多个小型零件进行喷涂;2.能够同时对多个小型零件进行运输;3.可以进行无人操作存放成品。
5.本发明的上述技术目的是通过以下技术方案得以实现的:一种窗控按键表面色漆的喷涂机,包括输送机构、喷涂机构、存放机构、储存机构和治具机构,所述喷涂机构栓接在输送机构的顶部,所述存放机构栓接在输送机构的后侧,所述储存机构栓接在存放机构的左侧,所述治具机构卡接在输送机构的顶部,所述输送机构包括支撑平台、传送带、第一驱动电机和限位卡块,所述喷涂机构包括加压组件、储料组件、旋转组件和喷射组件,所述存放机构包括传动组件和捕捉组件,所述储存机构包括围栏、挡门、磁力门栓和层车,所述治具机构包括模板治具、置物卡框和凹槽。
6.采用上述技术方案,通过设置输送机构、喷涂机构、存放机构、储存机构和治具机构,可以将需要喷涂的物品放置在治具机构上,治具机构就会随着输送机构进入喷涂机构进行喷涂处理,之后治具机构会随着输送机构移动到存放机构处,存放机构就会将治具机构移动到储存机构内,完成对物品的喷涂。
7.本发明进一步设置为:所述传送带滑动连接在支撑平台的内壁,所述第一驱动电机栓接在支撑平台前侧的左侧,所述第一驱动电机贯穿支撑平台与传送带转动连接,所述限位卡块栓接在传送带的表面。
8.采用上述技术方案,可以让第一驱动电机带动传送带在支撑平台上移动,传送带就会带动限位卡块移动,由于传送带上自带红外检测器,所以限位卡块在将治具机构移动到喷涂机构和存放机构处时,红外检测器就会运作,让第一驱动电机停止运转,可以让传送带将限位卡块内的治具机构运送到喷涂机构和存放机构处。
9.本发明进一步设置为:所述加压组件包括支撑底座、高压抽水泵和储料箱,所述支撑底座栓接在支撑平台的顶部,所述高压抽水泵卡接在支撑底座顶部的内壁,所述储料箱卡在支撑底座内壁的底部,所述储料箱的顶部与高压抽水泵连通。
10.采用上述技术方案,加压组件可以将储料组件内的材料吸入并加压,在需要将材料加压时,高压抽水泵会将支撑底座上储罐内的材料吸入并加压输送到储料箱内,以便于为喷射组件提供材料。
11.本发明进一步设置为:所述储料组件包括储罐、支撑框和入料口,所述储罐的底部与支撑底座栓接,所述储罐的底部与高压抽水泵连通,所述入料口开设在储罐的顶部。
12.采用上述技术方案,储料组件可以将材料储存,在需要将喷涂材料储存时,让入料口外接喷涂材料输送设备,再让喷涂材料进入到支撑框内的储罐中即可。
13.本发明进一步设置为:所述旋转组件包括入料管、微型电机和中转储料管,所述入料管的顶部与储料箱连通,所述微型电机的顶部与储料箱的顶部栓接,所述中转储料管贯穿微型电机与微型电机卡接,所述入料管的底部与中转储料管连通。
14.采用上述技术方案,旋转组件可以将喷射组件转动,在需要将喷射组件转动时,微型电机就会启动,微型电机就会将内壁的中转储料管转动,并且不会影响入料管的送料。
15.本发明进一步设置为:所述喷射组件包括三叉出料管、主喷头、阻尼转杆和副喷头,所述三叉出料管的顶部与中转储料管连通,所述主喷头的顶部与三叉出料管连通,所述三叉出料管两侧的底部与副喷头连通,所述阻尼转杆焊接在主喷头的两侧,所述副喷头靠近主喷头与阻尼转杆转动连接。
16.采用上述技术方案,喷射组件可以将喷涂材料喷射在需要喷涂的物品上,将副喷头的位置沿着阻尼转杆调整好角度后,可以让喷射组件转动,之后材料会从中转储料管输送到三叉出料管中,喷涂材料会同时进入到主喷头和副喷头内,最后喷涂材料就会从主喷头和副喷头处喷出,旋转中的喷射组件能够对需要喷涂的物品进行表面全面的快速喷涂。
17.本发明进一步设置为:所述传动组件包括限位底座、电动伸缩杆和转动电机,所述限位底座栓接在支撑平台的后侧,所述电动伸缩杆栓接在限位底座内壁的底部,所述转动电机栓接在电动伸缩杆的顶部。
18.采用上述技术方案,传动组件可以将捕捉组件升降和转动,在捕捉组件将治具机构捕捉后,电动伸缩杆就会将转动电机升起,转动电机就会将捕捉组件转动,直至捕捉组件与层车接触,电动伸缩杆就会将转动电机降下,直至将治具机构置入层车内后,在捕捉组件将螺纹取物杆收回后,将复位电动伸缩杆和转动电机复位。
19.本发明进一步设置为:所述捕捉组件包括第二驱动电机和螺纹取物杆,所述第二驱动电机栓接在转动电机的顶部,所述螺纹取物杆贯穿第二驱动电机与第二驱动电机螺纹连接。
20.采用上述技术方案,可以将治具机构捕捉,在治具机构移动到捕捉组件前方时,第二驱动电机会启动,将螺纹取物杆向治具机构方向移动,直至螺纹取物杆与凹槽接触,在传动组件将捕捉组件转动到层车方向后,第二驱动电机会将螺纹取物杆收回,直至螺纹取物杆不再与凹槽接触为止。
21.本发明进一步设置为:所述围栏栓接在限位底座的左侧,所述围栏左侧的后侧转动连接有挡门,所述挡门顶部的前侧和围栏顶部的左侧均栓接有磁力门栓,所述层车设置
于围栏的内壁。
22.采用上述技术方案,储存机构可以将完成喷涂的成品收纳,在需要将成品收纳时,将层车推入围栏中,再将挡门关闭直至磁力门栓闭合,之后存放机构就会将装有成品的治具机构运输到层车内,直至将层车装满,之后使用者就可以打开磁力门栓将挡门打开,再把装满成品的层车取走即可。
23.本发明进一步设置为:所述模板治具卡接在限位卡块的内壁,所述模板治具的顶部焊接有置物卡框,所述模板治具的两侧均开设有凹槽,所述凹槽与螺纹取物杆配合使用。
24.采用上述技术方案,治具机构可以将窗控按键暂存,在需要将窗控按键暂存进行喷涂时,可以将窗控按键插入模板治具上的置物卡框内,再将模板治具卡入限位卡块中即可,在完成喷涂后存放机构会将螺纹取物杆插入凹槽内将模板治具放入层车中进行储存。
25.综上所述,本发明具有以下有益效果:1、通过设置输送机构、喷涂机构,可以让第一驱动电机带动传送带在支撑平台上移动,传送带就会带动限位卡块移动,由于传送带上自带红外检测器,所以限位卡块在将治具机构移动到喷涂机构和存放机构处时,红外检测器就会运作,让第一驱动电机停止运转,可以让传送带将限位卡块内的治具机构运送到喷涂机构和存放机构处,在需要将材料加压时,高压抽水泵会将支撑底座上储罐内的材料吸入并加压输送到储料箱内,以便于为喷射组件提供材料,在需要将喷涂材料储存时,让入料口外接喷涂材料输送设备,再让喷涂材料进入到支撑框内的储罐中即可,在需要将喷射组件转动时,微型电机就会启动,微型电机就会将内壁的中转储料管转动,并且不会影响入料管的送料,将副喷头的位置沿着阻尼转杆调整好角度后,可以让喷射组件转动,之后材料会从中转储料管输送到三叉出料管中,喷涂材料会同时进入到主喷头和副喷头内,最后喷涂材料就会从主喷头和副喷头处喷出,旋转中的喷射组件能够对需要喷涂的物品进行表面全面的快速喷涂;2、通过设置存放机构、储存机构和治具机构,可以在捕捉组件将治具机构捕捉后,电动伸缩杆就会将转动电机升起,转动电机就会将捕捉组件转动,直至捕捉组件与层车接触,电动伸缩杆就会将转动电机降下,直至将治具机构置入层车内后,在捕捉组件将螺纹取物杆收回后,将复位电动伸缩杆和转动电机复位,在治具机构移动到捕捉组件前方时,第二驱动电机会启动,将螺纹取物杆向治具机构方向移动,直至螺纹取物杆与凹槽接触,在传动组件将捕捉组件转动到层车方向后,第二驱动电机会将螺纹取物杆收回,直至螺纹取物杆不再与凹槽接触为止,再将层车推入围栏中,再将挡门关闭直至磁力门栓闭合,之后存放机构就会将装有成品的治具机构运输到层车内,直至将层车装满,之后使用者就可以打开磁力门栓将挡门打开,再把装满成品的层车取走即可,在需要将窗控按键暂存进行喷涂时,可以将窗控按键插入模板治具上的置物卡框内,再将模板治具卡入限位卡块中即可,在完成喷涂后存放机构会将螺纹取物杆插入凹槽内将模板治具放入层车中进行储存。
附图说明
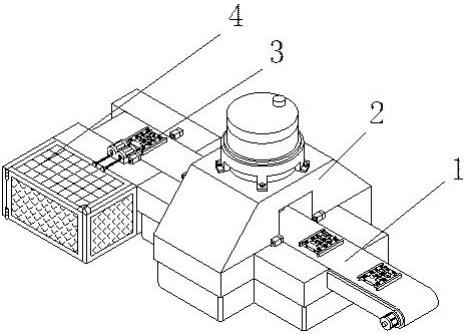
26.图1是本发明的整体结构示意图;图2是本发明的输送机构整体结构示意图;图3是本发明的加压组件和储料组件整体结构示意图;图4是本发明的旋转组件和喷射组件整体结构示意图;
图5是本发明的传动组件和捕捉组件整体结构示意图;图6是本发明的储存机构整体结构示意图;图7是本发明的治具机构整体结构示意图。
27.附图标记:1、输送机构;101、支撑平台;102、传送带;103、第一驱动电机;104、限位卡块;2、喷涂机构;201、加压组件;2011、支撑底座;2012、高压抽水泵;2013、储料箱;202、储料组件;2021、储罐;2022、支撑框;2023、入料口;203、旋转组件;2031、入料管;2032、微型电机;2033、中转储料管;204、喷射组件;2041、三叉出料管;2042、主喷头;2043、阻尼转杆;2044、副喷头;3、存放机构;301、传动组件;3011、限位底座;3012、电动伸缩杆;3013、转动电机;302、捕捉组件;3021、第二驱动电机;3022、螺纹取物杆;4、储存机构;401、围栏;402、挡门;403、磁力门栓;404、层车;5、治具机构;501、模板治具;502、置物卡框;503、凹槽。
具体实施方式
28.以下结合附图对本发明作进一步详细说明。
29.实施例1:参考图1-7,一种窗控按键表面色漆的喷涂机,包括输送机构1、喷涂机构2、存放机构3、储存机构4和治具机构5,喷涂机构2栓接在输送机构1的顶部,存放机构3栓接在输送机构1的后侧,储存机构4栓接在存放机构3的左侧,治具机构5卡接在输送机构1的顶部,输送机构1包括支撑平台101、传送带102、第一驱动电机103和限位卡块104,喷涂机构2包括加压组件201、储料组件202、旋转组件203和喷射组件204,存放机构3包括传动组件301和捕捉组件302,储存机构4包括围栏401、挡门402、磁力门栓403和层车404,治具机构5包括模板治具501、置物卡框502和凹槽503,通过设置输送机构1、喷涂机构2、存放机构3、储存机构4和治具机构5,可以将需要喷涂的物品放置在治具机构5上,治具机构5就会随着输送机构1进入喷涂机构2进行喷涂处理,之后治具机构5会随着输送机构1移动到存放机构3处,存放机构3就会将治具机构5移动到储存机构4内,完成对物品的喷涂。
30.如图2所示,传送带102滑动连接在支撑平台101的内壁,第一驱动电机103栓接在支撑平台101前侧的左侧,第一驱动电机103贯穿支撑平台101与传送带102转动连接,限位卡块104栓接在传送带102的表面,可以让第一驱动电机103带动传送带102在支撑平台101上移动,传送带102就会带动限位卡块104移动,由于传送带102上自带红外检测器,所以限位卡块104在将治具机构5移动到喷涂机构2和存放机构3处时,红外检测器就会运作,让第一驱动电机103停止运转,可以让传送带102将限位卡块104内的治具机构5运送到喷涂机构2和存放机构3处。
31.如图3所示,加压组件201包括支撑底座2011、高压抽水泵2012和储料箱2013,支撑底座2011栓接在支撑平台101的顶部,高压抽水泵2012卡接在支撑底座2011顶部的内壁,储料箱2013卡在支撑底座2011内壁的底部,储料箱2013的顶部与高压抽水泵2012连通,加压组件201可以将储料组件202内的材料吸入并加压,在需要将材料加压时,高压抽水泵2012会将支撑底座2011上储罐2021内的材料吸入并加压输送到储料箱2013内,以便于为喷射组件204提供材料。
32.如图3所示,储料组件202包括储罐2021、支撑框2022和入料口2023,储罐2021的底部与支撑底座2011栓接,储罐2021的底部与高压抽水泵2012连通,入料口2023开设在储罐
2021的顶部,储料组件202可以将材料储存,在需要将喷涂材料储存时,让入料口2023外接喷涂材料输送设备,再让喷涂材料进入到支撑框2022内的储罐2021中即可。
33.如图4所示,旋转组件203包括入料管2031、微型电机2032和中转储料管2033,入料管2031的顶部与储料箱2013连通,微型电机2032的顶部与储料箱2013的顶部栓接,中转储料管2033贯穿微型电机2032与微型电机2032卡接,入料管2031的底部与中转储料管2033连通,旋转组件203可以将喷射组件204转动,在需要将喷射组件204转动时,微型电机2032就会启动,微型电机2032就会将内壁的中转储料管2033转动,并且不会影响入料管2031的送料。
34.如图5所示,喷射组件204包括三叉出料管2041、主喷头2042、阻尼转杆2043和副喷头2044,三叉出料管2041的顶部与中转储料管2033连通,主喷头2042的顶部与三叉出料管2041连通,三叉出料管2041两侧的底部与副喷头2044连通,阻尼转杆2043焊接在主喷头2042的两侧,副喷头2044靠近主喷头2042与阻尼转杆2043转动连接,喷射组件204可以将喷涂材料喷射在需要喷涂的物品上,将副喷头2044的位置沿着阻尼转杆2043调整好角度后,可以让喷射组件204转动,之后材料会从中转储料管2033输送到三叉出料管2041中,喷涂材料会同时进入到主喷头2042和副喷头2044内,最后喷涂材料就会从主喷头2042和副喷头2044处喷出,旋转中的喷射组件204能够对需要喷涂的物品进行表面全面的快速喷涂。
35.使用过程简述:通过设置输送机构1、喷涂机构2,可以让第一驱动电机103带动传送带102在支撑平台101上移动,传送带102就会带动限位卡块104移动,由于传送带102上自带红外检测器,所以限位卡块104在将治具机构5移动到喷涂机构2和存放机构3处时,红外检测器就会运作,让第一驱动电机103停止运转,可以让传送带102将限位卡块104内的治具机构5运送到喷涂机构2和存放机构3处,在需要将材料加压时,高压抽水泵2012会将支撑底座2011上储罐2021内的材料吸入并加压输送到储料箱2013内,以便于为喷射组件204提供材料,在需要将喷涂材料储存时,让入料口2023外接喷涂材料输送设备,再让喷涂材料进入到支撑框2022内的储罐2021中即可,在需要将喷射组件204转动时,微型电机2032就会启动,微型电机2032就会将内壁的中转储料管2033转动,并且不会影响入料管2031的送料,将副喷头2044的位置沿着阻尼转杆2043调整好角度后,可以让喷射组件204转动,之后材料会从中转储料管2033输送到三叉出料管2041中,喷涂材料会同时进入到主喷头2042和副喷头2044内,最后喷涂材料就会从主喷头2042和副喷头2044处喷出,旋转中的喷射组件204能够对需要喷涂的物品进行表面全面的快速喷涂。
36.实施例2:参考图5-7,传动组件301包括限位底座3011、电动伸缩杆3012和转动电机3013,限位底座3011栓接在支撑平台101的后侧,电动伸缩杆3012栓接在限位底座3011内壁的底部,转动电机3013栓接在电动伸缩杆3012的顶部,传动组件301可以将捕捉组件302升降和转动,在捕捉组件302将治具机构5捕捉后,电动伸缩杆3012就会将转动电机3013升起,转动电机3013就会将捕捉组件302转动,直至捕捉组件302与层车404接触,电动伸缩杆3012就会将转动电机3013降下,直至将治具机构5置入层车404内后,在捕捉组件302将螺纹取物杆3022收回后,将复位电动伸缩杆3012和转动电机3013复位。
37.如图5所示,捕捉组件302包括第二驱动电机3021和螺纹取物杆3022,第二驱动电机3021栓接在转动电机3013的顶部,螺纹取物杆3022贯穿第二驱动电机3021与第二驱动电
机3021螺纹连接,可以将治具机构5捕捉,在治具机构5移动到捕捉组件302前方时,第二驱动电机3021会启动,将螺纹取物杆3022向治具机构5方向移动,直至螺纹取物杆3022与凹槽503接触,在传动组件301将捕捉组件302转动到层车404方向后,第二驱动电机3021会将螺纹取物杆3022收回,直至螺纹取物杆3022不再与凹槽503接触为止。
38.如图6所示,围栏401栓接在限位底座3011的左侧,围栏401左侧的后侧转动连接有挡门402,挡门402顶部的前侧和围栏401顶部的左侧均栓接有磁力门栓403,层车404设置于围栏401的内壁,储存机构4可以将完成喷涂的成品收纳,在需要将成品收纳时,将层车404推入围栏401中,再将挡门402关闭直至磁力门栓403闭合,之后存放机构3就会将装有成品的治具机构5运输到层车404内,直至将层车404装满,之后使用者就可以打开磁力门栓403将挡门402打开,再把装满成品的层车404取走即可。
39.如图7所示,模板治具501卡接在限位卡块104的内壁,模板治具501的顶部焊接有置物卡框502,模板治具501的两侧均开设有凹槽503,凹槽503与螺纹取物杆3022配合使用,治具机构5可以将窗控按键暂存,在需要将窗控按键暂存进行喷涂时,可以将窗控按键插入模板治具501上的置物卡框502内,再将模板治具501卡入限位卡块104中即可,在完成喷涂后存放机构3会将螺纹取物杆3022插入凹槽503内将模板治具501放入层车404中进行储存。
40.使用过程简述:通过设置存放机构3、储存机构4和治具机构5,可以在捕捉组件302将治具机构5捕捉后,电动伸缩杆3012就会将转动电机3013升起,转动电机3013就会将捕捉组件302转动,直至捕捉组件302与层车404接触,电动伸缩杆3012就会将转动电机3013降下,直至将治具机构5置入层车404内后,在捕捉组件302将螺纹取物杆3022收回后,将复位电动伸缩杆3012和转动电机3013复位,在治具机构5移动到捕捉组件302前方时,第二驱动电机3021会启动,将螺纹取物杆3022向治具机构5方向移动,直至螺纹取物杆3022与凹槽503接触,在传动组件301将捕捉组件302转动到层车404方向后,第二驱动电机3021会将螺纹取物杆3022收回,直至螺纹取物杆3022不再与凹槽503接触为止,再将层车404推入围栏401中,再将挡门402关闭直至磁力门栓403闭合,之后存放机构3就会将装有成品的治具机构5运输到层车404内,直至将层车404装满,之后使用者就可以打开磁力门栓403将挡门402打开,再把装满成品的层车404取走即可,在需要将窗控按键暂存进行喷涂时,可以将窗控按键插入模板治具501上的置物卡框502内,再将模板治具501卡入限位卡块104中即可,在完成喷涂后存放机构3会将螺纹取物杆3022插入凹槽503内将模板治具501放入层车404中进行储存。
41.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1