一种三色注油加工设备的制作方法
1.本实用新型涉及一种汽车标牌、色多装饰件的生产加工设备,尤其涉及一种三色注油加工设备。
背景技术:
2.汽车标牌作为汽车成品的组成之一,主要起到让消费者对汽车的品牌和性能有很直观的区分、标识作用,同时也有装饰、美观的效果。伴随着汽车产品不断迭代更新,汽车产量的不断提高,汽车标牌的使用量也不断增大,同时消费者和汽车生产厂家对汽车标牌的设计性有了更高的要求。过去被使用在汽车上的标牌都是扁平化设计的,颜色也比较单一,基本采用金属黑、灰、银等颜色,使得不同品牌之间或者同一品牌不同车型之间不能有很直观的区别。为了更好地凸出品牌的特点,以宝马汽车品牌为例,他们会为高性能车款添加一种特别的标牌,通常由红、深蓝和浅蓝三种颜色组成,这种在特殊字符中设计多种颜色的装饰件,通常是采用喷涂或注油的工艺实现,多种颜色需要在多台机器或在一台机器上更换多种颜色分步加工的方式进行加工,这种加工方式效率低下、设备投入成本高昂,进行颜色更换时,在清洗设备及重新调配油漆的时间过长,不符合现代化生产加工的需求。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种能够实现一次性进行三种颜色注油加工,从而有效提高生产效率和加工质量的一种三色注油加工设备。
4.本实用新型所采用的技术方案是:本实用新型包括工作台,设置在所述工作台前表面的控制面板,所述工作台左右两侧面上还固定设置有左支架和右支架,在所述左支架和所述右支架之间设置有x轴移动机构以及设置在所述x轴移动机构上且与其滑动配合的y轴移动机构,在所述工作台上表面还设置有z轴移动机构,所述z轴移动机构与所述控制面板相互垂直,在所述y轴移动机构上设置有与其沿竖直方向滑动配合的安装杆,在所述安装杆上设置有三组注油模块,所述注油模块可在所述安装杆上横向滑动,在所述z轴移动机构上设置有与其滑动配合的载板,所述载板上可拆卸式设置有底模,在所述工作台一侧还设置有气压控制仪,所述气压控制仪分别与三组所述注油模块气动相连。
5.进一步地,所述气压控制仪由三组控制器组成,三组所述控制器与三组所述注油模块一一对应连接,其包括盒体、设置在所述盒体内的油泵和气压阀以及设置在所述盒体前面板上的气压控制面板,所述气压控制面板包括开关按钮、试出油开关、调出油气压旋钮、调回气压旋钮、气管接头以及显示屏,所述气管接头内侧通过所述气压阀与所述油泵相连通、外侧与所述注油模块相连通,所述试出油开关与所述油泵电性连接,所述调出油气压旋钮、所述调回气压旋钮均与所述气压阀电性连接。
6.再进一步地,所述显示屏包括出油气压显示区和回气压显示区。
7.又进一步地,所述注油模块包括设置在所述安装杆上并与其滑动配合的滑动座、
设置在所述滑动座上的储油罐以及设置于所述储油罐底部的注油头,所述储油罐顶部与所述气管接头相连通,所述注油头与所述储油罐之间设置有电控阀,所述电控阀与所述气压控制仪电性连接。
8.最后,所述控制面板上设置有急停按钮、启停按钮、复位按钮、以及手动出胶按钮。
9.与现有技术相比,本实用新型的有益效果是:由上述技术方案可知,本实用新型通过所述气压控制仪分别控制三组所述注油模块对放置在所述底模上的汽车标牌进行注油涂色,不同颜色的涂料分别放置在三组所述注油模块中,同时进行涂色,无需分次加工,也无需因为更换涂料而清洗设备,也无需因为不同颜色而重新进行调漆;由于本实用新型对三组所述注油模块进行单独控制,能更加准确地控制不同颜色的出油量和涂料时间,因此本实用新型够实现一次性进行三种颜色注油加工,从而有效提高生产效率和加工质量。
附图说明
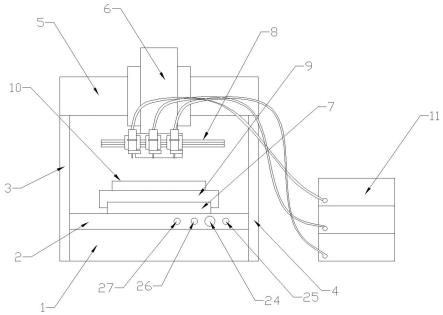
10.图1是本实用新型整体的结构示意图;
11.图2是所述注油模块的结构示意图;
12.图3是所述控制器的结构示意图。
具体实施方式
13.如图1、图2和图3所示,本实用新型包括工作台1,设置在所述工作台1前表面的控制面板2,所述工作台1左右两侧面上还固定设置有左支架3和右支架4,在所述左支架3和所述右支架4之间设置有x轴移动机构5以及设置在所述x轴移动机构5上且与其滑动配合的y轴移动机构6,在所述工作台1上表面还设置有z轴移动机构7,所述z轴移动机构7与所述控制面板2相互垂直,在所述y轴移动机构6上设置有与其沿竖直方向滑动配合的安装杆8,在所述安装杆8上设置有三组注油模块,所述注油模块可在所述安装杆8上横向滑动,在所述z轴移动机构7上设置有与其滑动配合的载板9,所述载板9上可拆卸式设置有底模10,在所述工作台1一侧还设置有气压控制仪11,所述气压控制仪11分别与三组所述注油模块气动相连。所述注油模块包括设置在所述安装杆8上并与其滑动配合的滑动座20、设置在所述滑动座20上的储油罐21以及设置于所述储油罐21底部的注油头22,所述储油罐21顶部与所述气管接头17相连通,所述注油头22与所述储油罐21之间设置有电控阀23,所述电控阀23与所述气压控制仪11电性连接。所述控制面板2上设置有急停按钮24、启停按钮25、复位按钮26、以及手动出胶按钮27。在本实施例中,所述底模10上设置有与产品标牌对应的卡槽,加工时,现将产品放置入对应的卡槽中,操作人员用手指按压产品,确认产品装配在所述底模10中,装配到位;操作人员按下所述启停按钮25将本实用新型通电,随后通过所述气压控制仪11开始注油涂料,所述注油模块和所述底模10分别在所述x轴移动机构5、所述y轴移动机构6以及所述z轴移动机构7的控制下,根据产品涂色要求,将三组所述注油模块移动至与产品所需涂色的位置上,在所述y轴移动机构6带动下向下移动,进行注油。
14.在本实用新型,所述x轴移动机构5包括两端分别固定设置在所述左支架3和所述右支架4上端的x轴滑轨座,在所述x轴滑轨座内设置有x轴丝杆电机,在所述x轴滑轨座上还设置有x轴滑块,所述x轴滑块与所述x轴丝杆电机相适配,所述y轴移动机构固定设置在所述x轴滑块上;所述y轴移动机构包括垂直设置的y轴滑轨座,在所述y轴滑轨座内设置有y轴
丝杆电机,在所述y轴滑轨座上还设置有y轴滑块,所述y轴滑块与所述y轴丝杆电机相适配,所述安装杆8固定设置在所述y轴滑块上;所述滑动座20可在所述安装杆8上滑动,实际使用时,可根据汽车标牌需要涂色的具体位置调节所述滑动座20在所述安装杆8上的位置;所述底模10通过螺丝固定设置在所述载板9中,根据不同产品可制作具有不同形状卡槽的所述底模10,并进行更换。
15.所述气压控制仪11由三组控制器组成,三组所述控制器与三组所述注油模块一一对应连接,其包括盒体12、设置在所述盒体12内的油泵和气压阀以及设置在所述盒体12前面板上的气压控制面板,所述气压控制面板包括开关按钮13、试出油开关14、调出油气压旋钮15、调回气压旋钮16、气管接头17以及显示屏,所述气管接头17内侧通过所述气压阀与所述油泵相连通、外侧与所述注油模块相连通,所述试出油开关14与所述油泵电性连接,所述调出油气压旋钮15、所述调回气压旋钮16均与所述气压阀电性连接。所述显示屏包括出油气压显示区18和回气压显示区19。在本实用新型中,在注油涂色前,操作人员先按下所述试出油开关14,其实所述气压阀启动,微调油路中的压力值,观察所述注油头22中是否有油滴出,从而判断油路是否正常。注油时,通过所述调出油气压旋钮15与所述调回气压旋钮16控制所述气压阀和所述油泵,从而调整油路中的压力和所述油泵的抽油、泵油功率。
16.在本实施例中,三组所述控制器分别对三组所述注油模块进行单独控制。操作人员实现准备需要的涂料、稀释剂、固化剂等,根据涂料所需的颜色配比进行调配,并将调配好的涂料分别加入三组所述储油罐21内;把需要进行涂色的汽车标牌放置入所述底模10内进行固定,并启动本设备;操作人员通过三组所述控制器对三组所述注油模块的气压进行调节,通过所述调出油气压旋钮15将出油气压控制在1~10kpa气压的大小范围内,从而控制注油量(实际根据油漆的稀浓或者温度高低来调整出油气压);通过所述调回气压旋钮16将回油气压控制在-2~-2.5kpa气压的大小范围内,从而避免在未注油时油漆从所述注油头22中漏出,具体出油气压和回油气压值通过所述出油气压显示区18和所述回气压显示区19显示。
17.最后需要强调的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1