采用双塔吸收的浸出反应尾气去除装置的制作方法
1.本实用新型涉及一种尾气去除装置,具体涉及一种采用双塔吸收的浸出反应尾气去除装置。
背景技术:
2.一水硫酸锌(znso4·
h2o)是一种重要的无机锌盐,作为锌补充剂广泛用于饲料、肥料、制药、印染、化工、化纤、选矿、防腐、电解等领域。采用氧化锌或次氧化锌生产一水硫酸锌的生产流程一般为:氧化锌或次氧化锌漂洗
→
氧化锌或次氧化锌+硫酸
→
浸出反应
→
过滤
→
滤液除铁
→
除镉
→
压滤
→
蒸发浓缩结晶
→
离心脱水
→
干燥
→
包装。其中浸出反应流程一般在浸出桶中进行。
3.目前,浸出反应产生的尾气去除装置,结构如图3所示,包括浸出桶,所述浸出桶通过尾气集管与引风机连接,所述引风机通过尾气输送管与碱液吸收塔连接,所述碱液吸收塔通过回收管与碱液循环池连接,所述碱液循环池与输液泵连接,所述输液泵通过循环管与碱液吸收塔连接,中和后的达标尾气从碱液吸收塔排出至大气中,这样结构的尾气去除装置存在以下缺陷:浸出反应的尾气含有酸液,而尾气直接用碱液中和,没有进行回收,一方面造成酸液的浪费,另一方面需要大量的碱液来中和酸液,碱液消耗多,造成浸出反应尾气去除的成本高。
技术实现要素:
4.针对现有技术存在的不足,本实用新型提供一种采用双塔吸收的浸出反应尾气去除装置,本浸出反应尾气去除装置,采用水吸收塔和碱液吸收塔双塔吸收的形式,先通过水来吸收尾气中大量的酸液进行回收利用,再通过少量碱液吸收跑掉的酸液,改变现有单独通过碱液吸收塔吸收的形式,既实现了酸液回收循环利用,避免酸液的浪费,也大大减少了中和酸液的碱液用量,进而大大降低企业浸出反应尾气去除的成本。
5.为了达到上述目的,本实用新型采取的技术方案:
6.采用双塔吸收的浸出反应尾气去除装置,与现有结构相同的是:包括浸出桶,所述浸出桶通过尾气集管与引风机连接,还包括碱液吸收塔,所述碱液吸收塔通过碱液回收管与碱液循环池连接,所述碱液循环池与碱液循环泵连接,所述碱液循环泵通过碱液循环管与碱液吸收塔连接;所不同的是:所述引风机通过尾气输送管与水吸收塔连接,所述尾气输送管上设有第一控制阀,所述水吸收塔通过水回收管与水循环池连接,所述水循环池与水循环泵连接,所述水循环泵通过水循环管与水吸收塔连接,所述水吸收塔的顶端设有酸气排出管,所述酸气排出管上设有第二控制阀,且所述酸气排出管通过连接管与碱液吸收塔连接。
7.作为优选技术方案,为了有效防止水吸收系统或碱液吸收系统发生故障时,需要停机检修,从而保证生产正常进行,所述引风机上还设有与连接管相通的备用管,所述备用管上设有第三控制阀。
8.与现有技术相比,本实用新型具有的有益效果:
9.1、本浸出反应尾气去除装置,采用水吸收塔和碱液吸收塔双塔吸收的形式,先通过水来吸收尾气中大量的酸液进行回收利用,再通过少量碱液吸收跑掉的酸液,改变现有单独通过碱液吸收塔吸收的形式,既实现了酸液回收循环利用,避免酸液的浪费,也大大减少了中和酸液的碱液用量,进而大大降低企业浸出反应尾气去除的成本。
10.2、在引风机上还设有带有第三控制阀的备用管,有效防止水吸收系统或碱液吸收系统发生故障时,需要停机检修,从而保证生产正常进行。
附图说明
11.下面结合附图和具体实施例对本实用新型作进一步地详细说明。
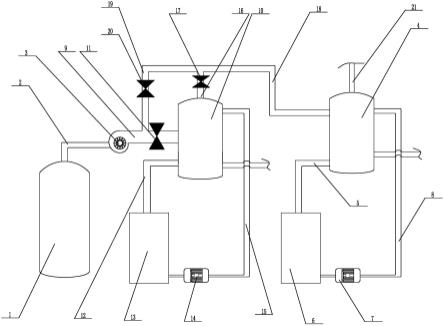
12.图1为本实用新型的结构示意图;
13.图2为本尾气去除装置的流程示意图;
14.图3为现有尾气去除装置的结构示意图;
15.附图标号:1、浸出桶,2、尾气集管,3、引风机,4、碱液吸收塔,5、碱液回收管,6、碱液循环池,7、碱液循环泵,8、碱液循环管,9、尾气输送管,10、水吸收塔,11、第一控制阀,12、水回收管,13、水循环池, 14、水循环泵,15、水循环管,16、酸气排出管,17、第二控制阀,18、连接管,19、备用管,20、第三控制阀,21、尾气排出管。
具体实施方式
16.如图1所示提出本实用新型一种具体实施例,采用双塔吸收的浸出反应尾气去除装置,与现有结构相同的是:包括浸出桶1,所述浸出桶1通过尾气集管2与引风机3连接,还包括碱液吸收塔4,所述碱液吸收塔4 通过碱液回收管5与碱液循环池6连接,所述碱液循环池6与碱液循环泵 7连接,所述碱液循环泵7通过碱液循环管8与碱液吸收塔4连接,所述碱液吸收塔4通过管道与制盐装置连接,所述碱液吸收塔的顶端设有尾气排出管21;所不同的是:所述引风机3通过尾气输送管9与水吸收塔10 连接,所述尾气输送管9上设有第一控制阀11,所述水吸收塔10通过水回收管12与水循环池13连接,所述水循环池13与水循环泵14连接,所述水循环泵14通过水循环管15与水吸收塔10连接,所述水吸收塔10的顶端设有酸气排出管16,所述酸气排出管16上设有第二控制阀17,且所述酸气排出管16通过连接管18与碱液吸收塔4连接,为了提高酸液的利用率,避免酸液的浪费,实现酸液循环使用,本实施例设置水吸收塔10 通过管道将吸收液送至浸出反应装置使用。
17.所述引风机3上还设有与连接管18相通的备用管19,所述备用管19 上设有第三控制阀20,则当水吸收系统中水吸收塔10、水循环池13、水循环泵15任何一个设备发生故障时,可关闭第一控制阀11和第二控制阀 17,开启第三控制阀20,也就是尾气单靠碱液来吸收,当碱液吸收系统中碱液吸收塔4、碱液循环池6、碱液循环泵7中的任何一个设备发生故障时,关闭第三控制阀20和第二控制阀17,开启第一控制阀11,也就是尾气单靠循环水吸收,有效防止水吸收系统或碱液吸收系统发生故障时,需要停机检修,从而保证生产正常进行。
18.本实用新型使用时:启动本装置,在没有任何设备发生故障的情况下,关闭第三控制阀20,开启第一控制阀11和第二控制阀17,向浸出桶1中加入浓硫酸开始浸出反应,产生
带有酸雾的尾气在引风机3的作用下,先后通过尾气集管2、尾气输送管9进入水吸收塔10中,通过循环水将尾气中的大部分酸气吸收,吸收液为酸液可作为浸出反应的浸出底水,实现酸液回收循环利用,水吸收塔10通过水回收管12、水循环池13、水循环泵 14、水循环管15形成水循环系统,尚未吸收的酸气尾气从水吸收塔10顶端的酸气排出管16排出,通过连接管18进入碱液吸收塔4内,此时碱液吸收塔4内的碱液将尾气夹杂的少量酸气进行中和,使尾气达到环保排放标准从碱液吸收塔4顶端的尾气排出管21排出,碱液与酸液中和后生产碱,可通过管道将碱液吸收塔4中的吸收液输送至制碱装置使用,碱液吸收塔4通过碱液回收管5、碱液循环池6、碱液循环泵7、碱液循环管8 形成水循环系统,流程图如图2所示,由于尾气夹杂的大量酸气已被一级循环水吸收,跑掉的少量酸气只需耗掉少量碱液即可中和,大大降低了中和用的碱液用量。
19.在生产过程中,当水吸收系统中水吸收塔10、水循环池13、水循环泵15任何一个设备发生故障时,可关闭第一控制阀11和第二控制阀17,开启第三控制阀20,也就是尾气单靠碱液来吸收,当碱液吸收系统中碱液吸收塔4、碱液循环池6、碱液循环泵7中的任何一个设备发生故障时,关闭第三控制阀20和第二控制阀17,开启第一控制阀11,也就是尾气单靠循环水吸收,则无需停机即可进行检修,保证生产持续进行。
20.当然,上面只是结合附图对本实用新型优选的具体实施方式作了详细描述,并非以此限制本实用新型的实施范围,凡依本实用新型的原理、构造以及结构所作的等效变化,均应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1