一种复合膜的制备装置以及制备方法与流程
1.本技术涉及复合膜制造领域,具体而言,涉及一种复合膜的制备装置以及制备方法。
背景技术:
2.现有技术中,质子交换膜作为燃料电池的重要组成部分,其质量好坏极大的影响了燃料电池的性能好坏。相对纯质子交换膜而言,复合膜具有更好的机械性能,在严苛的环境中具有更好的使用寿命,同时可以实现更薄的尺寸,这些性能对于提升燃料电池的使用效率都是非常有效的。
3.然而,现有的复合膜的制备工艺制得的复合膜产品存在厚度均匀性欠佳的问题,导致复合膜的性能受到影响。
技术实现要素:
4.本技术的目的在于提供一种复合膜的制备装置以及制备方法,能够在一定程度上改善复合膜产品厚度均匀性欠佳的问题。
5.本技术的实施例是这样实现的:
6.第一方面,本技术实施例提供一种复合膜的制备装置,包括基台、连接于基台的第一喷枪和第二喷枪、供气单元、翻转单元、膜材固定单元以及运动单元。第一喷枪具有用于容纳醇溶剂的第一空腔,第二喷枪具有用于容纳铸膜液的第二空腔;供气单元分别与第一喷枪和第二喷枪连通;翻转单元连接于基台;膜材固定单元可转动地连接于翻转单元,以使膜材固定单元能够伴随翻转单元的旋转进行转动;运动单元被配置为能够使得第一喷枪和第二喷枪分别与翻转单元进行相对运动。
7.上述技术方案中,第一喷枪和第二喷枪分别用于向基底膜喷涂醇溶剂和铸膜液,相较于常规的复合膜制备装置(仅具有喷涂铸膜液的喷枪),本技术实施例提供的复合膜制备装置增设了喷涂醇溶剂的第一喷枪,通过醇溶剂对非亲水的基底膜进行亲水处理,能够增加铸膜液与基底膜的结合性从而提升二者的复合效果,进而改善复合膜产品的厚度均匀性,并且,醇类试剂一般为易挥发溶剂,不会对后续的处理产生影响,从而不会影响复合膜的自身性能。此外,喷枪连接有供气单元,通过供气单元提供的压缩空气能够提供一定的压力使得铸膜液与基底膜更好地结合在一起,也有助提高二者的复合效果,从而发挥改善复合膜产品的厚度均匀性的作用。通过对基底膜进行亲水改性以及对喷涂过程中的压强进行调节,再加上各个功能单元的相互配合,本技术实施例提供的复合膜制备装置能够在一定程度上改善复合膜产品厚度均匀性欠佳的问题。
8.在一些可选的实施方案中,第一喷枪的喷嘴孔径为0.5~1mm,和/或,第二喷枪的喷嘴孔径为0.1~0.5mm。
9.上述技术方案中,分别将第一喷枪和第二喷枪的喷嘴孔径限定在上述范围,能够使得第一喷枪的喷嘴和第二喷枪的喷嘴均具有适宜大小的尺寸,从而使得从喷嘴喷射出的
醇溶剂和铸膜液均具有适宜的流速,以保证较好的喷涂效果。
10.在一些可选的实施方案中,复合膜的制备装置满足以下条件a~c中的至少一者:
11.a,第一喷枪的内壁的材质包括铝合金和不锈钢中的至少一种;
12.b,第二喷枪的内壁的材质包括哈氏合金、蒙耐尔合金和双向不锈钢中的至少一种;
13.c,膜材固定单元的材质包括哈氏合金、蒙耐尔合金和双向不锈钢中的至少一种。
14.上述技术方案中,将第一喷枪的内壁的材质、第二喷枪的内壁的材质以及膜材固定单元的材质分别限定在上述范围,能够有效避免对应溶剂对相应的功能单元造成损伤,从而能够保证各个功能单元具有较长的使用寿命;同时,还能有效避免对喷涂液造成污染。
15.在一些可选的实施方案中,复合膜的制备装置还包括安装基座,安装基座通过运动单元与基台连接,以使安装基座能够相对于基台沿第一预设方向以及基台的高度方向做往复运动,第一预设方向与基台的高度方向垂直,第一喷枪和第二喷枪均分别与安装基座连接。
16.上述技术方案中,将第一喷枪和第二喷枪均设置在安装基座上,并且将安装基座设置在运动单元上,能够通过安装基座的运动同时实现第一喷枪和第二喷枪的移动,相较于分别移动第一喷枪和第二喷枪的设置形式,能够简化复合膜的制备装置的整体结构,同时,也便于进行喷涂控制。此外,该设置方式中的喷枪可进行多个方向的移动,相较于翻转机构进行多个方向的移动,具有可控性更强的优势。
17.在一些可选的实施方案中,膜材固定单元包括两个沿基台的高度方向间隔分布的两个固定件,两个固定件之间合围形成用于夹持膜材的夹持部,每个固定件均包括沿固定件的周向开设的多个限位槽以及嵌设在槽内的磁体,且位于两个固定件上的多个限位槽分别一一对应。
18.上述技术方案中,将膜材固定单元设置为上述形式,能够较好地对膜材进行夹持与固定,以便可以有效地展平基底膜,且保证其四面受力均匀,从而能够有效避免基底膜因受力不均匀而导致其自身不均匀,进而能够有效避免后续薄膜的复合效果受到影响。此外,通过开设限位槽以及在槽体内设置磁体,即通过磁体异性相吸的原理来实现两个固定件的相对固定,相较于采用其他的固定形式(比如螺纹连接或卡扣连接等方式),具有工艺制备简单以及拆装较为快捷的优势。
19.在一些可选的实施方案中,在基台的高度方向上,任意两个相对分布的限位槽的正投影重合。
20.上述技术方案中,将两个相对分布的限位槽按照上述形式进行设置,相较于仅部分对齐的分布形式,能够提供更大的吸引力,从而发挥更好的固定效果,以便更好地夹持膜材。
21.在一些可选的实施方案中,固定件还具有位置校准区域,位置校准区域开设有凹槽,两个位置校准区域的凹槽之间合围形成校准孔。
22.上述技术方案中,固定件增设位置校准区域,通过两个位置校准区域的配合能够更快捷且更精准的实现两个固定件对膜材的夹持;此外,将位置校准区域设置为两个凹槽相互配合的形式,相较于其他的校准形式,具有校准方式较为简单的优势。
23.在一些可选的实施方案中,膜材固定单元和翻转单元可拆卸连接。
24.上述技术方案中,膜材固定单元和翻转单元采用上述连接方式,能够在膜材固定单元或翻转单元出现问题时,便于对相应的部分进行更换或检修。
25.在一些可选的实施方案中,翻转单元的翻转角度为180~360
°
。
26.上述技术方案中,翻转单元具有适宜的翻转角度,从而能够较为方便地转动到能够进行喷涂的预设位置。
27.在一些可选的实施方案中,翻转单元还包括角度测试仪,角度测试仪用于记录翻转单元的翻转角度。
28.上述技术方案中,通过角度测试仪来对翻转单元的翻转角度进行实时监测,以便更加快捷且精准的将翻转单元转动到喷涂的预设位置。
29.第二方面,本技术实施例提供一种复合膜的制备方法,采用如第一方面实施例提供的复合膜的制备装置进行复合膜的制备,复合膜的制备方法包括以下步骤:
30.将基底膜安装到膜材固定单元上,通过第一喷枪将醇溶剂喷涂到基底膜的其中一侧表面;
31.然后,通过第二喷枪将铸膜液喷洒到基底膜喷涂有醇溶剂的一侧表面;
32.然后,通过启动翻转单元以使膜材固定单元进行翻转,再通过第二喷枪将铸膜液喷洒到基底膜未喷涂有铸膜液的一侧表面;
33.然后,从膜材固定单元上取下进行两面喷涂后的所述基底膜,并对两面喷涂后基底膜进行烧结,得到复合膜成品。
34.上述技术方案中,采用第一方面实施例提供的复合膜的制备装置并按照上述工艺进行复合膜的制备,能够使得制备得到的复合膜产品具有较好的厚度均匀性。
35.在一些可选的实施方案中,醇溶剂包括甲醇、乙醇、异丙醇和正丙醇中的至少一种。
36.本技术实施例提供的复合膜的制备方法适用于上述多种醇溶剂体系,能够提供更多的可实施方案,从而便于对本技术实施例提供的复合膜的制备方法进行推广和应用。
37.在一些可选的实施方案中,铸膜液包括有机溶剂和溶质,有机溶剂包括n,n-二甲基乙酰胺、n,n-二甲基甲酰胺和1-甲基-2-吡咯烷酮中的至少一种;和/或,铸膜液的固含量为10~50wt%。
38.本技术实施例提供的复合膜的制备方法适用于上述多种有机溶剂体系,能够提供更多的可实施方案,从而便于对本技术实施例提供的复合膜的制备方法进行推广和应用。
39.此外,将铸膜液的固含量限定在上述范围,能够使得铸膜液具有适宜大小的固含量,从而便于进行复合膜的制备。
40.在一些可选的实施方案中,第一喷枪喷涂醇溶剂的步骤中,第一喷枪内的压强为0.1~1mpa;和/或,第二喷枪喷涂铸膜液的步骤中,第二喷枪内的压强为0.01~0.5mpa。
41.上述技术方案中,分别将第一喷枪内的压强以及第二喷枪内的压强限定在上述范围内,能够使得二者在喷涂对应的溶液时具有适宜大小的压强,从而使得从喷嘴喷射出的醇溶剂和铸膜液均具有适宜的流速,以保证较好的喷涂效果。
42.在一些可选的实施方案中,基底膜满足以下条件d~f中的至少一者:
43.d,基底膜的孔隙率为70~90wt%;
44.e,基底膜的拉伸强度为10~30mpa;
45.f,基底膜的厚度为5~20μm。
46.上述技术方案中,将基底膜的孔隙率、拉伸强度以及厚度分别限定在上述范围,能够使得基底膜具有较好的综合性能,从而制备得到质量较好的复合膜。
47.在一些可选的实施方案中,在进行烧结的步骤中,包括先进行第一阶段烧结,然后再升温进行第二阶段烧结,然后再升温进行第三阶段烧结。
48.上述技术方案中,采用温度逐渐增加的多个阶段对复合膜进行烧结,相较于直接采用第三阶段对应的温度进行烧结,具有较好的定型效果。
49.在一些可选的实施方案中,复合膜的制备方法满足以下条件g~i中的至少一种;
50.g,在进行第一阶段烧结的过程中,处理温度为40~60℃,处理时间为10~60min;
51.h,在进行第二阶段烧结的过程中,处理温度为60~80℃,处理时间为10~60min;
52.i,在进行第三阶段烧结的过程中,处理温度为130~160℃,处理时间为3~6h。
53.上述技术方案中,将三个烧结阶段的处理温度和时间分别限定在上述范围,能够使得三个烧结阶段均在适宜的温度和时长下进行,从而保证对复合膜的定型效果。
附图说明
54.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
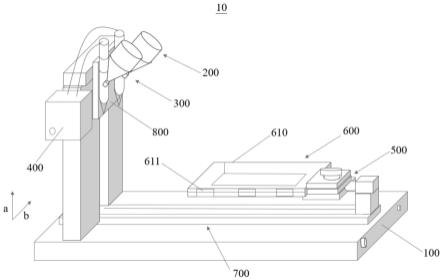
55.图1为本技术实施例提供的一种复合膜的制备装置的结构示意图;
56.图2为本技术实施例提供的一种膜材固定单元的结构示意图;
57.图3为本技术实施例提供的一种复合膜的制备方法的工艺流程图。
58.图标:10-复合膜的制备装置;100-基台;200-第一喷枪;300-第二喷枪;400-供气单元;500-翻转单元;600-膜材固定单元;610-固定件;611-限位槽;612-磁体;613-凹槽;700-运动单元;800-安装基座;a-基台的高度方向;b-第一预设方向。
具体实施方式
59.为使本技术实施例的目的、技术方案和优点更加清楚,下面将对本技术实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
60.需要说明的是,本技术中的“和/或”,如“特征1和/或特征2”,均是指可以单独地为“特征1”、单独地为“特征2”、“特征1”加“特征2”,该三种情况。
61.另外,在本技术的描述中,除非另有说明,“一种或多种”中的“多种”的含义是指两种及两种以上;“数值a~数值b”的范围包括两端值“a”和“b”,“数值a~数值b+计量单位”中的“计量单位”代表“数值a”和“数值b”二者的“计量单位”。
62.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
63.在本技术的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或
暗示相对重要性。
64.此外,术语“水平”、“垂直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
65.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
66.现有技术中,燃料电池中的复合膜制备工艺目前应用比较广泛的是流延法和溶液浸渍法,其中,流延法存在工艺流程复杂以及厚度较难精确控制的问题,导致多次喷涂后的复合膜产品的厚度不均匀,无法达到想要的效果;浸渍法一般用于制备较厚的膜,对于较薄的膜,厚度的精度无法控制在合理范围,对超薄膜的形成也会有影响,并且浸渍法一般只适用于小批量的实验室制备,不适用于大批量生产。
67.由于常规的制备方法存在上述众多问题,再加上基底膜在受到微小力的作用时很容易发生变形,在延展基底膜的过程中很容易发生受力不均而导致基膜厚度不均匀的情况,导致后续与铸膜液复合时产生复合不均匀的情况,进而导致制备得到的复合膜的质量以及性能受到影响。
68.基于此,发明人研究发现,在将铸膜液与基底膜进行复合之前,先对基底膜进行亲水改性,能够使得铸膜液与基底膜更容易且更好的结合在一起,从而保证二者的复合效果,进而改善复合膜产品的厚度均匀性。
69.下面对本技术实施例的一种复合膜的制备装置以及制备方法进行具体说明。
70.参阅图1,第一方面,本技术实施例提供一种复合膜的制备装置10,包括基台100、连接于基台100的第一喷枪200和第二喷枪300、供气单元400、翻转单元500、膜材固定单元600以及运动单元700。第一喷枪200具有用于容纳醇溶剂的第一空腔,第二喷枪300具有用于容纳铸膜液的第二空腔;供气单元400分别与第一喷枪200和第二喷枪300连通;翻转单元500连接于基台100;膜材固定单元600可转动地连接于翻转单元500,以使膜材固定单元600能够伴随翻转单元500的旋转进行转动;运动单元700被配置为能够使得第一喷枪200和第二喷枪300分别与翻转单元500进行相对运动。
71.需要说明的是,第一喷枪200与第二喷枪300基于用途不同,两个喷枪的内部构造会有所不同,例如两个喷枪的内壁材质以及喷嘴大小等会有所区别。
72.需要说明的是,此处的“相对运动”指的是两个喷枪与翻转单元500能够相互配合,从而通过三维运动实现复合膜的制备过程。
73.需要注意的是,运动单元700的具体形式不做限定,本领域中能够实现该运动功能的具体结构形式较为丰富,可以按照本领域常规设置进行,只要能够辅助实现复合膜的制备即可。
74.作为一种示例,可以将运动单元700设置为能够使得喷枪完成三个维度的移动,也可以设置为使得翻转单元500完成三个维度的移动,还可以设置为二者同时完成三个维度的移动。
75.本技术中,第一喷枪200和第二喷枪300分别用于向基底膜喷涂醇溶剂和铸膜液,
相较于常规的复合膜制备装置(仅具有喷涂铸膜液的喷枪),本技术实施例提供的复合膜制备装置增设了喷涂醇溶剂的第一喷枪200,通过醇溶剂对非亲水的基底膜进行亲水处理,能够增加铸膜液与基底膜的结合性从而提升二者的复合效果,进而改善复合膜产品的厚度均匀性,并且,醇类试剂一般为易挥发溶剂,不会对后续的处理产生影响,从而不会影响复合膜的自身性能。此外,喷枪连接有供气单元400,通过供气单元400提供的压缩空气能够提供一定的压力使得铸膜液与基底膜更好地结合在一起,也有助提高二者的复合效果,从而发挥改善复合膜产品的厚度均匀性的作用。通过对基底膜进行亲水改性以及对喷涂过程中的压强进行调节,再加上各个功能单元的相互配合,本技术实施例提供的复合膜制备装置能够在一定程度上改善复合膜产品厚度均匀性欠佳的问题。
76.需要注意的是,喷枪的喷嘴与膜材固定单元600的相对位置关系不做限定,可以根据实际需要进行调整。
77.作为一种示例,喷枪的轴向与基台的高度方向a平行,即喷枪在喷涂醇溶剂或铸膜液时,喷枪的喷嘴与膜材固定单元600垂直。
78.需要注意的是,第一喷枪200的喷嘴和第二喷枪300的喷嘴的孔径不做限定,可以根据实际需要进行调整。
79.作为一种示例,第一喷枪200的喷嘴孔径为0.5~1mm,例如但不限于孔径为0.5mm、0.6mm、0.7mm、0.8mm、0.9mm和1mm中的任意一者点值或任意二者之间的范围值;和/或,第二喷枪300的喷嘴孔径为0.1~0.5mm,例如但不限于孔径为0.1mm、0.2mm、0.3mm、0.4mm和0.5mm中的任意一者点值或任意二者之间的范围值。
80.该实施方式中,分别将第一喷枪200和第二喷枪300的喷嘴孔径限定在上述范围,能够使得第一喷枪200的喷嘴和第二喷枪300的喷嘴均具有适宜大小的尺寸,从而使得从喷嘴喷射出的醇溶剂和铸膜液均具有适宜的流速,以保证较好的喷涂效果。
81.可以理解的是,考虑到复合膜的制备装置10的使用寿命,可以对各个功能单元的材质进行调整。
82.作为一种示例,复合膜的制备装置10满足以下条件a~c中的至少一者:
83.a,第一喷枪200的内壁的材质包括铝合金和不锈钢中的至少一种。
84.b,第二喷枪300的内壁的材质包括哈氏合金、蒙耐尔合金和双向不锈钢中的至少一种。
85.c,膜材固定单元600的材质包括哈氏合金、蒙耐尔合金和双向不锈钢中的至少一种。
86.该实施方式中,将第一喷枪200的内壁的材质、第二喷枪300的内壁的材质以及膜材固定单元600的材质分别限定在上述范围,能够有效避免对应溶剂对相应的功能单元造成损伤,从而能够保证各个功能单元具有较长的使用寿命;同时,还能有效避免对喷涂液造成污染。
87.需要注意的是,考虑到喷涂的便捷性,可以对复合膜的制备装置10的结构进行调整。
88.参阅图1,作为一种示例,复合膜的制备装置10还包括安装基座800,安装基座800通过运动单元700与基台100连接,以使安装基座800能够相对于基台100沿第一预设方向b以及基台的高度方向a做往复运动,第一预设方向b与基台的高度方向a垂直,第一喷枪200
和第二喷枪300均分别与安装基座800连接。
89.该实施方式中,将第一喷枪200和第二喷枪300均设置在安装基座800上,并且将安装基座800设置在运动单元700上,能够通过安装基座800的运动同时实现第一喷枪200和第二喷枪300的移动,相较于分别移动第一喷枪200和第二喷枪300的设置形式,能够简化复合膜的制备装置10的整体结构,同时,也便于进行喷涂控制。此外,该设置方式中的喷枪可进行多个方向的移动,相较于翻转机构进行多个方向的移动,具有可控性更强的优势。
90.需要说明的是,第一预设方向b不做限定,可以根据基台100的形状进行调整,以基台100的底座的立体构型为长方体为例,第一预设方向b为底座的宽度方向,即喷枪的运动轨迹为基台的高度方向a和基台100的底座的宽度方向,相应的,翻转单元500的运动轨迹为基台100的底座的长度方向,即运动单元700包括两个部分,一个部分用于驱动安装基座800移动,另一个部分用于驱动翻转单元500进行移动。
91.需要注意的是,运动单元700在各个方向上的位移区间均不做具体限定,可以根据实际需要进行调整。
92.作为一种示例,运动单元700在底座的宽度和长度方向上的位移区间均为1~300mm,运动单元700在基台的高度方向a上的位移区间为1~100mm。
93.需要注意的是,运动单元700的具体结构不做限定,可以按照本领域常规选择进行设置,例如运动单元700可以设置为导轨和滑块滑动配合的形式,也可以设置为链条与齿轮配合的形式,或者配置动力输出轴进行驱动的形式。
94.参阅图1,作为一种示例,运动单元700设置为导轨和滑块配合的形式,以翻转单元500与基台100的配合形式为例,基台100开设有导轨,翻转单元500设置有与导轨对应的滑块。
95.需要注意的是,考虑到滑动配合的便利性,运动单元700还包括自动驱动件(图中未示出),自动驱动件与翻转单元500的滑块连接,能够驱动滑块在导轨上做往复运动。
96.可以理解的是,自动驱动件的形式不做限定,可以设置为伺服电机或步进电机的形式。
97.可以理解的是,安装基座800与基台100以及喷枪与安装基座800的滑动配合形式均可参照翻转单元500与基台100的配合形式,此处不再做重复阐述。需要注意的是,膜材固定单元600的形式不做限定,可以按照本领域常规选择进行设置。
98.参阅图2,作为一种示例,膜材固定单元600包括两个沿基台的高度方向a间隔分布的两个固定件610,两个固定件610之间合围形成用于夹持膜材的夹持部,每个固定件610均包括沿固定件610的周向开设的多个限位槽611以及嵌设在槽内的磁体612,且位于两个固定件610上的多个限位槽611分别一一对应。
99.需要说明的是,为了对基底膜进行喷涂,固定件610是中空的,不然铸膜液不能有效地喷涂到基底膜上。
100.该实施方式中,将膜材固定单元600设置为上述形式,能够较好地对膜材进行夹持与固定,以便可以有效地展平基底膜,且保证其四面受力均匀,从而能够有效避免基底膜因受力不均匀而导致其自身不均匀,进而能够有效避免后续薄膜的复合效果受到影响。此外,通过开设限位槽611以及在槽体内设置磁体612,即通过磁体612异性相吸的原理来实现两个固定件610的相对固定,相较于采用其他的固定形式(比如螺纹连接或卡扣连接等方式),
具有工艺制备简单以及拆装较为快捷的优势。
101.需要说明的是,固定件610在基台的高度方向a上的正投影的形状不做限定,可以根据实际需要进行调整。
102.作为一种示例,固定件610的正投影的形状可以是圆形、长方形或正方形。
103.需要说明的是,限位槽611在基台的高度方向a上的正投影的形状不做限定,可以根据实际需要进行调整。
104.作为一种示例,限位槽611的正投影的形状可以是长方形、菱形、圆形、正方形或平行四边形。
105.需要注意的是,相对分布的两个限位槽611的对齐方式不做限定,可以是部分对应,也可以是全部对齐。
106.作为一种示例,在基台的高度方向a上,任意两个相对分布的限位槽611的正投影重合(即完全对齐)。
107.该实施方式中,将两个相对分布的限位槽611按照上述形式进行设置,相较于仅部分对齐的分布形式,能够提供更大的吸引力,从而发挥更好的固定效果,以便更好地夹持膜材。
108.可以理解的是,考虑到对膜材夹持时的精准度,可以对固定件610的结构进行调整。
109.作为一种示例,固定件610还具有位置校准区域,位置校准区域开设有凹槽613,两个位置校准区域的凹槽613之间合围形成校准孔。
110.该实施方式中,固定件610增设位置校准区域,通过两个位置校准区域的配合能够更快捷且更精准的实现两个固定件610对膜材的夹持;此外,将位置校准区域设置为两个凹槽613相互配合的形式,相较于其他的校准形式,具有校准方式较为简单的优势。
111.需要说明的是,凹槽613在基台的高度方向a上的正投影的形状不做限定,可以根据实际需要进行调整。
112.作为一种示例,凹槽613的正投影的形状可以是半圆形、三角形、正方形或长方形。
113.需要注意的是,膜材固定单元600和翻转单元500的连接方式不做限定,可以根据实际需要进行调整。
114.作为一种示例,膜材固定单元600和翻转单元500可拆卸连接。
115.该实施方式中,膜材固定单元600和翻转单元500采用上述连接方式,能够在膜材固定单元600或翻转单元500出现问题时,便于对相应的部分进行更换或检修。
116.需要注意的是,可拆卸连接的方式不做限定,例如可以是螺纹连接,也可以是卡扣连接。
117.作为一种示例,膜材固定单元600和翻转单元500螺纹连接。
118.需要注意的是,翻转单元500的翻转角度不做限定,可以根据实际需要进行调整。
119.作为一种示例,翻转单元500的翻转角度为180~360
°
。
120.该实施方式中,翻转单元500具有适宜的翻转角度,从而能够较为方便地转动到能够进行喷涂的预设位置。
121.作为一种示例,翻转单元500还包括角度测试仪(图中未示出),角度测试仪用于记录翻转单元500的翻转角度。
122.该实施方式中,通过角度测试仪来对翻转单元500的翻转角度进行实时监测,以便更加快捷且精准的将翻转单元500转动到喷涂的预设位置。
123.需要说明的是,对于未做特别说明的功能单元的形式或具体构造均可按照本领域常规选择进行设置。
124.第二方面,本技术实施例提供一种复合膜的制备方法,采用如第一方面实施例提供的复合膜的制备装置进行复合膜的制备,复合膜的制备方法包括以下步骤:
125.将基底膜安装到膜材固定单元上,通过第一喷枪将醇溶剂喷涂到基底膜的其中一侧表面;然后,通过第二喷枪将铸膜液喷洒到基底膜喷涂有醇溶剂的一侧表面;然后,通过启动翻转单元以使膜材固定单元进行翻转,再通过第二喷枪将铸膜液喷洒到基底膜未喷涂有铸膜液的一侧表面;然后,从膜材固定单元上取下进行两面喷涂后的所述基底膜,并对两面喷涂后基底膜进行烧结,得到复合膜成品。
126.本技术中,采用第一方面实施例提供的复合膜的制备装置并按照上述工艺进行复合膜的制备,能够使得制备得到的复合膜产品具有较好的厚度均匀性。
127.需要注意的是,醇溶剂的类型不做限定,可以根据实际需要进行调整。
128.作为一种示例,醇溶剂包括甲醇、乙醇、异丙醇和正丙醇中的至少一种。
129.该实施方式中,本技术实施例提供的复合膜的制备方法适用于上述多种醇溶剂体系,能够提供更多的可实施方案,从而便于对本技术实施例提供的复合膜的制备方法进行推广和应用。
130.需要注意的是,铸膜液中的有机溶剂的类型不做限定,可以根据实际需要进行调整。
131.作为一种示例,铸膜液包括有机溶剂和溶质,有机溶剂包括n,n-二甲基乙酰胺、n,n-二甲基甲酰胺和1-甲基-2-吡咯烷酮中的至少一种;和/或,铸膜液的固含量为10~50wt%,例如但不限于固含量为10wt%、20wt%、30wt%、40wt%和50wt%中的任意一者点值或任意二者之间的范围值。
132.需要说明的是,本领域中的铸膜液的溶质通常选用全氟磺酸树脂。
133.该实施方式中,本技术实施例提供的复合膜的制备方法适用于上述多种有机溶剂体系,能够提供更多的可实施方案,从而便于对本技术实施例提供的复合膜的制备方法进行推广和应用。
134.此外,将铸膜液的固含量限定在上述范围,能够使得铸膜液具有适宜大小的固含量,从而便于进行复合膜的制备。
135.需要说明的是,本领域中,铸膜液的常用固含量一般低于10wt%(一般为5wt%),低固含量的铸膜液在喷涂过程中由于溶剂较多,其流动性较大,导致成型厚度偏差增大,进而导致复合膜的厚度均匀性受到影响,不利于膜的成型;而本技术实施例提供的复合膜的制备工艺采用固含量高于10wt%的铸膜液,能够避免溶液大量稀释而造成的溶剂浪费,此外,由于固含量的提高也使得底部不需要增加加热装置使得大量溶剂挥发(固含量越低,需要蒸发的溶剂越多),同时也可大大缩短喷涂时间,提高工效。
136.需要说明的是,喷涂过程中的压强不做限定,可以根据实际需要进行调整。
137.需要说明的是,铸膜液的喷涂量不做限定,可以根据实际需要的复合膜的厚度进行调整,并且铸膜液的用量与其固含量成反比关系,即固含量越大,制备相同厚度的复合膜
所需要的铸膜液的体积更大。
138.作为一种示例,第一喷枪喷涂醇溶剂的步骤中,第一喷枪内的压强为0.1~1mpa,例如但不限于压强为0.1mpa、0.2mpa、0.4mpa、0.6mpa、0.8mpa和1mpa;和/或,第二喷枪喷涂铸膜液的步骤中,第二喷枪内的压强为0.01~0.5mpa。
139.该实施方式中,分别将第一喷枪内的压强以及第二喷枪内的压强限定在上述范围内,能够使得二者在喷涂对应的溶液时具有适宜大小的压强,从而使得从喷嘴喷射出的醇溶剂和铸膜液均具有适宜的流速,以保证较好的喷涂效果。
140.可以理解的是,考虑到复合膜产品的质量,可以对基底膜的孔隙率、拉伸强度以及厚度进行调整。
141.作为一种示例,基底膜满足以下条件d~f中的至少一者:
142.d,基底膜的孔隙率为70~90wt%,例如但不限于孔隙率为70wt%、80wt%和90wt%中的任意一者点值或任意二者之间的范围值。
143.e,基底膜的拉伸强度为10~30mpa,例如但不限于拉伸强度为10mpa、20mpa和30mpa中的任意一者点值或任意二者之间的范围值。
144.f,基底膜的厚度为5~20μm,例如但不限于厚度为5μm、10μm、15μm和20μm中的任意一者点值或任意二者之间的范围值。
145.该实施方式中,将基底膜的孔隙率、拉伸强度以及厚度分别限定在上述范围,能够使得基底膜具有较好的综合性能,从而制备得到质量较好的复合膜。
146.需要注意的是,烧结的具体工艺不做限定,可以根据实际需要进行调整。
147.作为一种示例,在进行烧结的步骤中,包括先进行第一阶段烧结,然后再升温进行第二阶段烧结,然后再升温进行第三阶段烧结。
148.该实施方式中,采用温度逐渐增加的多个阶段对复合膜进行烧结,相较于直接采用第三阶段对应的温度进行烧结,具有较好的定型效果。
149.需要注意的是,各个烧结阶段的温度和时间不做限定,可以根据实际需要进行调整。
150.作为一种示例,复合膜的制备方法满足以下条件g~i中的至少一种;
151.g,在进行第一阶段烧结的过程中,处理温度为40~60℃,例如但不限于温度为40℃、50℃和60℃中的任意一者点值或任意二者之间的范围值,处理时间为10~60min,例如但不限于10min、20min、30min、40min、50min和60min中的任意一者点值或任意二者之间的范围值。
152.h,在进行第二阶段烧结的过程中,处理温度为60~80℃,例如但不限于温度为60℃、70℃和80℃中的任意一者点值或任意二者之间的范围值,处理时间为10~60min,例如但不限于10min、20min、30min、40min、50min和60min中的任意一者点值或任意二者之间的范围值。
153.i,在进行第三阶段烧结的过程中,处理温度为130~160℃,例如但不限于温度为130℃、140℃、150℃和160℃中的任意一者点值或任意二者之间的范围值;处理时间为3~6h,例如但不限于时间为3h、4h、5h和6h中的任意一者点值或任意二者之间的范围值。
154.该实施方式中,将三个烧结阶段的处理温度和时间分别限定在上述范围,能够使得三个烧结阶段均在适宜的温度和时长下进行,从而保证对复合膜的定型效果。
155.需要说明的是,在复合膜的制备过程中,对于未做特别说明的工艺或步骤均可按照本领域常规选择进行。
156.作为一种示例,复合膜的制备方法的工艺流程图示例性的如图3所示。
157.以下结合实施例对本技术的特征和性能作进一步的详细描述。
158.实施例1
159.本技术实施例提供一种复合膜的制备方法,包括以下步骤:
160.将膨体聚四氟乙烯(即基底膜)固定在膜材固定单元上,通过第一喷枪将醇溶剂喷涂到膨体聚四氟乙烯的其中一侧表面;其中,膨体聚四氟乙烯的尺寸为宽150mm、长200mm,厚度为8μm,孔隙率为90wt%,拉伸强度为15mpa;第一喷枪的喷涂速度为70mm/s,第一喷枪的喷嘴到基底膜的距离为50mm,第一喷枪的喷嘴的孔径为0.5mm,第一喷枪内的压强为0.1mpa;醇溶剂为乙醇。
161.然后,通过第二喷枪将铸膜液喷洒到基底膜喷涂有乙醇溶剂的一侧表面,然后静置5min;其中,第二喷枪的喷涂速度为50mm/s,第二喷枪的喷嘴到基底膜的距离为40mm,第二喷枪的喷嘴的孔径为0.3mm,第一喷枪内的压强为0.05mpa;铸膜液以全氟磺酸溶液为溶质,n,n-二甲基甲酰胺为有机溶剂,固含量为20wt%,铸膜液的用量为1.5ml。
162.然后,通过启动翻转单元以使膜材固定单元翻转180
°
,重复进行第二喷枪的操作,直至膜材的总厚度达到15μm。
163.然后,从膜材固定单元上取下进行两面喷涂后的基底膜,并对两面喷涂后的基底膜依次进行第一阶段烧结、第二阶段烧结以及第三阶段烧结,得到复合膜成品;其中,第一阶段烧结的温度为60℃、时间为30min;第二阶段烧结的温度为80℃、时间为30min;第三阶段烧结的温度为140℃、时间为30h。
164.实施例2
165.本技术实施例提供一种复合膜的制备方法,其与实施例1的区别仅在于:固含量为15wt%,铸膜液的用量为2ml。
166.实施例3
167.本技术实施例提供一种复合膜的制备方法,其与实施例1的区别仅在于:固含量为10wt%,铸膜液的用量为3ml。
168.实施例4
169.本技术实施例提供一种复合膜的制备方法,其与实施例1的区别仅在于:固含量为5wt%,铸膜液的用量为6ml。
170.对比例1
171.本技术对比例提供一种复合膜的制备方法,其与实施例1的区别仅在于:未通过第一喷枪对基底膜进行亲水处理。
172.为了更好的理解各个实施例以及对比例的区别,此处通过表格形式进行整理。
173.表1各实施例以及对比例的相关参数
[0174][0175]
试验例1
[0176]
复合膜成品的性能测试
[0177]
测试方法:
[0178]
分别按照实施例1~4以及对比例1的制备方法进行复合膜的制备,然后,分别对制备得到的各个样品进行编号,然后,记载各个样品喷涂铸膜液的时间,并分别测试各个样品的厚度、厚度均值绝对偏差以及电导率。
[0179]
表2复合膜成品的性能测试结果
[0180][0181]
参阅表1和表2,由实施例1~4以及对比例1的测试结果可知,采用本技术实施例提供的制备方法进行复合膜的制备,相较于采用常规的制备方法(即未进行亲水改性),制备得到的复合膜的厚度较薄、厚度均匀度较高,并且由于铸膜液成分能够更为有效地进入基底膜的孔隙内,使得制备得到的复合膜具有更为优异的电导率。
[0182]
由实施例1~4的测试结果可知,固含量越大,喷涂铸膜液所需的时间更少,使得复合膜的制备效率更高。
[0183]
以上所描述的实施例是本技术一部分实施例,而不是全部的实施例。本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1