一种棒磨机壳体结构的制作方法
1.本技术涉及棒磨机技术领域,具体涉及棒磨机壳体结构。
背景技术:
2.棒磨机是一种常见的破碎设备,常用于破碎研磨矿物、石料等。棒磨机通常包括驱动部件和筒体,驱动部件位于筒体外侧驱动筒体转动。棒磨机工作时物料从进入筒体后,筒体在驱动机构驱动下绕轴旋转,进而筒体带动其内部的物料转动并进行研磨。
3.在研磨过程中,棒磨机与物料之间的摩擦和碰撞剧烈,若筒体直接接触物料则很容易在研磨过程中损坏筒体,因此一般筒体内会设置若干内衬板从而减少研磨物料时对筒体的磨损。内衬板沿筒体内侧周向均匀布置,这样内衬板将物料和筒体隔离开,增加了筒体的使用寿命。
4.然而,在研磨物料的过程中,内衬板不同的部位受到的摩擦与碰撞的强度不同,磨损的程度也不相同;但内衬板上某一处出现损坏,整个内衬板都需要更换,这样会造成材料浪费,既不经济也不环保。
技术实现要素:
5.为了减少材料的浪费,本技术提供一种棒磨机壳体结构。
6.本技术提供一种棒磨机壳体结构,采用如下的技术方案:
7.一种棒磨机壳体结构,包括筒体和多个内衬组件,所述内衬组件沿所述筒体内侧壁周向均匀设置并且相邻所述内衬组件之间相互抵接;所述内衬组件包括底板和多个耐磨板,所述底板的长度方向与所述筒体轴向平行,所述底板可拆卸连接在所述筒体的内壁上,所述耐磨板可拆卸连接在所述底板远离所述筒体内壁的一侧板面上。
8.通过采用上述技术方案,内衬组件均匀设置在筒体内侧壁从而减少在研磨物料时对筒体的磨损;内衬组件之间相互抵接,增加结构整体紧凑性的同时减少内衬组件之间的缝隙宽度,从而减小研磨的物料从内衬组件缝隙间渗出从而影响筒体使用寿命的概率;底板可拆卸连接在筒体内壁上以便于拆卸安装,同时底板支撑耐磨板;多个耐磨板可拆卸连接在底板上从而在研磨物料时保护筒体。由此,研磨物料时耐磨板对底板和筒体内壁起到保护作用,当某块耐磨板损坏时只需将此块耐磨板更换即可,节省了维修成本,减少了对材料的浪费,提升了安装效率。
9.优选的,所述底板朝向所述筒体中心的一侧开设有安装滑槽,所述安装滑槽沿所述筒体的周向延伸,所述耐磨板朝向所述底板的一侧设有安装滑块,当所述耐磨板与所述底板连接时,所述安装滑块滑移卡入所述安装滑槽中。
10.通过采用上述技术方案,安装滑槽与安装滑块配合实现底板与耐磨板的可拆卸连接,安装滑槽沿筒体周向开设,从而安装滑块沿安装滑槽周向滑上底板,这样拆装某一块耐磨板时不会对同一底板上的其他耐磨板产生影响,有利于内衬组件的维修更换。
11.优选的,所述安装滑槽贯穿所述底板的一侧形成一安装口,所述安装口处设有限
位组件,所述安装滑块通过所述限位组件限位于所述安装滑槽中。
12.通过采用上述技术方案,安装滑块从安装口滑移卡入安装滑槽中,限位组件在安装口限位安装滑块从而限制安装滑块从安装口处滑出安装滑槽。
13.优选的,所述限位组件包括抵挡条和限位螺栓,所述抵挡条的长度方向平行于所述筒体的轴向;所述抵挡条上开设有穿孔,所述底板上开设有与所述穿孔对应的螺纹孔,所述限位螺栓同时穿设于所述穿孔与所述螺纹孔中将所述抵挡条连接在所述底板上以封闭所述安装口。
14.通过采用上述技术方案,抵挡条封闭安装口,使得滑移卡入安装滑槽内的安装滑块不易从安装口内滑出,从而加强了底板与耐磨板的连接;限位螺栓同时穿设在穿孔和螺纹孔中将抵挡条固定在底板上,从而将抵挡条锁紧在底板上。
15.优选的,所述底板在所述安装口处形成一让位槽,所述抵挡条嵌设在所述让位槽内。
16.通过采用上述技术方案,让位槽为抵挡条让位,抵挡条嵌入让位槽中,耐磨板覆盖在抵挡条外,从而抵挡条不易暴露在筒体内侧从而在研磨物料时损坏,同时使得底板与耐磨板整体结构紧凑。
17.优选的,所述耐磨板的一侧设有第一镶条,所述耐磨板远离所述第一镶条的一侧开设有第一镶槽;所述第一镶条适于嵌入相邻的所述耐磨板的第一镶槽内。
18.通过采用上述技术方案,镶条与镶槽配合卡接使得相邻两块位于不同底板上的耐磨板抵接紧密,从而研磨的物料不易从相邻两内衬组件的缝隙中接触筒体并腐蚀筒体进而降低筒体使用寿命。
19.优选的,所述耐磨板垂直所述第一镶条的一侧设有第二镶条,所述耐磨板远离所述第二镶条的一侧开设有第二镶槽,所述第二镶条适于嵌入相邻的所述耐磨板的第二镶槽内。
20.通过采用上述技术方案,耐磨板与同一底板上相邻的两块耐磨板之间通过适配的第二镶条和第二镶槽互相扣合,从而使得耐磨板与相邻的同一底板上的其他耐磨板抵接紧密,从而内衬组件结构紧密,同时缝隙不易渗入研磨的物料。
21.优选的,所述底板上开设有定位滑槽,所述筒体内侧壁沿所述筒体轴向设有与所述定位滑槽适配的定位滑块;当所述定位滑块滑移卡入所述定位滑槽中时,所述底板与所述筒体内侧壁相连。
22.通过采用上述技术方案,定位滑块滑移卡入定位滑槽中从而实现底板与筒体的可拆卸连接。
23.优选的,所述的一种棒磨机壳体结构还包括阻挡环,所述阻挡环固定连接在所述筒体内侧壁上,所述阻挡环与所述底板远离所述筒体底壁的一侧相抵。
24.通过采用上述技术方案,底板与筒体滑移卡接后,阻挡环筒体内侧壁固定连接,从而阻挡沿筒体内侧壁周向设置的所有底板,降低定位滑块从定位滑槽内滑出的概率,从而使得内衬组件与筒体内侧壁连接紧密。
25.优选的,所述底板上开设有减重槽,所述耐磨板远离所述底板一侧中部设有凸向所述筒体中心的凸起。
26.通过采用上述技术方案,减重槽的开设使得底板在维持一定构强度的同时减轻自
身重量;这样既减少了金属耗材,又方便了工人安装;耐磨板向筒体中心凸起使得耐磨板在研磨物料时方便携带物料以及研磨件滚动研磨。
27.综上所述,本技术具有以下有益效果:
28.1、本技术内衬组件包括耐磨板和底板,多个耐磨板连接在底板上,研磨物料时耐磨板先与物料接触,耐磨板覆盖并保护底板和筒体;当某处内衬组件因磨损而损坏时,只需将磨损处的耐磨板更换即可,节省了更换维修成本,节约了材料消耗。
29.2、本技术中不同底板上相邻的耐磨板通过镶条与镶槽的配合紧密抵接,相同底板上的相邻耐磨板通过相适配的第二镶条与第二镶槽互相扣合抵接紧密,从而使得内衬结构整体紧密,有利于延长内衬结构使用寿命,同时尽量避免研磨的物料从内衬组件之间的缝隙中渗入并腐蚀筒体内壁,有利于提升筒体的使用寿命;
30.3、本技术通过安装滑块滑移卡入安装滑槽内从而将耐磨板与底板可拆卸连接,使得耐磨板与底板之间的拆装简单容易,方便使用者拆装耐磨板与底板。
附图说明
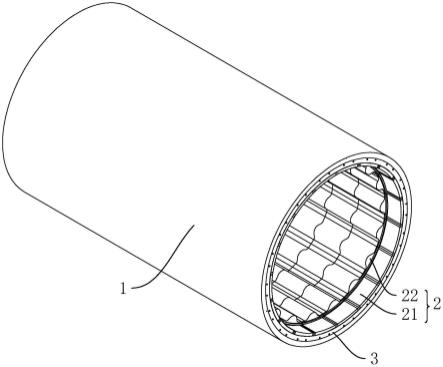
31.图1是本技术实施例的整体结构示意图。
32.图2是本技术实施例的装配示意图。
33.图3是本技术实施例的图2中a处放大图。
34.图4是本技术实施例的内衬组件示意图。
35.图5是本技术实施例的安装滑块示意图。
36.图6是本技术实施例的耐磨板的第一镶块与第一镶槽示意图。
37.图7是本技术实施例的耐磨板的第二镶块与第二镶槽示意图。
38.附图标记说明:
39.1、筒体;11、定位滑块;2、内衬组件;21、底板;211、安装滑槽;2111、安装口;212、定位滑槽;213、螺纹孔;214、让位槽;215、减重槽;22、耐磨板;221、安装滑块;222、第一镶条;223、第一镶槽;224、第二镶条;225、第二镶槽;226、凸起;23、限位组件;231、抵挡条;2311、穿孔;232、限位螺栓;3、阻挡环。
具体实施方式
40.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1-7及实施例,对本技术作进一步详细说明。
41.本技术实施例公开一种棒磨机壳体结构,参照图1,包括筒体1和多个内衬组件2,内衬组件2沿筒体1内壁周向均匀设置,相邻的两个内衬组件2相互抵接从而加强棒磨机壳体结构的结构紧密程度,并且尽量减少经相邻两个内衬组件2缝隙进入筒体1与内衬组件2之间的研磨物料从而减少研磨物料对筒体1的使用寿命的影响。
42.结合图2,其中,内衬组件2包括底板21和多块耐磨板22;底板21的长度方向与筒体1的轴向平行且底板21与筒体1之间可拆卸连接,这样便于将内衬组件2与筒体1拆装。耐磨板22可拆卸连接在底板21远离筒体1内侧壁的一侧板面上,这样当耐磨板22因磨损而损坏时,只需将损坏的耐磨板22拆卸更换即可,节约维修成本与耗材,方便维修。
43.此处底板21沿筒体1周向弯曲形成贴合筒体1的圆弧状,这样底板21可贴合筒体1
内壁从而多个内衬组件2覆盖筒体1内壁对筒体1进行保护。耐磨板22沿筒体1周向与底板21对齐从而覆盖在底板21上对底板21进行保护。底板21与耐磨板22的材质可选择强度较大的合金、铸铁、锰钢等,本实施例中具体选用铸铁。
44.参照图2和图3,底板21与筒体1内侧壁可以通过卡块卡槽配合卡接,也可通过螺栓、销钉等连接。本实施例中底板21朝向筒体1内侧壁的一侧开设有定位滑槽212,筒体1内侧壁上一体制成定位滑块11,通过定位滑槽212滑移卡入定位滑块11内从而实现底板21与筒体1内侧壁的可拆卸连接。
45.同时,筒体1内侧壁上螺栓连接有一个阻挡环3,阻挡环3外周与筒体1内侧相抵,阻挡环3与底板21远离筒体1底壁的一侧抵接,这样底板21与筒体1内侧连接后阻挡环3阻挡底板21使得底板21不易从筒体1内侧壁滑出,提升了内衬结构工作时的稳定性。
46.此外,底板21上开设有减重槽215,从而在维持底板21一定的结构强度下减少底板21耗材,降低底板21重量。减重槽215可沿筒体1轴向开设,也可沿筒体1周向开设,具体可依据底板21形状和安装环境自行设计。
47.参照图4和图5,底板21沿筒体1周向开设有多个安装滑槽211,每个耐磨板22上都设有与所述安装滑槽211相适配的安装滑块221,当耐磨板22与底板21连接时,安装滑块221滑移卡入安装滑槽211中。这样通过安装滑块221滑移卡入安装滑槽211中实现耐磨板22与底板21的可拆卸连接,方便耐磨板22与底板21的拆卸和安装。
48.本实施中安装滑块221、定位滑块11可为t形滑块,也可为燕尾形滑块,只要能尽量避免安装滑块221从安装滑槽211朝向筒体1中心的开口处脱出和/或定位滑块11从定位滑槽212朝向筒体1中心的开口处脱出即可。本实施例中安装滑块221为t形块,安装滑槽211为与安装滑块221适配的t形槽;定位滑块11为燕尾块,定位滑槽212为与定位滑块11适配的燕尾槽。
49.其中,安装滑槽211沿其延伸方向贯穿底板21的一侧形成一安装口2111,安装滑块221可从安装口2111处滑移卡入安装滑槽211内;安装口2111附近设有限位组件23,限位组件23可在安装滑块221滑移卡入安装滑槽211内后限位安装滑块221于安装滑槽211内,从而降低安装滑块221从安装口2111滑移脱出的概率,有利于棒磨机的稳定运行。
50.具体地,回看图4,限位组件23包括抵挡条231和限位螺栓232,抵挡条231的长度方向平行于筒体1轴向,抵挡条231通过限位螺栓232连接在底板21上,从而抵挡条231封闭安装口2111实现对安装滑块221的限位,使得安装滑块221不易在棒磨机研磨物料时从安装口2111内滑出。
51.其中,抵挡条231上开设有穿孔2311,底板21上开设有螺纹孔213,限位螺栓232同时穿设在穿孔2311与螺纹孔213中固定连接抵挡条231和底板21。此处抵挡条231可为长条状方钢条或其他金属材质、其他形状的长条状物,本实施例中具体为长钢条。
52.此外,底板21上开设有让位槽214,抵挡条231安装在此让位槽214中。这样让位槽214为抵挡条231让位,使得抵挡条231朝向筒体1中心的一侧与底板21的朝向筒体1中心的一侧平齐,有利于安装耐磨板22后安装抵挡条231对耐磨板22进行限位。本实施例中为减少抵挡条231与研磨物料不必要的接触,耐磨板22覆盖在抵挡条231朝向筒体1中心的一侧外对抵挡条231进行保护。
53.参照图6,耐磨板22,的一侧设有第一镶条222,耐磨板22远离第一镶条222的一侧
开设有第一镶槽223。内衬组件2均匀沿筒体1周向设置,从而耐磨板22上的第一镶条222嵌入相邻的耐磨板22上的第一镶槽223中,从而加强了内衬结构整体的结构紧凑性,同时也使得研磨物料不易接触筒体1从而腐蚀筒体1。
54.参照图7,耐磨板上垂直于第一镶条222的一侧一体设置有第二镶条224,耐磨板22远离第二镶条224的一侧开设有第二镶槽225。耐磨板22上的第二镶条224嵌入相邻耐磨板22的第二镶槽中使得同一底板板上的耐磨板22首位相抵从而紧密连接。这样使得内衬结构整体紧凑,使得研磨物料不易渗入耐磨板22之间的缝隙与筒体1接触腐蚀筒体1。
55.其中,耐磨板22远离底部的一侧中部凸向筒体1中心形成凸起226,同一底板21上的耐磨板22上的凸起226首尾相连,这样凸起226既能使得耐磨板22能更好裹挟物料和研磨件进行研磨,也能使得耐磨板22中部更耐受磨损。
56.本技术实施例的实施原理为:
57.安装本技术的一种棒磨机壳体结构时,可先将底板21上的定位滑槽212滑移卡入筒体1内壁上的定位滑块11,然后将耐磨板22上的安装滑块221从安装口2111一一滑入底板21上的安装滑槽211中,用抵挡条231封闭安装口2111并用限位螺栓232将抵挡条231连接在底板21上;也可先将耐磨板22安装在底板21上,再将安装好的内衬组件2用螺栓固定在筒体1内。需注意的是,最后一个底板21安装时需要先将耐磨板22安装在底板21上,再将底板21安装在筒体1内侧壁上。安装好底板21后,将阻挡环3用螺栓固定安装在筒体1内侧,使得阻挡环3抵住所有底板21从而底板21不易从筒体1内侧壁滑移脱出。
58.研磨物料时,物料和研磨件在耐磨板22中部凸起226的裹挟下研磨和碰撞使得物料被粉碎,耐磨板22覆盖在底板21朝向筒体1中心一侧的外部从而研磨物料时不易磨损底板21以及筒体1内侧壁。
59.当需要更换耐磨板22时,拆下阻挡环3并将耐磨组件从底板21侧壁拆下,再除去限位螺栓232,取走抵挡条231并将磨损损坏的耐磨板22从底板21上拆下,更换新的耐磨板22后将耐磨组件安装至筒体1内侧。
60.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1