一种甲醇尾气回收系统的制作方法
1.本技术涉及化工循环回收技术领域,具体涉及一种甲醇尾气回收系统。
背景技术:
2.甲醇和乙二醇是聚酯生产中常用的有机生产原料。现有技术中经过冷却水或冷冻水换热器对工艺各步骤所排放的甲醇尾气进行简单处理,使甲醇汽体液化成液态,液相中的甲醇回流至精甲醇罐直接回用,气相中的大量甲醇会被接入到水洗涤塔中,利用水雾化喷淋捕集。
3.通过分析水洗涤塔中的水当中的甲醇含量,会发现水洗涤塔中仍含有大量甲醇,水中甲醇含量可达2-8%。这样运行不仅浪费了甲醇原料,同时也增加了污水处理量。同时污水在泵的循环喷淋工况下,水中的甲醇会不断地挥发溜出,使尾气中甲醇含量扩大,存在甲醇尾气处理效果不佳、浪费量较大,污水处理量较大的问题。
技术实现要素:
4.鉴于上述问题,需要提供一种提供甲醇尾气吸收效果的技术方案,用以解决现有技术存在的甲醇尾气处理效果不佳、浪费量较大的问题
5.为实现上述目的,本技术提供了一种甲醇尾气回收系统,包括:
6.第一深冷冷凝器,用于对甲醇尾气进行冷凝;
7.一级吸收塔,设置第一进口、第一气相出口和第一液相出口,所述第一进口与所述第一冷凝器连接;
8.二级吸收塔,设置第二进口、第二气相出口和第二液相出口,所述第二进口与所述第一气相出口连接;
9.三级吸收塔,设置第三进口、第三气相出口和第三液相出口,所述第三进口与所述第二气相出口连接。
10.区别于现有技术,上述技术方案能够有效捕集尾气中的甲醇,不仅能够降低甲醇原料的消耗比,同时也减少了污水排放量,从而使生产低成本化,减少污染源。
11.在一些实施例中,所述第一深冷冷凝器,设置第一深冷进水口、第一深冷回水口、第一气相管线和第一液相管线,所述第一液相管线用于与回精甲醇中间罐连接,所述第一气相管线与所述第一进口连接。
12.在一些实施例中,所述一级吸收塔设置第一雾化喷淋装置和第一吸收塔循环泵,所述二级吸收塔设置第二雾化喷淋装置和第二吸收塔循环泵,所述三级吸收塔设置第三雾化喷淋装置和第三吸收塔循环泵。
13.在一些实施例中,还包括:
14.第一冷冻水冷凝器,设置第四进口和第四出口,所述第四进口与所述第一液相出口连接,所述第四出口与所述第一雾化喷淋装置连接;
15.第二冷冻水冷凝器,设置第五进口和第五出口,所述第五进口与所述第二液相出
口连接,所述第五出口与所述第二雾化喷淋装置连接。
16.在一些实施例中,还包括:
17.第二深冷冷凝器,设置第二深冷进水口、第二深冷回水口、第二气相管线和第二液相管线,所述第二气相管线与所述第二进口连接。
18.在一些实施例中,所述第一进口和第一液相出口设置于所述一级吸收塔的底部,所述第一气相出口设置于所述一级吸收塔的顶部;
19.所述第二进口和第二液相出口设置于所述二级吸收塔的底部,所述第二气相出口设置于所述二级吸收塔的顶部;
20.所述第三进口和第三液相出口设置于所述三级吸收塔的底部,所述第三气相出口设置于所述三级吸收塔的顶部。
21.在一些实施例中,所述第一液相出口设置第一取样分析装置,用于检测甲醇的浓度;所述第二液相出口设置第二取样分析装置,所述第三液相出口设置第三取样分析装置。
22.在一些实施例中,所述三级吸收塔的第三气相出口与氧化系统连接,所述第三液相出口与污水处理系统连接。
23.上述实用新型内容相关记载仅是本技术技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本技术的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本技术的上述目的及其它目的、特征和优点能够更易于理解,以下结合本技术的具体实施方式及附图进行说明。
附图说明
24.附图仅用于示出本技术具体实施方式以及其他相关内容的原理、实现方式、应用、特点以及效果等,并不能认为是对本技术的限制。
25.在说明书附图中:
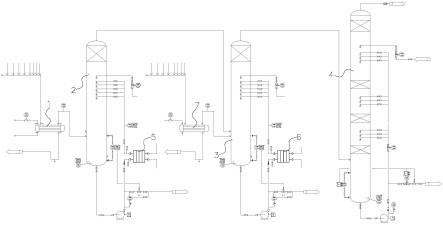
26.图1为本技术一实施例所述甲醇尾气回收系统的结构示意图;
27.图2为本技术一实施例所述第一深冷冷凝器的结构示意图;
28.图3为本技术一实施例所述一级吸收塔的结构示意图;
29.图4为本技术一实施例所述二级吸收塔的结构示意图;
30.图5为本技术一实施例所述三级吸收塔的结构示意图;
31.图6为本技术一实施例所述第一冷冻水冷凝器的结构示意图。
32.上述各附图中涉及的附图标记说明如下:
33.1、第一深冷冷凝器,11、第一深冷进水口,12、第一深冷回水口,13、第一气相管线,14、第一液相管线;
34.2、一级吸收塔,21、第一进口,22、第一气相出口,23、第一液相出口,24、第一雾化喷淋装置,25、第一吸收塔循环泵;
35.3、二级吸收塔,31、第二进口,32、第二气相出口,33、第二液相出口,34、第二雾化喷淋装置,35、第二吸收塔循环泵;
36.4、三级吸收塔,41、第三进口,42、第三气相出口,43、第三液相出口,44、第三雾化喷淋装置,45、第三吸收塔循环泵;
37.5、第一冷冻水冷凝器,51、第四进口,52、第四出口;
38.6、第二冷冻水冷凝器;
39.7、第二深冷冷凝器。
具体实施方式
40.为详细说明本技术可能的应用场景,技术原理,可实施的具体方案,能实现目的与效果等,以下结合所列举的具体实施例并配合附图详予说明。本文所记载的实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
41.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中各个位置出现的“实施例”一词并不一定指代相同的实施例,亦不特别限定其与其它实施例之间的独立性或关联性。原则上,在本技术中,只要不存在技术矛盾或冲突,各实施例中所提到的各项技术特征均可以以任意方式进行组合,以形成相应的可实施的技术方案。
42.除非另有定义,本文所使用的技术术语的含义与本技术所属技术领域的技术人员通常理解的含义相同;本文中对相关术语的使用只是为了描述具体的实施例,而不是旨在限制本技术。
43.在本技术的描述中,用语“和/或”是一种用于描述对象之间逻辑关系的表述,表示可以存在三种关系,例如a和/或b,表示:存在a,存在b,以及同时存在a和b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的逻辑关系。
44.在本技术中,诸如“第一”和“第二”之类的用语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的数量、主次或顺序等关系。
45.在没有更多限制的情况下,在本技术中,语句中所使用的“包括”、“包含”、“具有”或者其他类似的表述,意在涵盖非排他性的包含,这些表述并不排除在包括所述要素的过程、方法或者产品中还可以存在另外的要素,从而使得包括一系列要素的过程、方法或者产品中不仅可以包括那些限定的要素,而且还可以包括没有明确列出的其他要素,或者还包括为这种过程、方法或者产品所固有的要素。
46.与《审查指南》中的理解相同,在本技术中,“大于”、“小于”、“超过”等表述理解为不包括本数;“以上”、“以下”、“以内”等表述理解为包括本数。此外,在本技术实施例的描述中“多个”的含义是两个以上(包括两个),与之类似的与“多”相关的表述亦做此类理解,例如“多组”、“多次”等,除非另有明确具体的限定。
47.在本技术实施例的描述中,所使用的与空间相关的表述,诸如“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“垂直”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等,所指示的方位或位置关系是基于具体实施例或附图所示的方位或位置关系,仅是为了便于描述本技术的具体实施例或便于读者理解,而不是指示或暗示所指的装置或部件必须具有特定的位置、特定的方位、或以特定的方位构造或操作,因此不能理解为对本技术实施例的限制。
48.除非另有明确的规定或限定,在本技术实施例的描述中,所使用的“安装”“相连”“连接”“固定”“设置”等用语应做广义理解。例如,所述“连接”可以是固定连接,也可以是可
拆卸连接,或成一体设置;其可以是机械连接,也可以是电连接,也可以是通信连接;其可以是直接相连,也可以通过中间媒介间接相连;其可以是两个元件内部的连通或两个元件的相互作用关系。对于本技术所属技术领域的技术人员而言,可以根据具体情况理解上述用语在本技术实施例中的具体含义。
49.甲醇和乙二醇是聚酯生产中常用的有机生产原料,公告号为cn110511137b的中国专利公开了一种废旧聚酯材料连续醇解连续酯交换回收方法,包括物料预处理、醇解、酯交换及粗dmt的结晶、分离的提纯。其中,醇解剂为乙二醇,酯交换剂为甲醇。在整个工艺路线中,甲醇不仅作为原料参与酯交换反应,还需要以甲醇清洗酯交换反应产物,清洗后的溶液回收工序中也含有甲醇需要处理,在连续聚合工序中在初期发生酯交换反应也会生成甲醇需提纯处理。
50.现有技术中经过冷却水或冷冻水换热器对工艺各步骤所排放的甲醇尾气进行简单处理,使甲醇汽体液化成液态,液相中的甲醇回流至精甲醇罐直接回用,气相中的大量甲醇会被接入到水洗涤塔中,利用水雾化喷淋捕集。
51.通过分析水洗涤塔中水当中的甲醇含量,会发现水洗涤塔中仍含有大量甲醇,水中甲醇含量可达2-8%。这样运行不仅浪费了甲醇原料,同时也增加了污水处理量。同时污水在泵的循环喷淋工况下,水中的甲醇会不断地挥发溜出,使尾气中甲醇含量扩大。综述表明,甲醇尾气处理效果不佳,浪费量较大,污水处理量较大。
52.请参阅图1,本实施例提供了一种甲醇尾气回收系统。甲醇尾气回收系统用于回收甲醇尾气。在一些实施例中,可应用于回收废旧聚酯化学法的各反应釜、常压中间甲醇罐以及甲醇精馏塔等工序中产生的甲醇尾气。
53.甲醇尾气回收系统包括第一深冷冷凝器1、一级吸收塔2。第一深冷冷凝器1用于对甲醇尾气进行冷凝。一级吸收塔2设置第一进口21、第一气相出口22和第一液相出口23,第一进口21与第一冷凝器连接。二级吸收塔设置第二进口31、第二气相出口32和第二液相出口33,第二进口31与第一气相出口22连接。三级吸收塔设置第三进口41、第三气相出口42和第三液相出口43,第三进口41与第二气相出口32连接。
54.请参阅图2,第一深冷冷凝器1用于冷凝甲醇尾气,使甲醇尾气由气态转变为液态,对甲醇尾气进行初步回收。此时尾气气流中仍含有部分甲醇,这些未被冷凝的小部分甲醇以及尾气中的其他气体如副反应产生的乙醛、氮气等易挥发和不凝性气体进入一级吸收塔2进行回收。
55.请参阅图3,一级吸收塔2是利用吸收液对甲醇尾气进行吸收的装置。在一些实施例中,填料塔可以采用填料吸收、喷淋吸收和鼓泡吸收等方式。一级吸收塔2设置第一进口21、第一气相出口22和第一液相出口23,第一进口21与第一深冷冷凝器1连接。
56.请参阅图4,二级吸收塔3是利用吸收液对甲醇尾气进行吸收的装置。二级吸收塔设置第二进口31、第二气相出口32和第二液相出口33,第二进口31与第一气相出口22连接。
57.请参阅图5,三级吸收塔4是利用吸收液对甲醇尾气进行吸收的装置。三级吸收塔设置第三进口41、第三气相出口42和第三液相出口43,第三进口41与第二气相出口32连接。一级吸收塔2、二级吸收塔和三级吸收塔依次连接。
58.具体工作时,各反应釜、常压中间甲醇罐以及甲醇精馏塔等工序中产生的甲醇尾气先进入第一深冷冷凝器1进行冷凝。未被冷凝的小部分甲醇通过第一进口21进入一级吸
收塔2进行进一步吸收。被吸收液吸收的甲醇随着吸收液从第一液相出口23离开一级吸收塔2。未被吸收液吸收的甲醇从第一气相出口22离开一级吸收塔2,并从第二进口31进入二级吸收塔再次吸收。在二级吸收塔内,甲醇尾气被吸收液吸收,随着吸收液从第二液相出口33离开二级吸收塔。未被吸收液吸收的甲醇从第二气相出口32离开二级吸收塔,并通过第三进口41进入三级吸收塔。三级吸收塔的吸收液充分吸收甲醇尾气中的甲醇,此时经过多次吸收的甲醇尾气中残留的甲醇量很少,尾气从第三气相出口42离开三级吸收塔,吸收液从第三液相出口43流出进行后续处理。
59.区别于现有技术,上述技术方案通过对冷凝甲醇尾气,并利用依次连接的吸收塔对甲醇尾气进行多次吸收,能够有效捕集尾气中的甲醇,不仅能够降低甲醇原料的消耗比,减少资源浪费,同时也减少了污水排放量,从而使生产低成本化,减少污染源。
60.在一些其他的实施例中,第一深冷冷凝器1设置第一深冷进水口11、第一深冷回水口12、第一气相管线13和第一液相管线14,第一液相管线14用于与回精甲醇中间罐连接,第一气相管线13与第一进口21连接。
61.第一深冷冷凝器1与各反应釜、常压中间甲醇罐以及甲醇精馏塔等工序中产生的甲醇尾气连接。甲醇尾气进入第一深冷冷凝器1温度可降至零下10-20摄氏度(甲醇冰点为零下97度)。液态的甲醇冷凝液从第一深冷冷凝器1的第一液相管线14回流至回精甲醇中间罐(废旧聚酯酯交换)直接回用。未被冷凝的少部分甲醇以及少量副反应产生的乙醛、氮气等易挥发和不凝性气体被氮气流夹带至第一气相管线13,与一级吸收塔2的第一进口21连通。如此设置,甲醇尾气由气相变为液相回收利用,不仅提高了降低了尾气中的甲醇含量,而且充分利用了甲醇尾气,减少污染和浪费。
62.在一些其他的实施例中,一级吸收塔2设置第一雾化喷淋装置24和第一吸收塔循环泵25,二级吸收塔设置第二雾化喷淋装置34和第二吸收塔循环泵35,三级吸收塔设置第三雾化喷淋装置44和第三吸收塔循环泵45。
63.第一液相出口23的吸收液通过第一吸收塔循环泵25被输送至第一雾化喷淋装置24,第一雾化喷淋装置24对一级吸收塔2内的甲醇尾气进行雾化喷淋。第二液相出口33的吸收液通过第二吸收塔循环泵35被输送至第二雾化喷淋装置34,第二雾化喷淋装置34对二级吸收塔内的甲醇尾气进行雾化喷淋。第三液相出口43的吸收液通过第三吸收塔循环泵45被输送至第三雾化喷淋装置44,第三雾化喷淋装置44对三级吸收塔内的甲醇尾气进行雾化喷淋。在一些实施例中,可采用乙二醇溶液作为吸收液对甲醇进行喷淋吸收。
64.通过对甲醇尾气进行雾化喷淋,吸收液与甲醇尾气充分接触,进一步吸收甲醇,降低尾气中的甲醇含量,而且实现了对吸收塔内吸收液的吸收循环利用,降低了生产成本,减少资源浪费。
65.请参阅图6,在一些其他的实施例中,还包括第一冷冻水冷凝器5和第二冷冻水冷凝器6。第一冷冻水冷凝器5设置第四进口51和第四出口52,第四进口51与第一液相出口23连接,第四出口52与第一雾化喷淋装置24连接。第二冷冻水冷凝器6设置第五进口和第五出口,第五进口与第二液相出口33连接,第五出口与第二雾化喷淋装置34连接。
66.第一冷冻水冷凝器5设置第四进口51和第四出口52,第四进口51与第一液相出口23连接。一级吸收塔2流出的乙二醇溶液通过第四进口51进入第一冷冻水冷凝器5。第一冷冻水冷凝器5可将乙二醇的温度降至7-10摄氏度。冷凝后的乙二醇通过第四出口52再回流
至一级吸收塔2顶部进行雾化喷淋。
67.第二冷冻水冷凝器6设置第五进口和第五出口,第五进口与第二液相出口33连接。二级吸收塔流出的乙二醇溶液通过第五进口进入第二冷冻水冷凝器6。第二冷冻水冷凝器6可将乙二醇的温度降至7-10摄氏度。冷凝后的乙二醇通过第五出口再回流至二级吸收塔顶部进行雾化喷淋。如此设置,不仅充分利用了乙二醇溶液,而且进一步提高了乙二醇对甲醇的吸收效果。
68.在一些其他的实施例中,还包括第二深冷冷凝器7。第二深冷冷凝器设置第二深冷进水口、第二深冷回水口、第二气相管线和第二液相管线,第二气相管线与第二进口31连接。
69.第二深冷冷凝器7与乙二醇尾气连接,用于对乙二醇尾气进行冷凝,使乙二醇由气态变为液态。乙二醇冷凝液通过第二液相管线与粗乙二醇溶液中间罐连接。未被冷凝的部分乙二醇以及微量乙醛通过第二气相管线与二级吸收塔的第二进口31连接,对剩余的微量气态乙二醇进行喷淋吸收。如此设置,不仅对乙二醇尾气进行回收,而且可充分利用乙二醇对甲醇尾气进行进一步吸收,提高尾气利用效果。
70.在一些其他的实施例中,第一进口21和第一液相出口23设置于一级吸收塔2的底部,第一气相出口22设置于一级吸收塔2的顶部。第二进口31和第二液相出口33设置于二级吸收塔的底部,第二气相出口32设置于二级吸收塔的顶部。第三进口41和第三液相出口43设置于三级吸收塔的底部,第三气相出口42设置于三级吸收塔的顶部。
71.第一进口21和第一液相出口23设置于一级吸收塔2的底部,第一气相出口22设置于一级吸收塔2的顶部。吸收液在塔内自上而下流动,甲醇尾气自下而上通过吸收液,与吸收液充分接触,增加甲醇尾气与吸收液的接触时间,提高甲醇吸收效率。最后液体从一级吸收塔2底部的第一液相出口23流出,气体从塔顶的第一气相出口22离开。
72.在一些其他的实施例中,第一液相出口23设置第一取样分析装置,用于检测甲醇的浓度。第二液相出口33设置第二取样分析装置,第三液相出口43设置第三取样分析装置。
73.设置第一取样分析装置对第一液相出口23的乙二醇溶液进行定期(1次/7天)取样分析。当乙二醇溶液的甲醇量达到0.1%-1%时,将乙二醇溶液进行置换处理,使乙二醇溶液中的甲醇浓度小于0.1%,以保证乙二醇吸收甲醇效果。置换出来的乙二醇溶液输送到粗乙二醇溶液中间罐中,集中进行溶液处理,提取甲醇、乙二醇再次使用。
74.设置第二取样分析装置对第二液相出口33的乙二醇溶液进行定期(1次/7天)取样分析。当乙二醇溶液的甲醇量达到0.1%-1%时,将乙二醇溶液进行置换处理,使乙二醇溶液中的甲醇浓度小于0.1%,以保证乙二醇吸收甲醇效果。第二级吸收塔乙二醇溶液吸收后含有甲醇浓溶液输送到粗乙二醇溶液中间罐中,集中进行溶液处理,提取甲醇、乙二醇再次使用。
75.设置第二取样分析装置对第三液相出口43的乙二醇溶液进行取样分析。此时甲醇含量可降低到5-50ppm左右。
76.在一些其他的实施例中,三级吸收塔的第三气相出口42与氧化系统连接,第三液相出口43与污水处理系统连接。
77.为了让读者更直观地对本技术某些具体实施方式进行理解,本技术还提供了如下实施例,供读者参考。
78.本实施例提供了一种甲醇尾气回收系统,本实施例包括依次串联的第一冷凝器、一级吸收塔2、二级吸收塔和三级吸收塔。
79.各反应釜、常压中间甲醇罐以及甲醇精馏塔等工序中产生的甲醇尾气与第一深冷冷凝器1连接。甲醇尾气可降至零下10-20摄氏度(甲醇冰点为零下97度)。将液态的甲醇冷凝液从第一深冷冷凝器1的第一液相管线14回流至回精甲醇中间罐(废旧聚酯酯交换)直接回用。未被冷凝的少部分甲醇以及少量副反应产生的乙醛、氮气等易挥发和不凝性气体被氮气流夹带至第一气相管线13,与一级吸收塔2的第一进口21连通。
80.甲醇尾气通向一级吸收塔2中进行乙二醇多级雾化喷淋吸收,将剩余的微量甲醇捕集在乙二醇溶液中。喷淋用过的乙二醇溶液由一级吸收塔2底部的第一液相出口23排出,经由外部的第一冷冻水冷凝器5,可达7-10摄氏度,冷凝后的乙二醇再回流至一级吸收塔2顶部进行雾化喷淋。
81.对乙二醇溶液定期(1次/7天)取样分析,当乙二醇溶液的甲醇量达到0.1%-1%时,将乙二醇溶液进行置换处理,使乙二醇溶液中的甲醇浓度小于0.1%,以保证乙二醇吸收甲醇效果。置换出来的乙二醇溶液输送到粗乙二醇溶液中间罐中,集中进行溶液处理,提取甲醇、乙二醇再次使用。
82.各反应釜、中间乙二醇罐以及乙二醇精馏塔等尾气出来的乙二醇温度一般较高,部分可达190度以上,先使用循环喷射器吸收捕集后,再经过冷却水换热器换热冷凝,然后集中到一起再经过第二深冷冷凝器7冷凝处理。将液态的乙二醇冷凝液从第二深冷冷凝器7的第二液相管线回流至回精eg中间罐(废旧聚酯醇解)直接回用。未被冷凝的少部分乙二醇以及微量乙醛等仍然会被氮气流夹带至第二气相管线。同时将第二气相管线与第二进口31连接,对剩余的微量气态乙二醇和甲醇进行中喷淋吸收。
83.采用乙二醇进行喷淋,喷淋用过的乙二醇溶液由一级吸收塔2的底部排出,经由外部的第二冷冻水冷凝器6,可达7-10摄氏度,冷凝后的乙二醇再回流至二级吸收塔顶部进行雾化喷淋。同样对乙二醇溶液进行定期取样分析,当乙二醇溶液的甲醇量达到0.1%-1%时,将乙二醇溶液进行置换处理,使乙二醇溶液中的甲醇浓度小于0.1%,以保证乙二醇吸收甲醇效果。二级吸收塔的乙二醇溶液吸收后含有甲醇浓溶液输送到粗乙二醇溶液中间罐中,集中进行溶液处理,提取甲醇、乙二醇再次使用。
84.甲醇尾气经过一级吸收塔2和二级吸收塔的吸收捕集后通向三级吸收塔,进行水吸收处理。将二级吸收塔的第二气相出口32连通到三级吸收塔的第三进口41,利用三级吸收塔吸收剩余的微量甲醇、乙二醇、乙醛以及其它溶于水的成分。三级吸收塔内水中甲醇含量可降低到5-50ppm左右,塔顶的气流甲醇含量5ppm以下。三级吸收塔的循环水作为工业废水进入污水处理系统处理;气体进入氧化系统处理。
85.最后需要说明的是,尽管在本技术的说明书文字及附图中已经对上述各实施例进行了描述,但并不能因此限制本技术的专利保护范围。凡是基于本技术的实质理念,利用本技术说明书文字及附图记载的内容所作的等效结构或等效流程替换或修改产生的技术方案,以及直接或间接地将以上实施例的技术方案实施于其他相关的技术领域等,均包括在本技术的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1