薄膜涂胶用的小型背胶涂胶机的制作方法
1.本实用新型涉及自动化加工技术领域,尤其涉及一种薄膜涂胶用的小型背胶涂胶机。
背景技术:
2.为了满足薄膜的工艺需求,需要在薄膜的背面涂上胶水。现有技术中,为了实现涂胶工艺,对于较小的涂胶需求,一般采用人工作业。而对于较多的涂胶需求,通常需要采用较为大型的涂布线来对薄膜进行涂胶作业。
3.但是,显然人工作业不够自动化,而涂布线受制于场地空间成本等考虑,也不能广泛适用。
技术实现要素:
4.本技术实施例公开了一种薄膜涂胶用的小型背胶涂胶机,其能够解决上述技术问题中的至少一种。
5.本技术实施例公开了一种薄膜涂胶用的小型背胶涂胶机,包括输入轮、输出轮、设置在所述输入轮和所述输出轮之间的一个或多个传送轮,所述小型背胶涂胶机还包括涂胶装置,所述涂胶装置包括壳体,所述壳体的侧部开设有通孔,所述通孔内塞设有棉布,所述棉布能与经过所述涂胶装置的薄膜接触,所述壳体内设置有能对所述棉布浸渍的胶水。
6.优选地,所述通孔斜向上设置。
7.优选地,所述涂胶装置的下游设置有第一吹干装置,所述第一吹干装置包括沿薄膜宽度方向延伸的第一管件、沿管件的延伸方向间隔设置的多个第一吹气单元,每个所示第一吹气单元包括多个沿所述第一管件延伸方向间隔排列的多个第一吹气通道,任一个所述第一吹气通道与气源连通。
8.优选地,所述第一管件能绕其自身轴线转动,以使第二吹气通道对准薄膜。
9.优选地,所述第一吹干装置的下游设置有第二吹干装置,所述第二吹干装置包括沿薄膜宽度方向延伸的第二管件、沿第二管件的延伸方向间隔设置的多个第二吹气单元,每个第二吹气单元包括多个沿所述第二管件延伸方向间隔排列的多个第二吹气通道,任一个所述第二吹气通道与气源连通。
10.优选地,所述第二管件能绕其自身轴线转动,以使所述第二吹气通道对准薄膜。
11.优选地,所述壳体向上敞口。
12.优选地,所述通孔沿所述薄膜的宽度方向延伸,所述通孔位于所述壳体的下部。
13.本技术实施例中的薄膜涂胶用的小型背胶涂胶机,涂胶装置中的棉布可以吸收壳体内的胶水,并且将胶水柔和地施加在薄膜的背面。
14.为使能更进一步了解本实用新型的特征及技术内容,请参阅以下有关本实用新型的详细说明与图式,然而所提供的图式仅用于提供参考与说明,并非用来对本实用新型加以限制。
附图说明
15.为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
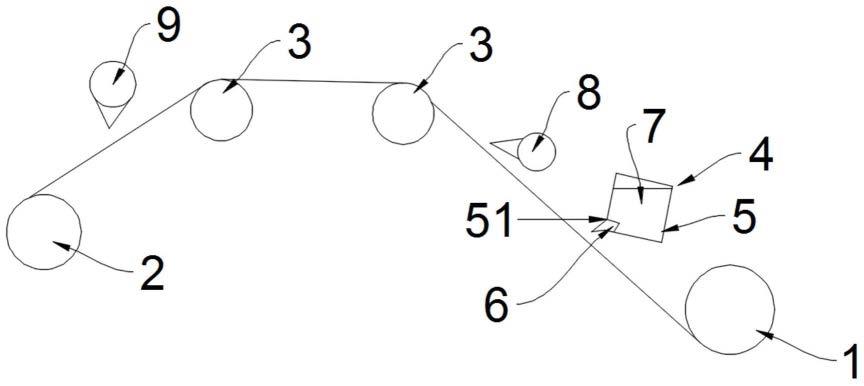
16.图1为本技术实施例公开的一种薄膜涂胶用的小型背胶涂胶机的结构示意图。
17.以上附图的附图标记为:1、输入轮;2、输出轮;3、传送轮;4、涂胶装置;5、壳体; 51、通孔;6、棉布;7、胶水;8、第一吹干装置;9、第二吹干装置。
具体实施方式
18.为了使本技术领域的人员更好地理解本说明书中的技术方案,下面将结合本说明书实施例中的附图,对本说明书实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本说明书一部分实施例,而不是全部的实施例。基于本说明书中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都应当属于本说明书保护的范围。
19.以下是通过特定的具体实施例来说明本实用新型实施方式,本领域技术人员可由本说明书所公开的内容了解本实用新型的优点与效果。本实用新型可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不悖离本实用新型的构思下进行各种修改与变更。另外,本实用新型的附图仅为简单示意说明,并非依实际尺寸的描绘,事先声明。以下的实施方式将进一步详细说明本实用新型的相关技术内容,但所公开的内容并非用以限制本实用新型的保护范围。
20.应当可以理解的是,虽然本文中可能会使用到“第一”、“第二”、“第三”等术语来描述各种组件或者信号,但这些组件或者信号不应受这些术语的限制。这些术语主要是用以区分一组件与另一组件,或者一信号与另一信号。另外,本文中所使用的术语“或”,应视实际情况可能包括相关联的列出项目中的任一个或者多个的组合。
21.参照图1所示,本技术实施例公开了一种薄膜涂胶用的小型背胶涂胶机,包括输入轮1、输出轮2、设置在所述输入轮1和所述输出轮2之间的一个或多个传送轮3,所述小型背胶涂胶机还包括涂胶装置4,所述涂胶装置4包括壳体5,所述壳体5的侧部开设有通孔51,所述通孔 51内塞设有棉布6,所述棉布6能与经过所述涂胶装置4的薄膜接触,所述壳体5内设置有能对所述棉布6浸渍的胶水7。
22.借由上述结构,涂胶装置4中的棉布6可以吸收壳体5内的胶水7,并且将胶水7柔和地施加在薄膜的背面。
23.具体的,薄膜可以通过滚筒卷绕在输入轮1上,并且在输入轮1的转动下向下游传递。自输入轮1送出的薄膜在经过一个或多个传送轮3后自输出轮2送出。在本实施方式中,参照图1 所示,所述传送轮3的数量为两个。当然,在其他可选的实施方式中,传送轮3的数量可以为一个或者其他数量个。
24.在本实施方式中,涂胶装置4设置在输入轮1和与其相紧邻的传送轮3之间。涂胶装置4包括具有空腔的壳体5,壳体5的空腔内容设有胶水7。该壳体5的上部具有与空腔连通的敞口,以便于从敞口添加胶水7。壳体5在其背离所述输入轮1的一侧的下部设置有通孔51,
该通孔 51沿薄膜的宽度方向延伸。该通孔51内可以设置有棉布6。棉布6位于空腔内的一侧可以浸渍在空腔内的胶水7中以吸收胶水7。棉布6穿过并填满通孔51,以与薄膜接触,从而将吸收到的胶水7均匀的涂覆在薄膜的背面。由于棉布6填满通孔51,这样胶水7不会从通孔51直接的落在薄膜上,对薄膜产生污染。显然,棉布6对薄膜的涂胶效率和均匀度都有较大的提升。
25.优选地,为了控制胶水7溢出速度,所述通孔51斜向上设置,避免由于重力作用,胶水7 溢出得过快。
26.在本实施方式中,在所述涂胶装置4和最紧邻于其的传送轮3之间设置有第一吹干装置8。所述第一吹干装置8包括沿薄膜宽度方向延伸的第一管件、沿管件的延伸方向间隔设置的多个第一吹气单元,每个所示第一吹气单元包括多个沿所述第一管件延伸方向间隔排列的多个第一吹气通道,任一个所述第一吹气通道与气源连通。优选地,一个气源可以通过多接头来与各个第一吹气通道。在第一吹干装置8作用下,可以对经过涂胶后的薄膜的胶水7进行第一次吹干。更优选地,所述第一管件可以转动,从而使得第一吹气通道始终保持在与薄膜正对的位置,以确保吹干质量。
27.在本实施方式中,在所述输出轮2和最紧邻于其的传送轮3之间设置有第二吹干装置9。所述第二吹干装置9包括沿薄膜宽度方向延伸的第二管件、沿管件的延伸方向间隔设置的多个第二吹气单元,每个所示第二吹气单元包括多个沿所述第二管件延伸方向间隔排列的多个第二吹气通道,任一个所述第二吹气通道与气源连通。优选地,一个气源可以通过多接头来与各个第二吹气通道。在第二吹干装置9作用下,可以对经过涂胶后的薄膜的胶水7进行第二次吹干。更优选地,所述第二管件可以转动,从而使得第二吹气通道始终保持在与薄膜正对的位置,以确保吹干质量。
28.本说明书中的各个实施例采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。虽然通过实施例描绘了本技术,本领域普通技术人员知道,本技术有许多变形和变化而不脱离本技术的精神,希望所附的实施方式包括这些变形和变化而不脱离本技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1