一种用于天线铁氧芯体灌胶工装的制作方法
1.本实用新型涉及天线铁氧芯体灌胶工装技术领域,具体是一种用于天线铁氧芯体灌胶工装。
背景技术:
2.随着社会的发展,各行业也都在快速的发展,尤其是在对铁氧芯体与天线体结合的技术领域,在以往的铁氧体与天线的粘结技术中,人们往往都是采用流动的粘结剂,将粘结剂涂抹在天线体外表面,然后再装上铁氧芯体,并使用胶布缠绕后,再放入热压力罐进行固化处理,当固化处理以后再取出进行测试。
3.但是如果按照传统的粘接技术,当对天线体外表面涂抹粘接剂的时候,由于粘结剂受自身重力影响,会使铁氧芯体与天线体之间的粘结剂不均匀,从而导致天线由于接触不良导致的短路或者天线失效的情况,不方便人们使用;为此,我们提供了一种用于天线铁氧芯体灌胶工装解决以上问题。
技术实现要素:
4.本实用新型的目的就是为了弥补现有技术的不足,提供了一种用于天线铁氧芯体灌胶工装。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于天线铁氧芯体灌胶工装,包括灌胶工装本体一,所述灌胶工装本体一的上方设置有灌胶工装本体二,所述灌胶工装本体一的外部设置有粘接剂注入机构,所述粘接剂注入机构包括连接板一,所述连接板一的外表面与灌胶工装本体一的外表面相接触,所述连接板一远离灌胶工装本体一的一侧面安装有灌胶口接头,所述灌胶口接头的外表面连通有灌胶口接管,所述连接板一的四个边角处均安装有螺栓连接件一,所述灌胶工装本体一的外部设置有排气机构,所述排气机构包括连接板二,所述连接板二的外表面与灌胶工装本体一的外表面相接触,所述连接板二的中心轴处安装有排气孔,所述连接板二的四个边角处均安装有螺栓连接件二。
6.进一步的,所述灌胶工装本体二的底面与灌胶工装本体一的上表面相接触,所述灌胶工装本体一和灌胶工装本体二的外表面均开设有相适配的弧形槽。
7.进一步的,所述灌胶工装本体一的外表面设置有相对称的密封圈压板二,两个所述密封圈压板二通过螺钉分别安装于灌胶工装本体一的两侧面。
8.进一步的,所述灌胶工装本体二的外表面设置有相对称的密封圈压板一,两个所述密封圈压板一通过螺钉分别安装于灌胶工装本体二的两侧面。
9.进一步的,所述灌胶工装本体一和灌胶工装本体二之间设置有铁氧芯体本体,所述铁氧芯体本体的外表面分别与灌胶工装本体一和灌胶工装本体二的内壁相接触。
10.进一步的,所述铁氧芯体本体的内壁设置有天线体本体,所述灌胶工装本体一的两侧面与两个密封圈压板二相互靠近的一侧面均设置有密封圈本体。
11.与现有技术相比,该用于天线铁氧芯体灌胶工装具备如下有益效果:
12.1、本实用新型通过灌胶工装本体一、灌胶工装本体二、粘接剂注入机构和排气机构之间的配合设置,能够有效的避免对天线体外表面涂抹粘接剂的时候由于粘接剂自身重力的影响而导致的铁氧芯体与天线体之间粘接不均匀的情况,有效的保证了天线体与铁氧芯体不会因为粘接剂不均匀使天线接触不良而导致的短路或者天线失效的情况,方便人们使用。
13.2、本实用新型通过灌胶工装本体一、灌胶工装本体二、排气孔、灌胶口接头和灌胶口接管之间的配合设置,能够保证在对天线体外表面进行涂抹粘接剂的时候均匀的涂抹,首先将排气孔打开进行排气,然后通过灌胶口接管注入粘结剂,当排气孔有粘结剂流出后将排气孔关闭,然后再继续通过灌胶口接头加压注入粘结剂30分钟,确保本体和铁氧体间的缝隙被粘结剂填充满,最后将灌胶工装送入热压力罐进行固化处理。
附图说明
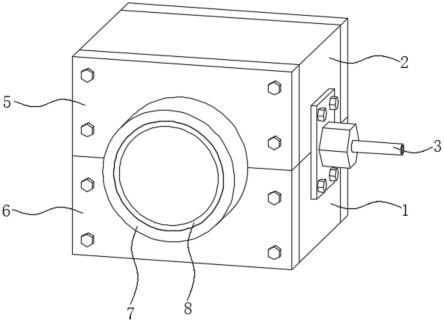
14.图1为本实用新型的立体结构正视示意图;
15.图2为本实用新型的立体结构侧视示意图;
16.图3为本实用新型灌胶工装本体一(1)和密封圈本体(9)的安装结构示意图;
17.图4为本实用新型粘接剂注入机构(3)的立体结构示意图;
18.图5为本实用新型排气机构(4)的立体结构示意图。
19.图中:1、灌胶工装本体一;2、灌胶工装本体二;3、粘接剂注入机构;301、连接板一;302、灌胶口接头;303、灌胶口接管;304、螺栓连接件一;4、排气机构;401、连接板二;402、螺栓连接件二;403、排气孔;5、密封圈压板一;6、密封圈压板二;7、铁氧芯体本体;8、天线体本体;9、密封圈本体。
具体实施方式
20.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
21.本实施例提供了一种用于天线铁氧芯体灌胶工装,该装置通过灌胶工装本体一1、灌胶工装本体二2、粘接剂注入机构3和排气机构4之间的配合设置,能够有效的避免对天线体外表面涂抹粘接剂的时候由于粘接剂自身重力的影响而导致的铁氧芯体与天线体之间粘接不均匀的情况,有效的保证了天线体与铁氧芯体不会因为粘接剂不均匀使天线接触不良而导致的短路或者天线失效的情况,方便人们使用。
22.参见图1~图5,一种用于天线铁氧芯体灌胶工装,包括灌胶工装本体一1,灌胶工装本体一1的上方设置有灌胶工装本体二2,灌胶工装本体一1和灌胶工装本体二2的外表面均开设有若干个螺纹孔,灌胶工装本体一1的外部设置有粘接剂注入机构3,粘接剂注入机构3包括连接板一301,连接板一301的外表面与灌胶工装本体一1的外表面相接触,连接板一301的外表面与灌胶工装本体一1和灌胶工装本体二2的外表面均接触,连接板一301远离灌胶工装本体一1的一侧面安装有灌胶口接头302,灌胶口接头302的外表面连通有灌胶口接管303,连接板一301的四个边角处均安装有螺栓连接件一304,螺栓连接件一304的位置与灌胶工装本体一1和灌胶工装本体二2外表面开设的螺纹孔位置相适配,通过螺栓连接件一304可以将灌胶工装本体一1和灌胶工装本体二2连接起来。
23.灌胶工装本体一1的外部设置有排气机构4,排气机构4包括连接板二401,连接板二401的外表面与灌胶工装本体一1的外表面相接触,连接板二401的中心轴处安装有排气孔403,连接板二401的四个边角处均安装有螺栓连接件二402,螺栓连接件二402的位置与灌胶工装本体一1和灌胶工装本体二2外表面开设的螺纹孔位置相对应,通过螺栓连接件二402在连接板二401的作用下可以将灌胶工装本体一1和灌胶工装本体二2连接起来。
24.灌胶工装本体二2的底面与灌胶工装本体一1的上表面相接触,灌胶工装本体一1和灌胶工装本体二2的外表面均开设有相适配的弧形槽,灌胶工装本体二2的外表面设置有相对称的密封圈压板一5,两个密封圈压板一5通过螺钉分别安装于灌胶工装本体二2的两侧面。
25.灌胶工装本体一1和灌胶工装本体二2之间设置有铁氧芯体本体7,铁氧芯体本体7的外表面分别与灌胶工装本体一1和灌胶工装本体二2的内壁相接触,铁氧芯体本体7的内壁设置有天线体本体8,灌胶口接管303通过灌胶工装本体一1的两侧面与两个密封圈压板二6相互靠近的一侧面均设置有密封圈本体9,灌胶口接管303贯穿灌胶工装本体一1和灌胶工装本体二2并贯穿铁氧芯体本体7延伸至铁氧芯体本体7和天线体本体8之间的缝隙处,排气孔403与铁氧芯体本体7和天线体本体8之间的缝隙处相连通。
26.工作原理:在使用该装置的时候,首先将铁氧芯体本体7和天线体本体8安装于灌胶工装本体一1和灌胶工装本体二2之间,然后将排气孔403打开进行排气,然后工作人员将铁氧芯体本体7通过灌胶口接管303注入粘结剂压力要求20mpa以上,当排气孔403有粘结剂流出后将排气孔403关闭,然后再继续通过灌胶口接头302加压注入粘结剂30分钟,确保本体和铁氧体间的缝隙被粘结剂填充满,最后将灌胶工装送入热压力罐进行固化处理,能够有效的避免对天线体外表面涂抹粘接剂的时候由于粘接剂自身重力的影响而导致的铁氧芯体与天线体之间粘接不均匀的情况,方便人们使用。
27.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1