物件边框UV胶复层的自动涂胶装置的制作方法
物件边框uv胶复层的自动涂胶装置
技术领域
1.本实用新型涉及复层胶的涂附技术,所述复层胶包含粒状且间隔布设的多个胶粒,以及复合于所述胶粒上的软胶,特别有关一种物件边框uv胶复层的自动涂胶装置。
背景技术:
2.一般产品都是由诸多物件(或称零组件或配件)组装结合而成,由于所述物件的材质属性并非全然相同,在组装结合时经常会选用胶质材料作为粘着层,使不同材质属性的零组件能牢固的结合一体。
3.例如图1揭示一般的电视或电脑产品,通常必须在一后壳91四周的边框92上组装作为扩散板用途的玻璃面板93,由于一般的后壳91都是使用胶材制成,相较于玻璃面板93的材质为玻璃,两者的材料属性截然不同。对此,组装业者一般都使用具有双面粘性的胶带94作为后壳91与玻璃面板93的粘着材料。但是,由于胶带94在面对后壳91四周的有限宽度的边框92时,以及后壳91的边框92轮廓起伏较大时,在边框92上粘贴胶带94的可控性及提供两物件相对粘着的密实性并不佳。
4.此外,还可见组装业者使用uv胶来作为两种不同材质属性的物件(例如上述后壳91与玻璃面板93)间的粘着剂。其中,由于uv胶是以粘稠状的形态涂附于物件的粘着面,因此对于轮廓起伏较大的粘着面(例如上述后壳91的边框)而言,uv胶的可控性较佳,而且uv胶在结合不同材质属性的物件时所能提供的牢固性优于胶带94,因此,业界已逐渐使用uv胶取代双面胶带,作为例如是后壳91与玻璃面板93之间的粘着剂。其中,uv胶涂附于粘着面之后,必须经紫外光(uv)的照射使的固化定型,随后才粘着待结合物件。
5.由于部分产品的零组件在相互粘合时必须保有一特定的吸震间距(gape);为此,现有uv胶的种类正好可依其固化后能呈现出不同软硬度的特质而提供使用者选用,有助于两结合物件的粘着面之间间隔出所述特定的吸震间距。因此,在有吸震间距需求的粘着场合,业者多半使用uv胶制成的复层胶来取代双面胶带。
6.进一步的说,如图2所示,现有技术中已思及使用粘度较稠的uv胶,营造出一种球粒状的胶粒95,事先以间隔方式涂附于例如上述后壳91的边框92(即粘着面),经uv光固化该胶粒95使的先行固化而后定型,随后再于该边框92(即粘着面)上以面状形式涂附一层相对较稀的uv软胶96,使该uv软胶96复合于该胶粒95上,并且平整的沾附整个边框92(即粘着面),再经uv光固化该uv软胶96,以利提供玻璃面板93四周对应的端边粘着而牢固贴合。其中,胶粒95可在两结合物件之间营造出该特定的吸震间距,而软胶96可提供足够的滩度及粘性包覆该胶粒95并且牢固地结合两物件。
7.然而,在面对图2所示有限宽度的边框92进行上述uv胶复层的涂附时,还必须考量在两物件粘合时避免发生溢胶的瑕疵现象,因此上述由胶粒95和软胶93复合而成的uv胶复层的涂附工作必须非常精准;其中,特别是在边框93的转角处涂附所述软胶93时,无论该边框转角处有或无存在胶粒95,都必须确保在边框转角处的软胶93的涂附量、有或无包覆胶粒95后的复层高度必须能和边框92处保持一致;但截至目前,现有涂胶技术采用较欠缺产
制效率的人工或半自动化方式进行,面对上述复层的涂胶合格率仍显不佳,故亟需加以改进。
8.此外,由于uv光的投照时间、角度及照度对于uv胶的固化成效影响甚巨,现有技术固然已存在自动涂胶技术,但仍难以对uv胶涂附后的uv光照射工序提供出良好的均匀固化策略,并予叙明。
技术实现要素:
9.为此,本实用新型旨在针对现有技术的前述缺失提出改进策略。
10.在一较佳实施中,本实用新型提供一种物件边框uv胶复层的自动涂胶装置,包括利用一涂胶检测平台来定位待涂胶的物件,该物件的四周由所述边框框围出一涂胶路径,且该涂胶路径通过所述边框的至少一边框转角,并且于该涂胶检测平台上配置一可三维移动式地工作头,该工作头具有一基架及一旋动座,该基架上配置一旋动器用以带动该旋动座沿一旋转中心旋动,该旋动座上间隔配置包含一第一涂胶头、一第二涂胶头以及位于该第一涂胶头和第二涂胶头周边的至少一固化灯;其中:该第一涂胶头位于所述旋转中心,该第二涂胶头间隔一涂胶偏心间距而位于该第一涂胶头旁侧的一涂胶偏心位置;至少一所述固化灯包含一线状固化灯,该线状固化灯能提供线状光线照设所述边框和至少一所述边框转角,且该线状固化灯间隔一投光偏心间距而位于该第一涂胶头旁侧的一投光偏心位置,该线状固化灯具有一释光宽度,该释光宽度大于该投光偏心间距,且该第一涂胶头、该第二涂胶头的供胶方向相同于该线状固化灯的投光方向。
11.该装置在进一步实施中,该工作头接受一三维驱动机构的带动而进行三维移动,且该三维驱动机构配置于该涂胶检测平台的四周。
12.该装置在进一步实施中,所述uv胶复层由多个间隔的胶粒外围包覆一层软胶构成,多个所述胶粒由该第一涂胶头间隔涂附于所述边框上,该软胶由该第二涂胶头以面状形式持续涂附于多个所述胶粒上并且沾附所述边框。
13.该装置在进一步实施中,该旋动座还配置包含一三维扫描器,该工作头带动该三维扫描器针对所述边框及边框转角进行涂胶前的动态扫描而取得该涂胶路径,该工作头还带动该三维扫描器针对涂胶后的所述边框及边框转角进行动态扫描而判定uv胶复层的涂附品质。
14.该装置在进一步实施中,至少一所述固化灯还包含多个能投射点状光线的点状固化灯,且多个所述点状固化灯沿一平面直角坐标的方向而间隔布设于该第一涂胶头的四周。
15.该装置在进一步实施中,多个所述点状固化灯在该平面直角坐标上相对该第一涂胶头的一点状投光间距小于该线状固化灯的所述投光偏心间距。
16.在上述实施中,该线状固化灯坐落于该第一涂胶头和该第二涂胶头之间,而使得该线状固化灯的所述投光偏心间距小于该第二涂胶头的所述涂胶偏心间距。
17.依上述实施内容,本实用新型能据以实现的技术功效为:简化物件边框上uv胶复层的涂附工序,并且利用偏心旋动原理修正边框转角处容易生成胶层凸丘及固化光照不足的问题,确保物件边框的边转角上的uv胶复层的宽度及厚度能和直线边框的上的uv胶复层保持一致性,据以实现uv胶复层的自动化涂附及瑕疵检测作业,进而提升上的uv胶复层的
涂附合格率。
18.为此,请进一步参阅详述于后的具体实施方式及图式,据以证明本实用新型的可实施性及其技术功效的可实践性。
附图说明
19.图1为传统以胶带粘着两物件的局部剖示图。
20.图2为传统以uv胶复层粘着两物件的局部剖示图。
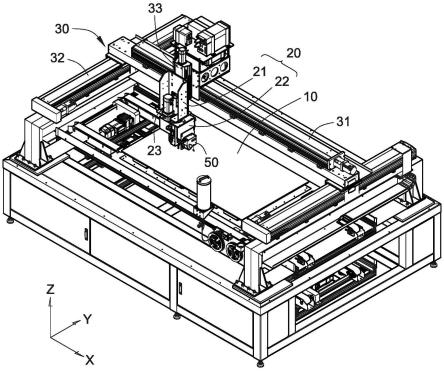
21.图3为本实用新型自动涂胶装置的立体示意图。
22.图4为本实用新型待涂胶物件的立体示意图。
23.图5为图3所示涂胶头的立体放大示意图。
24.图6为图5所示涂胶头的仰视图。
25.图7为图6所示第一涂胶头、第二涂胶头及固化灯的相对位置解说图。
26.图8本实用新型执行自动涂胶的步骤流程的方块示意图。
27.图9为图8所示步骤中物件边框涂附点胶并固化成胶粒后的俯视示意图。
28.图10为图8所示步骤中边框转角于涂附软胶时涂胶头及固化灯的旋摆跟追动作的示意图。
29.图11为完成图8所示步骤后物件边框上的uv胶复层的局部剖示图。
30.附图标记说明:10-涂胶检测平台;20-工作头;21-基架;22-旋动座;23-旋动器;29-旋转中心;30-三维驱动机构;31-x轴驱动滑台;32-y轴驱动滑台;33-z轴驱动滑台;41-第一涂胶头;42-第二涂胶头;43-固化灯;431-线状固化灯;432-点状固化灯;50-三维扫描器;91-后壳(或称待涂胶物件);92-边框;921-直线边框;922-边框转角;93-玻璃面板(或称待贴合物件);94-胶带;95-胶粒;96-软胶;99-涂胶路径;l1-涂胶偏心间距;l2-投光偏心间距;l3-点状投光间距;p1-涂胶偏心位置;p2-投光偏心位置;s1至s4-步骤。
具体实施方式
31.本实用新型欲实施自动涂胶的物件,将以图2所示一般电视或电脑产品的后壳91为例,说明该后壳91在粘着贴合玻璃面板93的前,必须于该后壳91的边框92施予自动涂胶的技术。
32.为此,请先合并参阅图3及图4;其中,图3揭示本实用新型自动涂胶装置的整体外观,用以对物件边框92涂附如图2所示的胶粒95和软胶96,进而形成边框92上的uv胶复层;图4进一步揭示该自动涂胶装置所欲涂胶的后壳91(即待涂胶物件)的立体外观。补充的说,复如图2所示,所述uv胶复层,乃是由边框92上多个间隔的胶粒95的外围包覆一层软胶96构成。
33.如图3所示,该自动涂胶装置包括在一涂胶检测平台10上配置可三维移动的一工作头20;其中,该涂胶检测平台10用以定位如图4所示的后壳91,该后壳91的四周具有待涂胶的边框92,且边框92可由多个不特定高度的直线边框921及多个边框转角922相互框围而形成一涂胶路径99,该涂胶路径99可由本实用新型的自动涂胶装置自动扫描检知(容后详述),或由使用者预先设定而得知。
34.请搭配图3及图5所示,揭示该工作头20具有一基架21及一旋动座22。该基架21系
定位于一三维驱动机构30上,该三维驱动机构30配置于该涂胶检测平台10的四周,并且包含相互连结带动的一x轴驱动滑台31、一y轴驱动滑台32及一z轴驱动滑台33,其中该基架21系定位于z轴驱动滑台33上而接受该三维驱动机构30的带动而移动。该基架21上配置有以马达或旋转气缸制成的一旋动器23,且该基架21经由旋动器23而轴接该旋动座22,使得旋动器23能在基架21上带动旋动座22沿x-y坐标平面旋转所需角度,而让旋动座22保有一旋转中心29。请参阅图7所示,揭示旋转中心29的位置。
35.请进一步搭配图6及图7所示,揭示该旋动座22上间隔配置包含一第一涂胶头41、一第二涂胶头42以及位于该第一涂胶头41和第二涂胶头42周边的至少一固化灯43。其中,该第一涂胶头41及第二涂胶头42分别连接可充填uv胶的胶筒(图未标示),以便能分别对后壳91(即待涂胶物件)涂附uv胶;进一步的说,在本实施中,第一涂胶头41专责对边框92(包含直线边框921、边框转角922)间隔施予点胶的工作,而形成图2所示边框92上多个间隔排列的胶粒95;第二涂胶头42专责对边框92(包含直线边框921、边框转角922)连续涂附线状(或称面状)uv胶的工作,而形成图2所示边框92上呈线或面状形式包覆于多个所述胶粒95上并且沾附所述边框92的软胶96(或称软胶层);至少一所述固化灯43可以包含沿直线轨迹431延伸形成的一线状固化灯431,用以提供线状光线照设所述边框92(包含直线边框921、边框转角922)。
36.更进一步的说,该第一涂胶头41位于所述旋转中心29,该第二涂胶头42间隔一涂胶偏心间距l1而位于该第一涂胶头41旁侧的一涂胶偏心位置p1,且所述线状固化灯431间隔一投光偏心间距l2而位于该第一涂胶头41旁侧的一投光偏心位置p2,此外,所述线状固化灯431的直线轨迹可以是垂直(或不共线于)于涂胶偏心位置p1和旋转中心29之间的连线;依此,使得所述线状固化灯431具有直线型的一释光宽度w,且该释光宽度w大于该投光偏心间距l2;其中,该第一涂胶头41、该第二涂胶头42的供胶方向相同于所述线状固化灯431的投光方向。
37.除此之外,复如图3、图5及图6所示,该旋动座22上还可配置市购的一三维扫描器50,该工作头20能带动该三维扫描器50针对所述边框92(包含直线边框921、边框转角922)进行涂胶前的动态扫描,用以取得图4所示的涂胶路径99;再者,该工作头20还能带动该三维扫描器50针对涂胶后的所述边框92进行动态扫描,用以判定上述uv胶复层的涂附品质。
38.再者,复如图6及图7所示,本实用新型所述的固化灯43还包含多个能投射点状光线的点状固化灯432,且多个所述点状固化灯432沿一平面直角坐标的方向而间隔布设于该第一涂胶头41的四周,在图7中揭示该平面直角坐标坐落于x-y象线。进一步的说,多个所述点状固化灯432可分别沿着x轴及y轴的坐标线间隔布设,进而坐落于该第一涂胶头41的四周;其中,该x轴及y轴的坐标线可定义为第一涂胶头41(或第一涂胶头41及第二涂胶头42)跟随涂胶路径99移动的涂胶路线。
39.更进一步的说,多个所述点状固化灯432在该平面直角坐标上相对该第一涂胶头41的点状投光间距l3可以小于该线状固化灯431的所述投光偏心间距l2,其用意在于令各该点状固化灯432能以较近的点状投光间距l3而跟随在第一涂胶头41的后方,以便于当第一涂胶头41对边框92进行点胶之后,点状固化灯432能立即地对点胶形成的胶粒95进行uv光的投照,而使得胶粒95能快速地固化定型。在此实施下,该线状固化灯431为专责对第二涂胶头42涂附于边框92上的软胶96进行投照uv光,使得软胶96能迅即地固化,而成为包覆
在边框92和胶粒95上的软胶层。
40.依本实用新型上述自动涂胶装置所揭示的实施细节,可以进一步印证本实用新型提供的一种物件边框uv胶复层的自动涂胶方法,请接着参阅8,说明该自动涂胶方法包括依序执行下列步骤s1至s4:
41.步骤s1:检知物件边框的涂胶路径
42.具体的,在本步骤中,可凭借该自动涂胶装置中具有三维移动能力的工作头20(如图3至图6所示),来载运该第一涂胶头41、第二涂胶头42、至少一所述固化灯43(包含线状固化灯431或/及点状固化灯432)及所述三维扫描器50一起跟追该物件边框92(包含直线边框921、边框转角922)的所述涂胶路径99移动(如图4所示)。由于该工作头20具有三维移动能力,因此当该物件边框92的直线边框921及多个边框转角922具有不等高度的落差时,该工作头20能凭借该三维驱动机构30的带动而让三维扫描器50精确的跟追该直线边框921及多个边框转角922移动,进而检知所述涂胶路径99。此外,三维扫描器50也可由另一个工作头单独载运,而完成所述涂胶路径99的检知步骤;也或者,可由控制系统事先依物件边框92的轮廓形态而预设该涂胶路径99,都属本实用新型可运用及替换的技术范畴。
43.步骤s2:间隔点胶并固化胶粒
44.具体的,在本步骤中,当第一涂胶头41到达所述涂胶路径99的起始点(由控制系统预定)之后,便驱动该第一涂胶头41对所述边框92执行点胶工作,所述点胶意旨间隔涂附多个胶粒95于所述边框92的工序;在涂附每一个胶粒95之间隔过程中,该第一涂胶头41是在跟随涂胶路径99的步进移动过程中进行,此时,至少一所述固化灯43(包含线状固化灯431或/及点状固化灯432)系跟随在该第一涂胶头41的后方间隔该投光偏心间距l2或点状投光间距l3(如图7所示)而步进移动,以便能迅速地投光固化多个所述胶粒95。在本实用新型中,当线状固化灯431及点状固化灯432同时实施配置时,所述胶粒95的固化工作是由和第一涂胶头41间隔点状投光间距l3的点状固化灯432执行。
45.步骤s3:检知胶粒的分布位置
46.具体的,本步骤可凭借该工作头20一起载运移动的三维扫描器50来执行检知胶粒的分布位置的工序;换言之,当第一涂胶头41及所述固化灯43(例如是点状固化灯432)共同完成一个物件边框92的涂胶路径99的点胶及固化点胶成为胶粒95的工序之后,该工作头20可以再次跟追该物件边框92(包含直线边框921、边框转角922)的所述涂胶路径99移动,用以扫描该物件边框92上间隔布设的胶粒95的分布位置,所述胶粒95的分布位置包含已附有胶粒95及无附有胶粒95的真实位置的信息(如图9所示)。此外,所述三维扫描器50也可由另一个工作头单独载运,而完成本步骤(3),都属本实用新型可运用及替换的技术范畴。
47.步骤s4:线状涂附软胶并固化成软胶层
48.具体的,本步骤可由工作头20上的第二涂胶头42根据多个所述胶粒95的分布信息,而自所述涂胶路径99的起始点开始对该物件边框92(包含直线边框921、边框转角922)执行连续式的线状涂附软胶96工序,且该连续式的线状涂附软胶96的工序是在工作头20持续移动而不停顿的过程中进行;所述持续移动,可依三维扫描器50所读取的边框92上已附有胶粒95及无附有胶粒95的真实位置而施予不同移动的持续速度,而使得有胶粒95和无胶粒95的边框92上都能涂附相同断面高度的带状软胶96,令软胶96能以面状形式包覆多个所述胶粒95并且沾附边框转角922及直线边框921。此时,至少一所述固化灯43应以线状固化
灯431为首选,并且跟随在该第二涂胶头41的后方间隔该投光偏心间距l2(如图7所示)而持续移动,以便能迅速地投光固化该带状软胶96成为软胶层。
49.本实用新型中,当线状固化灯431及点状固化灯432同时实施配置时,所述软胶96的固化工作是由和第二涂胶头42间隔投光偏心间距l2的线状固化灯432执行,此时点状固化灯431可不执行投光动作。
50.在执行上述步骤s4的过程中,一当第二涂胶头42及线状固化灯431遭遇到边框转角922时,该第二涂胶头42能接受旋动器23的驱动,而以该第一涂胶头41为旋转中心的持续偏心旋动方式,对所述边框转角922涂附该软胶;所述持续偏心旋动方式,可依三维扫描器50所读取的边框92上已附有胶粒95及无附有胶粒95的真实位置而施予不同的持续旋动速度,使得边框转角922上不论有或无胶粒95,其软胶96的涂附宽度及厚度,都能和直线边框921上的软胶一致。在所述边框转角922涂附软胶96的后的瞬间,所述线状固化灯431能接受旋动器23的驱动,而以第一涂胶头41为旋转中心并且持续偏心旋动的方式,凭借该释光宽度w所能释放的线状光线,在偏心旋动过程中固化所述边框转角922上的软胶96成为软胶层,用以修正边框转角922处容易生成胶层凸丘及固化光照不足的问题。
51.陈如图10所示,揭示当可三维移动能力的工具头20带动第一涂胶头41依序由位置41a、41b至41c移动时,和第一涂胶头41保持涂胶偏心间距l1的第二涂胶头42,以及和第一涂胶头41保持投光偏心间距l2的线状固化灯431(如图7所示),二者都是以第一涂胶头41为旋转中心,当第一涂胶头依序由位置41a、41b至41c移动时,相对较远的第一涂胶头42依序由位置42a、42b移动至位置42c,且相对较近的线状固化灯431依序由位置431a、431b移动至位置431c,使得所述边框转角922在执行上述步骤s4后,能和直线边框921共同取得较完善且趋近一致性的uv胶复层品质(如图11所示),以利于提供待贴合物件93(例如是玻璃面板)四周能对应待涂胶物件91(例如是后壳)的物件框端92而以保有间距方式牢固地贴合。
52.在完成上述步骤s4之后,该工作头20还能载运三维扫描器50沿着涂胶路径99移动一次,用以针对涂胶后的所述物件边框92进行动态扫描,而判定uv胶复层的涂附品质。
53.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1