一种水镀喷漆工艺的制作方法
1.本发明涉及水镀喷漆技术领域,具体为一种水镀喷漆工艺。
背景技术:
2.水镀是一种工艺流程,主要针对各种本体和镀层的需要,配不同的专用“水镀”液,被镀件在室温(15—40℃)下,置于水镀液中,作轻微晃动,在较短的时间内(如镀银,仅需30秒)即可完成,单就效果来说水镀的外观和耐磨性更好,但水镀有污染。
3.但是现有工艺采用注塑至电镀至遮蔽喷涂,存在电镀完的电镀表面会产生氧化层,影响油漆的附着力导致测试失败,采用工装遮蔽时,由于工装壁厚的问题,会在遮蔽的边缘产生积漆,锯齿,飞漆等外观的问题,由于工装存在误差,导致最后呈现的外观会出现误差,电镀件喷涂的不良品无法重工,导致浪费等种种问题。
技术实现要素:
4.本发明的目的在于提供一种水镀喷漆工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种水镀喷漆工艺,该水镀喷漆工艺采用下原料:液态环氧树脂、固化剂、硅微粉、脱模剂、清洗液、清水、底漆、面漆、二价镍盐水镀液。
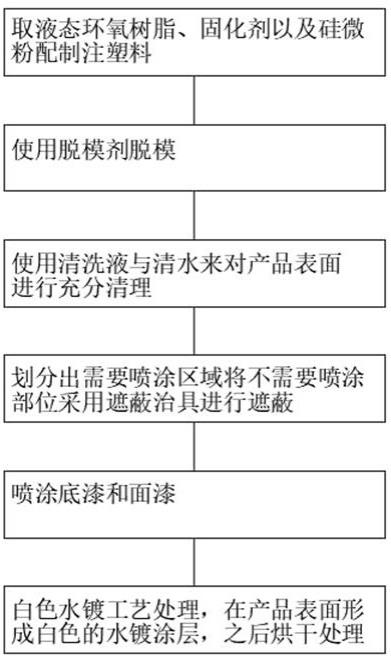
6.一种水镀喷漆工艺,包括以下步骤:步骤一、液态环氧树脂、固化剂以及硅微粉按一定比例配制注塑料,对模具进行加热,并使动模的温度保持在125
°
c-155
°
c,静模的温度保持在135
°
c-145
°
c;步骤二、先调节喷枪的气阀,控制脱模剂喷出量,将脱模剂均匀的喷洒在模具的成型表面上,用喷有脱模剂的干净抹布把喷在模具成型表面上的脱模剂擦拭均匀,注料通道和密封面等重要部位必须用干净纱布擦干净;步骤三、通过清洗设备来先后喷洒清洗液与清水来对产品表面进行充分清理,从而去除产品外表面所覆盖的杂质,将成型产品放入烘箱内烘烤5-15小时,烘箱温度控制在130-140
°
c;步骤四、将成型产品划分出需要喷涂区域,将不需要喷涂部位采用遮蔽治具进行遮蔽;步骤五、成型产品进入第一喷涂室做底漆喷涂,常温喷涂底漆,厚度25μm-45μm,针对喷涂底漆后涂层表面缺陷进行局部水打磨处理,目视平整光滑,然后进入第二喷涂室进行面漆喷涂,喷涂中涂,厚度25μm-55μm,环境温度25
°
c-40
°
c,相对湿度rh35%-65%,中涂后的烘干温度为75
°
c,保温时间为35min-45min,喷涂面漆,厚度25μm-55μm,环境温度25
°
c-42
°
c,相对湿度rh42%-70%,面漆后的闪干温度为15
°
c-36
°
c,相对湿度rh32%-45%,时间7min-10min,面漆后的烘干温度为130
°
c-150
°
c,保温时间15-25min;步骤六、通过电铸工艺得到产品;对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,
得到白色水镀喷漆产品。
7.优选的,所述步骤四中遮蔽的是需要电镀的外观面,而所述步骤五中喷涂区域是需要的外观颜色的区域。
8.优选的,所述步骤五中所述底漆喷涂和面漆喷涂都是通过六自由度机械手静电高压喷涂装置进行自动喷涂;所述底漆喷涂是采用小口径喷枪分两次喷涂底漆,控制喷涂压力为0.5-0.6mpa,喷涂距离为12-15cm,角度根据产品的形状进行选择,喷角与平面之间呈60
°‑
70
°
;所述面漆喷涂是采用小口径喷枪分三次喷涂面漆,控制喷涂压力为0.6-0.8mpa,喷涂距离为28-30cm,角度根据产品的形状进行选择,喷角与平面之间呈62
°‑
68
°
。
9.优选的,所述通过电铸工艺得到产品具体为:采用pc和abs材料通过电铸工艺获得与白色水镀产品形状相匹配的产品。
10.优选的,所述白色水镀工艺采用的水镀液为二价镍盐水镀液。
11.优选的,所述步骤五中底漆包括以下原料:高氯化聚乙烯树脂40-50g、有机溶剂10-15g、防腐蚀颜料3-5g、消泡剂2-3g、三聚磷酸铝5-10g、表面活化剂2-3g、二甲苯2-3g、硅溶胶3-5g、固化剂3-5g、氯化石蜡5-10g、去离子水10-15g和助剂5-10g。
12.优选的,所述步骤五中面漆包括以下原料:50%-55%羟基醇酸树脂,50%-45%二甲苯,45%-55%预聚物改性tdi加成物,含有55%-45%二甲苯。
13.优选的,所述清洗液包括以下重量原料:净洗剂5-8g,三乙醇胺0.2-0.4g、苯甲酸钠2-5g、三聚磷酸钠4-8g、焦磷酸钠3-6g、氢氧化钠(调ph值至0.9-11.6)适量和水0.9-1.2l。
14.与现有技术相比,本发明提供了一种水镀喷漆工艺,具备以下有益效果:1、该水镀喷漆工艺,由于喷漆的是塑胶件,可以重工,而提高了良品率,并且使得成本较低;由于采用了激光镭雕,因为激光镭雕的灵活性,使得可以做成各种不同的镭雕图案,提高了产品图案的丰富程度,并且遮蔽需要电镀的外观面,喷需要的外观颜色油漆,即可使得边缘部分更加整体;由于采用白色水镀工艺,使得产品的喷漆和镭雕的交合部位,界线分明,清晰,无锯齿等不良,有效解决了传统电镀的效果差、均匀度和平整度欠佳的问题。
15.2、该水镀喷漆工艺,快速表面遮蔽喷涂是采用六自由度机械手静电高压喷涂装置进行自动喷涂,底漆喷涂是采用小口径喷枪喷涂底漆,面漆喷涂是采用小口径喷枪喷涂面漆,有效控制喷涂压力、喷涂距离和喷角参数;提高了工艺质量。
附图说明
16.图1为本发明流程示意图。
具体实施方式
17.下面将结合本发明新型实施例中的附图,对本发明新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明新型一部分实施例,而不是全部的实施例。
18.如图1所示,本发明提供一种技术方案:该水镀喷漆工艺采用下原料:液态环氧树脂、固化剂、硅微粉、脱模剂、清洗液、清水、底漆、面漆、二价镍盐水镀液。
19.实施例一一种水镀喷漆工艺,包括以下步骤:步骤一、液态环氧树脂、固化剂以及硅微粉按一定比例配制注塑料,对模具进行加热,并使动模的温度保持在125
°
c-155
°
c,静模的温度保持在135
°
c-145
°
c;步骤二、先调节喷枪的气阀,控制脱模剂喷出量,将脱模剂均匀的喷洒在模具的成型表面上,用喷有脱模剂的干净抹布把喷在模具成型表面上的脱模剂擦拭均匀,注料通道和密封面等重要部位必须用干净纱布擦干净;步骤三、通过清洗设备来先后喷洒清洗液与清水来对产品表面进行充分清理,从而去除产品外表面所覆盖的杂质,将成型产品放入烘箱内烘烤5-15小时,烘箱温度控制在130-140
°
c;步骤四、将成型产品划分出需要喷涂区域,将不需要喷涂部位采用遮蔽治具进行遮蔽;步骤五、成型产品进入第一喷涂室做底漆喷涂,常温喷涂底漆,厚度25μm-45μm,针对喷涂底漆后涂层表面缺陷进行局部水打磨处理,目视平整光滑,然后进入第二喷涂室进行面漆喷涂,喷涂中涂,厚度25μm-55μm,环境温度25
°
c-40
°
c,相对湿度rh35%-65%,中涂后的烘干温度为75
°
c,保温时间为35min-45min,喷涂面漆,厚度25μm-55μm,环境温度25
°
c-42
°
c,相对湿度rh42%-70%,面漆后的闪干温度为15
°
c-36
°
c,相对湿度rh32%-45%,时间7min-10min,面漆后的烘干温度为130
°
c-150
°
c,保温时间15-25min;步骤六、通过电铸工艺得到产品;对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,得到白色水镀喷漆产品。
20.步骤四中遮蔽的是需要电镀的外观面,而步骤五中喷涂区域是需要的外观颜色的区域。
21.步骤五中底漆喷涂和面漆喷涂都是通过六自由度机械手静电高压喷涂装置进行自动喷涂;底漆喷涂是采用小口径喷枪分两次喷涂底漆,控制喷涂压力为0.5-0.6mpa,喷涂距离为12-15cm,角度根据产品的形状进行选择,喷角与平面之间呈60
°‑
70
°
;面漆喷涂是采用小口径喷枪分三次喷涂面漆,控制喷涂压力为0.6-0.8mpa,喷涂距离为28-30cm,角度根据产品的形状进行选择,喷角与平面之间呈62
°‑
68
°
。
22.通过电铸工艺得到产品具体为:采用pc和abs材料通过电铸工艺获得与白色水镀产品形状相匹配的产品。
23.白色水镀工艺采用的水镀液为二价镍盐水镀液。
24.步骤五中底漆包括以下原料:高氯化聚乙烯树脂40-50g、有机溶剂10-15g、防腐蚀颜料3-5g、消泡剂2-3g、三聚磷酸铝5-10g、表面活化剂2-3g、二甲苯2-3g、硅溶胶3-5g、固化剂3-5g、氯化石蜡5-10g、去离子水10-15g和助剂5-10g。
25.步骤五中面漆包括以下原料:50%-55%羟基醇酸树脂,50%-45%二甲苯,45%-55%预聚物改性tdi加成物,含有55%-45%二甲苯。
26.清洗液包括以下重量原料:净洗剂5-8g,三乙醇胺0.2-0.4g、苯甲酸钠2-5g、三聚磷酸钠4-8g、焦磷酸钠3-6g、氢氧化钠(调ph值至0.9-11.6)适量和水0.9-1.2l。
27.实施例二一种水镀喷漆工艺,包括以下步骤:步骤一、液态环氧树脂、固化剂以及硅微粉按一定比例配制注塑料,对模具进行加热,并使动模的温度保持在125
°
c,静模的温度保持在135
°
c;步骤二、先调节喷枪的气阀,控制脱模剂喷出量,将脱模剂均匀的喷洒在模具的成型表面上,用喷有脱模剂的干净抹布把喷在模具成型表面上的脱模剂擦拭均匀,注料通道和密封面等重要部位必须用干净纱布擦干净;步骤三、通过清洗设备来先后喷洒清洗液与清水来对产品表面进行充分清理,从而去除产品外表面所覆盖的杂质,将成型产品放入烘箱内烘烤5小时,烘箱温度控制在130
°
c;步骤四、将成型产品划分出需要喷涂区域,将不需要喷涂部位采用遮蔽治具进行遮蔽;步骤五、成型产品进入第一喷涂室做底漆喷涂,常温喷涂底漆,厚度25μm,针对喷涂底漆后涂层表面缺陷进行局部水打磨处理,目视平整光滑,然后进入第二喷涂室进行面漆喷涂,喷涂中涂,厚度25μm,环境温度25
°
c,相对湿度rh35%,中涂后的烘干温度为75
°
c,保温时间为35min,喷涂面漆,厚度25μm,环境温度25
°
c,相对湿度rh42%,面漆后的闪干温度为15
°
c,相对湿度rh32%,时间7min,面漆后的烘干温度为130
°
c,保温时间15;步骤六、通过电铸工艺得到产品;对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,得到白色水镀喷漆产品。
28.对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,得到白色水镀喷漆产品。
29.步骤四中遮蔽的是需要电镀的外观面,而步骤五中喷涂区域是需要的外观颜色的区域。
30.步骤五中底漆喷涂和面漆喷涂都是通过六自由度机械手静电高压喷涂装置进行自动喷涂;底漆喷涂是采用小口径喷枪分两次喷涂底漆,控制喷涂压力为0.5-0.6mpa,喷涂距离为12-15cm,角度根据产品的形状进行选择,喷角与平面之间呈60
°‑
70
°
;面漆喷涂是采用小口径喷枪分三次喷涂面漆,控制喷涂压力为0.6-0.8mpa,喷涂距离为28-30cm,角度根据产品的形状进行选择,喷角与平面之间呈62
°‑
68
°
。
31.通过电铸工艺得到产品具体为:采用pc和abs材料通过电铸工艺获得与白色水镀产品形状相匹配的产品。
32.白色水镀工艺采用的水镀液为二价镍盐水镀液。
33.步骤五中底漆包括以下原料:高氯化聚乙烯树脂40-50g、有机溶剂10-15g、防腐蚀颜料3-5g、消泡剂2-3g、三聚磷酸铝5-10g、表面活化剂2-3g、二甲苯2-3g、硅溶胶3-5g、固化剂3-5g、氯化石蜡5-10g、去离子水10-15g和助剂5-10g。
34.步骤五中面漆包括以下原料:50%-55%羟基醇酸树脂,50%-45%二甲苯,45%-55%预聚物改性tdi加成物,含有55%-45%二甲苯。
35.清洗液包括以下重量原料:净洗剂5-8g,三乙醇胺0.2-0.4g、苯甲酸钠2-5g、三聚磷酸钠4-8g、焦磷酸钠3-6g、氢氧化钠(调ph值至0.9-11.6)适量和水0.9-1.2l。
36.实施例三一种水镀喷漆工艺,包括以下步骤:步骤一、液态环氧树脂、固化剂以及硅微粉按一定比例配制注塑料,对模具进行加热,并使动模的温度保持在155
°
c,静模的温度保持在145
°
c;步骤二、先调节喷枪的气阀,控制脱模剂喷出量,将脱模剂均匀的喷洒在模具的成型表面上,用喷有脱模剂的干净抹布把喷在模具成型表面上的脱模剂擦拭均匀,注料通道和密封面等重要部位必须用干净纱布擦干净;步骤三、通过清洗设备来先后喷洒清洗液与清水来对产品表面进行充分清理,从而去除产品外表面所覆盖的杂质,将成型产品放入烘箱内烘烤15小时,烘箱温度控制在140
°
c;步骤四、将成型产品划分出需要喷涂区域,将不需要喷涂部位采用遮蔽治具进行遮蔽;步骤五、成型产品进入第一喷涂室做底漆喷涂,常温喷涂底漆,厚度45μm,针对喷涂底漆后涂层表面缺陷进行局部水打磨处理,目视平整光滑,然后进入第二喷涂室进行面漆喷涂,喷涂中涂,厚度55μm,环境温度40
°
c,相对湿度rh65%,中涂后的烘干温度为75
°
c,保温时间为45min,喷涂面漆,厚度55μm,环境温度42
°
c,相对湿度rh70%,面漆后的闪干温度为36
°
c,相对湿度rh45%,时间10min,面漆后的烘干温度为150
°
c,保温时间25min;步骤六、通过电铸工艺得到产品;对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,得到白色水镀喷漆产品。
37.对产品进行白色水镀工艺处理,在产品表面形成白色的水镀涂层,之后烘干处理,得到白色水镀喷漆产品。
38.步骤四中遮蔽的是需要电镀的外观面,而步骤五中喷涂区域是需要的外观颜色的区域。
39.步骤五中底漆喷涂和面漆喷涂都是通过六自由度机械手静电高压喷涂装置进行自动喷涂;底漆喷涂是采用小口径喷枪分两次喷涂底漆,控制喷涂压力为0.5-0.6mpa,喷涂距离为12-15cm,角度根据产品的形状进行选择,喷角与平面之间呈60
°‑
70
°
;面漆喷涂是采用小口径喷枪分三次喷涂面漆,控制喷涂压力为0.6-0.8mpa,喷涂距离为28-30cm,角度根据产品的形状进行选择,喷角与平面之间呈62
°‑
68
°
。
40.通过电铸工艺得到产品具体为:采用pc和abs材料通过电铸工艺获得与白色水镀产品形状相匹配的产品。
41.白色水镀工艺采用的水镀液为二价镍盐水镀液。
42.步骤五中底漆包括以下原料:高氯化聚乙烯树脂40-50g、有机溶剂10-15g、防腐蚀颜料3-5g、消泡剂2-3g、三聚磷酸铝5-10g、表面活化剂2-3g、二甲苯2-3g、硅溶胶3-5g、固化剂3-5g、氯化石蜡5-10g、去离子水10-15g和助剂5-10g。
43.步骤五中面漆包括以下原料:50%-55%羟基醇酸树脂,50%-45%二甲苯,45%-55%预聚物改性tdi加成物,含有55%-45%二甲苯。
44.清洗液包括以下重量原料:净洗剂5-8g,三乙醇胺0.2-0.4g、苯甲酸钠2-5g、三聚磷酸钠4-8g、焦磷酸钠3-6g、氢氧化钠(调ph值至0.9-11.6)适量和水0.9-1.2l。
45.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1