在点胶装置中使用的螺旋阀和点胶装置的制作方法
1.本技术涉及一种用于点胶装置的螺旋阀以及具有该螺旋阀的点胶装置。
背景技术:
2.点胶装置通常包括用于分配流体的螺旋阀,以便将胶水或涂料等流体点滴、涂覆至产品的表面或内部。
3.然而,若胶水或涂料等流体中形成有气泡,可能会对流体的处理带来不利。例如,如果将含有气泡的胶水或涂料等流体点滴、涂敷至产品的表面,可能会在产品表面造成缺陷,从而导致产品表面的保护能力不足。又如,气泡还可能会导致结构胶中产生空隙,从而使结构胶的粘合强度和可靠性降低。另外,在流体的分配过程中,如果气泡占据了过多体积,可能会影响流体的计量精度,并因此给流体(例如,双组分流体)的混合或固化带来不利的影响。
技术实现要素:
4.鉴于现有技术中存在的上述问题,本领域中期望提供一种能够有效去除气泡的螺旋阀和点胶装置。
5.根据本技术的一个方面,提供了一种在点胶装置中使用的螺旋阀。所述螺旋阀包括:壳体,所述壳体包括筒形部和位于所述筒形部的端部处的喷嘴;以及螺杆,所述螺杆可旋转地设置在所述壳体中并且具有外周面和设置在所述外周面上的螺纹,在所述螺杆的外周面与所述筒形部的内周面之间形成用于分配流体的通道。所述通道沿着所述筒形部的轴向方向依次包括第一进料分段、第二压缩分段、第三泄压分段和第四计量分段。所述第一进料分段和所述第三泄压分段中的至少一部分螺纹的螺牙与所述筒形部的内周面之间存在间隙,所述第二压缩分段和所述第四计量分段中的螺纹的螺牙与所述筒形部的内周面接触。
6.在一些实施方式中,所述筒形部的内周面具有恒定的直径。
7.在一些实施方式中,所述螺杆的外周面的与所述第一进料分段和所述第三泄压分段对应的部分的直径小于与所述第二压缩分段和所述第四计量分段对应的部分的直径。
8.在一些实施方式中,所述筒形部在对应于所述第三泄压分段的部分设置有排气口,并且在所述排气口处设置有防水透气膜。
9.在一些实施方式中,所述螺旋阀还包括用于将所述防水透气膜夹持在其间的两个夹持件。
10.在一些实施方式中,所述夹持件中的每个夹持件设置有延伸贯穿两个端面的多个通孔。
11.在一些实施方式中,所述排气口经由管路连接至真空装置。
12.在一些实施方式中,所述螺旋阀还包括螺纹连接装置,所述排气口设置有与所述螺纹连接装置接合的内螺纹。
13.在一些实施方式中,所述螺纹连接装置具有中央通孔,所述防水透气膜配装在所述中央通孔中。
14.在一些实施方式中,在所述壳体上设置有加热装置,所述加热装置构造成对所述第三泄压分段内的流体进行加热。
15.根据本技术的另一方面,提供一种包括上述螺旋阀的点胶装置。
16.根据本技术的用于点胶装置的螺旋阀或点胶装置至少具有以下优点:
17.螺旋阀包括流通面积不同的多个分段。这些分段的流通面积不同,使得流体在分配时经过这些分段时的压力也不同。这些分段中的压缩分段具有较小的流通面积,因此可以产生较大的流体压力,由此可以对通过进料口供给的流体进行压缩,并且可以将气泡从流体内挤出。这些分段中的泄压分段具有较大的流通面积,因此可以使流体中的压力降低,以使得流体中的气泡进一步逸出。这些分段中中的计量分段可以再次对流体进行压缩以防止形成气穴。因此,可以提高计量精度。因此,根据本技术的螺旋阀可以在流体分配过程中通过压力的变化,有效地排出流体内的气泡。由于流体内的气泡被消除或减少,因此可以消除或减少处理的产品的缺陷,提高粘合强度和可靠性。
18.在壳体的对应于泄压分段的部分设置有排气口。通过排气口可以将流体内部逸出的气泡排出至螺旋阀的外部。此外,在排气口处设置有防水透气膜,防水透气膜允许气体通过,但是不允许流体通过。因此,防水透气膜可以在排出气泡的同时有效地防止流体泄漏。
19.螺旋阀的壳体上设置的加热装置可以对流体进行加热,由此进一步促进气泡逸出。
20.真空装置连接至排气口。因此,可以通过真空装置的抽吸效应进一步促进流体内的气泡的逸出,并且可以积极、有效地将气体排出至螺旋阀的外部。
附图说明
21.通过以下参照附图的描述,本技术的一个或几个实施方式的特征和优点将变得更加容易理解,在附图中:
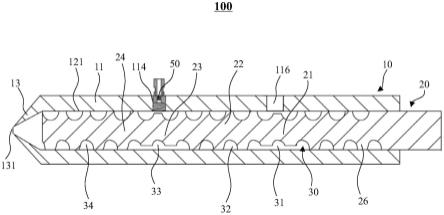
22.图1是根据本技术实施方式的用于点胶装置的螺旋阀的局部剖视示意图;
23.图2是根据本技术实施方式的螺旋阀中用于夹持防水透气膜的夹持件的立体示意图;以及
24.图3是图1中的螺旋阀的排气口处的局部放大示意图。
具体实施方式
25.下面对优选实施方式的描述仅仅是示范性的,而绝不是对本发明及其应用或用法的限制。在各个附图中采用相同的附图标记来表示相同的部件,因此相同部件的构造将不再重复描述。
26.点胶装置可用于分配单组份或者双组分的各种流体,粘度范围一般大于0cp并且小于等于5000000cp。这些流体可以有触变性(粘度随剪切速度增大而增大或者减小),也可以没有触变性(不管剪切速度如何变化,粘度保持不变)。一般而言,这些流体在温度升高的条件下粘度更低(变得更稀),此外,受压之后流体中的气泡、空隙会被挤出,流体会变得更加紧密(密度轻微增加)。
27.作为这些流体的一个具体示例,胶水(胶粘剂)通常是复杂的配方产品。胶水的粘度范围很宽,最稀的大约为100cp数量级,最稠的大约为1000000cp数量级。通常很稀的胶水没有触变性,而很稠的胶水则一般都有触变性。在温度升高的条件下粘度更低(变得更稀)。受压之后,胶水中的气泡、空隙会被挤出,胶水则会变得更加紧密(密度轻微增加)。胶水可以是双组分的,也可以是单组分的。
28.下面将参照图1描述根据本技术实施方式的用于点胶装置的螺旋阀100。螺旋阀100在点胶装置中用于分配如上所述的各种流体。根据本技术的螺旋阀100构造成能够有效地排出流体内的气泡,从而提高点胶装置的性能和点胶产品的质量。
29.如图1所示,螺旋阀100包括壳体10和螺杆20。螺杆20设置在壳体10中并且在螺杆20的外周面与壳体10的内周面121之间形成用于分配流体的通道30。螺杆20能够相对于壳体10旋转,从而通过螺杆20的螺纹26推动和输送流体。
30.壳体10包括筒形部11和喷嘴13。筒形部11上设置有进料口116。在进料口116处连接有进料装置(未示出)。例如,可以通过螺纹连接方式将进料口116连接至进料装置。进料装置将流体经由进料口116供给至螺旋阀100内部。喷嘴13位于筒形部11的一个端部处。喷嘴13呈锥形并且在渐缩的末端处具有开口131。螺旋阀100内的流体在螺杆20的输送下经由开口131而分配至产品。
31.根据本技术的螺旋阀100,通道30包括流通面积不同的多个分段31至34,使得流体在通过各个分段31至34时具有不同的压力。通过变化的压力,流体内的气泡或空隙挤出或逸出。
32.在图1所示的实施方式中,通过改变螺杆20的螺纹26的螺牙的高度来改变流通面积。
33.参见图1,筒形部11的内周面121具有恒定的直径。螺杆20具有螺纹26的螺牙的高度不同的多个分段,即,在筒形部11的轴向沿着流体分配方向依次具有第一分段21、第二分段22、第三分段23和第四分段24。第一分段21、第二分段22、第三分段23和第四分段24分别对应于通道30的各个分段31至34。
34.在第一分段21与筒形部11的内周面121之间形成通道30的第一进料分段31。在螺杆20的第二分段22与筒形部11的内周面121之间形成通道30的第二压缩分段32。在螺杆20的第三分段23与筒形部11的内周面121之间形成通道30的第三泄压分段33。在螺杆20的第四分段24与筒形部11的内周面121之间形成通道30的第四计量分段34。
35.螺杆20的第一分段21对应于壳体10的进料口116。有利的是,螺旋阀100构造成在第一进料分段31处能够保证流体均匀连续地进给和输送,防止断流或空隙产生。第一分段21的螺纹26不与筒形部11的内周面121接触。例如,可以通过切除第一分段21的螺纹26的螺牙的一部分,使其与筒形部11的内周面121之间存在一定间隙。
36.螺杆20的第二分段22的螺纹26的螺牙与筒形部11的内周面接触。因此,第一进料分段31的流通面积大于第二压缩分段32的流通面积。当流体从第一进料分段31输送至第二压缩分段32时,由于流通面积减小,使得流体内的压力增加,从而可以将流体内的气泡或空隙挤出至流体表面或者靠近表面的区域。
37.第三分段23与第一分段21类似,具有不与筒形部11的内周面121接触的螺纹。例如,可以将第三分段23中的螺纹的螺牙切除一部分,使其与筒形部11的内周面121之间存在
一定间隙。因此,第三泄压分段33的流通面积大于第二压缩分段32的流通面积,从而可以起到泄压的作用。当流体从第二压缩分段32流动至第三泄压分段33时,由于流通面积变大,使得流体的压力变小,从而进一步有利于使气泡或者空隙逸出至流体表面或者靠近表面的区域。
38.第四分段24与第二分段22类似,具有与筒形部11的内周面121接触的螺纹。因此,第四计量分段34的流通面积小于第三泄压分段33的流通面积,从而可以起到压缩流体的作用。当流体从第三泄压分段33流动至第四计量分段34时,由于流通面积变小,使得流体的压力增加,从而压缩流体。这样,当流体在经由开口131分配之后,流体略微膨胀,从而可以防止中断并且使得流速更加均匀稳定,更容易填满产品的预定部位。
39.在图1所示的实施方式中,可以通过改变螺杆20的各个分段的螺牙高度来改变通道30的相应分段的流通面积,并由此改变各个分段内的流体压力。应理解的是,本技术的螺旋阀100不局限于图示的具体示例,其是可以改变的,只要其能够实现本文中描述的功能即可。例如,螺杆20的外周面的与通道的各个分段对应的部分可以具有不同的直径。又如,螺杆20的外周面(螺纹26设置在其上)的与第一进料分段和第三泄压分段对应的部分可以具有减小的直径。
40.另外,可以根据所需的压力变化,来确定通道30的各个分段的流通面积的比。
41.此外,还可以在壳体10上设置加热装置(未示出)。加热装置对壳体10(特别是,筒形部分11的与第三泄压分段对应的部分)进行加热,由此对壳体10内的流体进行加热。流体被加热之后,粘度降低,有利于其内的气泡或空隙排出。加热装置90可以将流体加热至期望的温度。期望的温度可以根据流体的性质进行确定,例如,不会导致流体反应或固化的温度。例如,可以将流体加热至不超过60摄氏度。应理解的是,加热装置的数量、位置和结构不应局限于所示的具体示例,而是可以发生改变,只要其能够实现本文中描述的功能即可。
42.此外,可以在壳体10的筒形部11的与第三泄压分段33对应的部分上设置排气口114。排气口114有利于将气体排出至螺旋阀100的外部。排气口114可以经由管路连接至真空装置(未示出),以辅助排出气体。
43.排气口114可以具有圆形截面。排气口114的尺寸可以根据流体的性质、期望的压力和输送速度等进行确定。例如,排气口114可以具有大约6mm至15mm的直径。例如,排气口114可以设置在与第三泄压分段33的大致中间的位置处。应理解的是,排气口114的形状、尺寸、位置等不应局限于图示的具体示例,而是可以改变,只要其能够实现本文中描述的功能即可。
44.在排气口114处可以设置有防水透气膜50。防水透气膜50允许气体通过,但是不允许流体通过。作为一个示例,防水透气膜50为聚四氟乙烯(eptfe)薄膜。防水透气膜50具有多个微孔。例如,微孔具有大约0.1um的直径,是最小水珠(水雾)直径的1/10000,是单个水分子大小的大约700倍。每平方厘米材料上大约存在30亿个微孔。因此防水透气膜可以阻挡液体或者固体通过,同时又可以使得气体高效透过。根据本技术的螺旋阀100可以采用市面上可以获得的各种类型的防水透气膜。
45.在防水透气膜50的表面上可以进行表面涂层处理或者贴合其它疏松或镂空材料,起到对防水透气膜50的支撑或者保护作用。所述支撑或保护层可以根据实际需要进行设计。图2示出了所述支撑或保护层的一个示例。
46.如图2所示,在防水透气膜50的两侧具有夹持件60和70。夹持件60和70可以具有相同的结构。如图2所示,夹持件60具有延伸贯穿两个端面的多个通孔62,以便排出气体。夹持件可以由金属材料制成,例如,不锈钢,以提供足够的强度。夹持件60和70将防水透气膜50紧紧地夹持在其间,以形成整体。然后,可以通过诸如螺栓的紧固件或者通过诸如过盈配合或焊接等固定方式将夹持件60和70以及防水透气膜50安装至排气口114中或排气口114处。
47.应理解的是,用于支撑或安装防水透气膜50的结构不应局限于图示的具体示例,而是可以发生改变,只要其能够实现本文中描述的功能即可。
48.在图中所示的示例中,螺旋阀100还可以包括将排气口114连接至外部装置(未示出)的螺纹连接装置。下面参见图3来描述根据本技术的螺纹连接装置。如图3所示,螺纹连接装置包括第一螺纹件42和第二螺纹件44。排气口114设置有内螺纹,第一螺纹件42与排气口114螺纹连接。第二螺纹件44与第一螺纹件42螺纹连接。第一螺纹件42和第二螺纹件44设置有连通的中央通孔以便排出气体。防水透气膜配装在第一螺纹件42和第二螺纹件44的中央通孔中。防水透气膜可以以任何合适的方式安装。例如,防水透气膜可以夹持在第一螺纹件42和第二螺纹件44之间。
49.应理解的是,将排气口连接至外部装置的连接结构不应局限于图3所示的具体示例,而是可以改变的,只要其能够实现本文中描述的功能即可。
50.图示的具体示例仅仅是出于说明本发明的目的,而非限制本发明,因此,上述具体示例可以有各种变化。虽然已经具体描述了本技术的一些实施方式和变型,但是本领域技术人员应该理解,本技术并不局限于上面描述和附图所示的实施方式和变型而是可以包括其他各种可能的组合和结合。在不偏离本技术的实质和范围的情况下可由本领域的技术人员实现其它的变型和变体。所有这些变型和变体都落入本技术的范围内。而且,所有在此描述的构件都可以由其他技术性上等同的构件来代替。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1