一种用于合成氨的铁基微反应器及其制备方法和应用
一种用于合成氨的铁基微反应器及其制备方法和应用
1.技术领域:本发明属于催化技术领域,尤其涉及一种用于合成氨的铁基微反应器及其制备方法和应用。
2.
背景技术:
氨是地球上的生命赖以生存的物质,对人类的生产生活至关重要。合成氨是化学工业的支柱产业,具有产量大、能耗高的特点。此外,氨可用作制冷剂及其他化工产品,对国民经济和国防安全具有重大意义。目前合成氨的主要工艺是哈伯-博世(haber-bosch)工艺,在20世纪初,fritz haber和carl bosch利用高效催化剂,在高温和高压条件下用元素氮和氢成功地合成了氨,被认为是人类历史上最重要的发现之一,可为全球70%以上的人口解决粮食问题,但是该工艺通过使用矿物燃料作为原料(天然气,石油和煤炭),消耗全球2%左右的能源,并产生全球近3%的二氧化碳排放量,目前是全球最大的能源消耗者和温室气体排放者之一。但随着人口的迅速增加,能耗量及二氧化碳排放量将随之急剧增加,故此促使研究人员寻求替代优化方案。
3.
技术实现要素:
本发明针对上述现有技术存在的问题做出改进,即本发明所要解决的技术问题是提供一种用于合成氨的铁基微反应器,设计合理,能够提升催化剂与反应器的热扩散效率,具有良好合成氨性能。
4.还提供一种用于合成氨的铁基微反应器的制备方法。
5.还提供一种用于合成氨的铁基微反应器的应用。
6.为了实现上述目的,本发明采用的技术方案是:一种用于合成氨的铁基微反应器,所述铁基微反应器以铁基合金粉末为材料进行3d打印成形,铁基微反应器包括设有下端进气口和上端出气口的催化主体,所述催化主体包含外壳和设置在外壳内部的隔热层、催化床层以及预热通道,所述隔热层位于催化床层和外壳之间,所述催化床层的上、下两端分别设有便于气体流通的上端空隙和下端空隙;所述预热通道围绕在催化床层的外侧,预热通道的进口与下端进气口相连接,预热通道的出口从催化床层的下端空隙处通入催化床层的内部。
7.进一步的,所述预热通道设有四组,每组预热通道均呈上凸形抛物线状。
8.进一步的,所述催化床层的截面呈圆形状,催化床层包括多块竖直平行排列的直板,相邻两块直板之间具有空隙。
9.进一步的,所述催化床层的截面呈圆形状,催化床层包括多块由中心向外辐射状排列的直板,相邻两块直板之间具有空隙。
10.进一步的,所述催化床层的截面呈圆形状,催化床层呈蜂窝状结构,催化床层的孔洞呈正方形。
11.本发明采用的另外一种技术方案是:一种用于合成氨的铁基微反应器的制备方法,包含如下步骤:步骤s1:利用计算机辅助软件设计铁基微反应器的三维模型,将三维模型数据通
过计算机进行数字化处理;步骤s2:以铁基合金粉末为打印材料,利用选择性激光熔化3d打印机打印成形得到铁基微反应器;步骤s3:将步骤s2打印得到的铁基微反应器进行切割、打磨和抛光,获得具有光滑平整外壁的铁基微反应器。
12.进一步的,在步骤s3中对制得的铁基微反应器进行高温焙烧,焙烧处理的温度为600~1000℃,焙烧时间为30~48h。
13.本发明采用的另外一种技术方案是:一种用于合成氨的铁基微反应器的应用,所述铁基微反应器用于热化学合成氨的反应。
14.进一步的,将铁基微反应器固定于氨合成装置加热炉内,通入体积比为1:3的氮气和氢气混合气,调节加热炉内压力为1~5 mpa,温度为400~500℃,进行热催化合成氨。
15.与现有技术相比,本发明具有以下效果:(1)利用3d打印制得用于氨合成反应的铁基微反应器,3d打印制得的反应器能够提升催化剂与反应器的热扩散效率,并显示良好合成氨性能;(2)铁基微反应器能实现内部催化结构自由化,铁基微反应器内部具有预热通道和催化床层,催化床层的比表面积较大,气体经过预热通道进入催化床层,有效地提高合成氨催化,且具有很好的稳定性;预热通道设有四组,每组预热通道均呈抛物线形设置,能够很好地调节材料的传质传热性能和内部气流的扰动性,并通过催化床层的结构差异性增大空隙率、降低流速从而减少压降,同时极大地扩展了整体式结构的材料涵盖范围;(3)铁基微反应器的制备采用铁基合金粉末,与传统工业合成氨铁基催化剂对比,制备成本廉价,可重复利用,制备过程简单方便,能耗低,符合实际生产需要,有较大的应用潜力与前景;(4)以通过改变催化床层的结构进而改变比表面积,并可通过焙烧条件增强活性位点进而提高合成氨的催化性能,突破传统合成氨催化剂的局限性,制备更高效、更廉价、更实用的合成氨反应器。
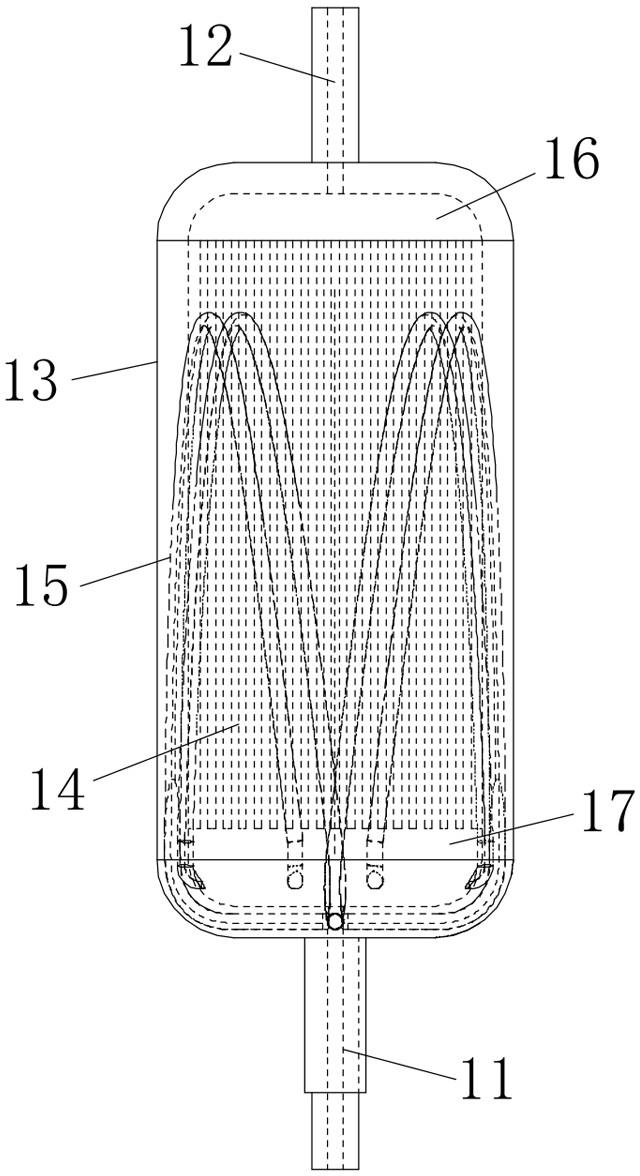
16.附图说明:图1是本发明实施例一中铁基微反应器的构造示意图;图2是本发明实施例一中催化床层的俯视构造示意图;图3是本发明实施例二中催化床层的俯视构造示意图;图4是本发明实施例三中催化床层的俯视构造示意图;图5是原料粉末焙烧后的x射线粉末衍射图;图6是本发明实施例三焙烧后的x射线粉末衍射图;图7是原料粉末焙烧前后的扫描电镜图;图8是本发明实施例一、二、三经800℃焙烧在400℃合成氨的催化性能对比图;图9是本发明实施例一、二、三未经焙烧在500℃合成氨的催化性能对比图;图10为原料粉末在不同焙烧温度下的合成氨对比图。
17.图中:11-下端进气口;12-上端出气口;13-外壳;14-催化床层;15-预热通道;16-上端空隙;17-下端空隙;18-直板。
18.具体实施方式:下面结合附图和具体实施方式对本发明做进一步详细的说明。
19.在本发明的描述中,需要理解的是,术语
“ꢀ
纵向”、
“ꢀ
横向”、
“ꢀ
上”、
“ꢀ
下”、
“ꢀ
前”、
“ꢀ
后”、
“ꢀ
左”、
“ꢀ
右”、
“ꢀ
竖直”、
“ꢀ
水平”、
“ꢀ
顶”、
“ꢀ
底”、
“ꢀ
内”、
“ꢀ
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.实施例一:如图1~2所示,本发明一种用于合成氨的铁基微反应器,所述铁基微反应器以铁基合金粉末为原料,通过选择性激光熔化方式进行3d打印成形,铁基微反应器包括设有下端进气口11和上端出气口12的催化主体12,所述催化主体12包含圆筒状的外壳13和设置在外壳13内部的隔热层、催化床层14以及预热通道15,所述隔热层位于催化床层14和外壳13之间,所述催化床层14的上、下两端分别设有便于气体流通的上端空隙16和下端空隙17;所述预热通道15围绕在催化床层14的外侧,且位于催化床层14与隔热层之间,预热通道15的进口与下端进气口11相连接,预热通道15的出口从催化床层14的下端空隙17处通入催化床层的内部,预热通道15不仅可以用来预热气体,而且还能作为蓄热体进行气体的保温;气体经过预热通道15后通入催化床层的下端空隙17。采用逐层打印的选择性激光熔化技术手段制备具有氨合成催化特性的铁基微反应器,有效地提高了合成氨催化的可能性和稳定性。
21.本实施例中,所述预热通道15设有四组,每组预热通道均呈上凸形抛物线状。
22.本实施例中,如图2所示,所述催化床层14的截面呈圆形状,催化床层包括19块竖直平行排列的直板18,直板的板厚1mm,19块直板中间有18个间隙,相邻直板的间隔1mm。
23.本实施例中,铁基微反应器总高150mm、宽46mm,下端进气口11是内径为2mm、外径为3mm、长度为10mm,衔接内径为2mm、外径为6mm、长度为20mm的环体形状;上端出气口12是内径为2mm、外径为6mm、长度为20mm的圆环形状。预热通道15厚度为4mm,直径为2mm,长度大约120mm。催化床层14高度为64mm。催化床层的上端空隙高度为6mm,下端空隙高度为10mm。
24.本实施例中,铁基合金粉末为316l不锈钢粉末。
25.实施例二:如图3所示,本实施例与实施例一的区别点仅在于催化床层的结构有所区别,具体为:所述催化床层14的截面也呈圆形状,催化床层包括20块由中心向外辐射状排列的直板18,相邻两块直板之间具有空隙。优选的,直板板厚1mm,20块直板有20个间隙,直板与直板夹角18
°
。
26.实施例三:如图4所示,本实施例与实施例一的区别点仅在于催化床层的结构有所区别,具体为:所述催化床层14的截面也呈圆形状,催化床层呈蜂窝状结构,催化床层的孔洞呈边长为1 mm的正方形状。
27.实施例四:一种用于合成氨的铁基微反应器的制备方法,以铁基合金粉末为原料,利用计算机辅助软件进行不同铁基微反应器三维结构设计,再采用逐层打印的选择性激光熔化技术进行3d打印成型制得铁基微反应器,具体包含如下步骤:步骤s1:利用计算机辅助软件设计铁基微反应器的三维模型,将三维模型数据通过计算机进行数字化处理,其中铁基微反应器的结构如图1所示;步骤s2:以铁基合金粉末为打印材料,利用选择性激光熔化3d打印机打印成形得
到铁基微反应器;步骤s3:将步骤s2打印得到的铁基微反应器进行切割、打磨和抛光,获得具有光滑平整外壁的铁基微反应器。
28.步骤s4::在步骤s3中对制得的铁基微反应器在空气气氛下放入马弗炉中进行高温焙烧处理,焙烧处理的温度为600~1000℃,焙烧时间为30~48h。
29.优选的,焙烧温度800~900℃,焙烧时间30~32h。具体制备时,焙烧处理的温度为800℃,升温速率为3℃/min,焙烧时间为30 h。
30.图5~6分别为原料粉末焙烧和实施例三中铁基微反应器的x射线粉末衍射图,从图中可以看出经过800℃焙烧的铁基合金粉末与反应器小块所检测出的特征峰与氧化铁标准卡片相一致,表明成功制备出氧化铁。
31.图7为原料316l合金粉末焙烧前后的扫描电镜图,其中图7中a~c为未焙烧的铁基合金粉末,图7中d~f为铁基合金粉末经过800℃焙烧的sem图,从图中可以看出,合金粉末在焙烧后,合金粉末的表面结构发生了改变,增加了更多活性位点的暴露。
32.实施例五:一种用于合成氨的铁基微反应器的应用,将实施例一、二、三制得的铁基微反应器用于热化学合成氨的反应,具体为:将铁基微反应器固定于氨合成装置加热炉内,通入体积比为1:3的氮气和氢气混合气,调节加热炉内压力为1~5 mpa,温度为400~500℃,进行热催化合成氨。
33.本实施例中,将铁基微反应器固定于合成氨反应装置中对反应器的合成氨性能进行评价,在25% n2-75% h2混合气中以60000 ml g-1 h-1的质量空速,调节加热炉内压力为1~5 mpa,在 400~500℃的温度下,进行热催化合成氨,并通过离子色谱法进行分析。最终,根据出口氨的浓度获得催化剂的氨合成速率。
34.具体热催化合成氨性能参见图8,在装填反应器时,需要将反应器的催化床层部分置于加热炉的恒温区段;氨合成产率最高的是实施例三的反应器,最高为25.33 umol
·
m-2
·
s-1。图9为实施例一、二、三制备的铁基微反应器未焙烧时在500℃合成氨的活性对比图,通过图9和图8比较,未焙烧的反应器的催化活性低于焙烧的反应器。
35.图10为原料粉末在不同焙烧温度下的合成氨活性对比图,其中反应条件与上述反应器的条件相同。由图10中可以看出,经过800℃焙烧处理的原料粉末,合成氨的活性显著高于600℃和700℃焙烧处理的原料粉末,并且在反应压力为1mpa时,测试反应温度从400℃到500℃的反应性能,发现反应温度为450℃的氨合成速率大于400℃并大于500℃。
36.本发明如果公开或涉及了互相固定连接的零部件或结构件,那么,除另有声明外,固定连接可以理解为:能够拆卸地固定连接( 例如使用螺栓或螺钉连接),也可以理解为:不可拆卸的固定连接(例如铆接、焊接),当然,互相固定连接也可以为一体式结构( 例如使用铸造工艺一体成形制造出来) 所取代(明显无法采用一体成形工艺除外)。
37.另外,上述本发明公开的任一技术方案中所应用的用于表示位置关系或形状的术语除另有声明外其含义包括与其近似、类似或接近的状态或形状。
38.本发明提供的任一部件既可以是由多个单独的组成部分组装而成,也可以为一体成形工艺制造出来的单独部件。
39.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然
可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1