一种920型粉碎机自动控制进料系统的制作方法
1.本实用新型属于园林废弃物粉碎处理的技术领域,具体地涉及一种920 型粉碎机自动控制进料系统。
背景技术:
2.粉碎作为园林废弃物处理的头道工序,直接决定园林废弃物处理效果。现阶段920型粉碎机适用范围较为广泛,既可粉碎较硬的树枝树干,又可粉碎较软的藤条枝叶,但是使用时仍存在以下缺陷:一是偶尔出现卡料的情况,需要人工清理,这无疑增加了劳动强度;二是自动化程度低,不能对进料进行自动控制,导致进料效果不佳,降低了工作效率,还会因噪声和粉尘对工人造成一定的伤害。
技术实现要素:
3.本实用新型的目的是,提供一种920型粉碎机自动控制进料系统,显著提升设备的自动化水平,实现自动控制进料,堵料时自动清理,提高了工作效率,并且提升设备安全性。
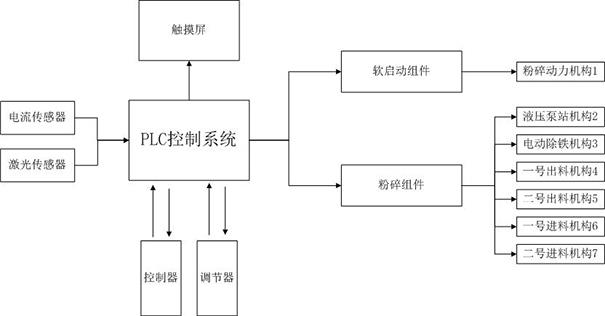
4.为实现上述目的,本实用新型提供如下技术方案:一种920型粉碎机自动控制进料系统,包括plc控制系统、电流传感器、激光传感器、控制器、调节器、软启动组件和粉碎组件;所述软启动组件包括粉碎动力机构;所述粉碎组件包括液压泵站机构、电动除铁机构、一号出料机构、二号出料机构、一号进料机构和二号进料机构;所述电流传感器和激光传感器的输出端与所述plc控制系统的输入端相连接,所述控制器和调节器的输出端和输入端与所述plc控制系统的输入端和输出端相连接,所述plc控制系统的输出端与所述粉碎动力机构、液压泵站机构、电动除铁机构、一号出料机构、二号出料机构、一号进料机构和二号进料机构的输入端相连接。
5.优选的,所述电流传感器是所述软启动组件中的一个元件,所述电流传感器通过所述plc控制系统控制所述一号进料机构和二号进料机构的电机转动方向。
6.优选的,所述激光传感器是所述粉碎组件中的一个元件,所述激光传感器通过所述plc控制系统控制所述液压泵站机构的抬升高度。
7.优选的,所述plc控制系统连接上机位。
8.优选的,所述上机位包括人机对话模块。
9.优选的,所述人机对话模块是触摸屏。
10.优选的,所述plc控制系统上设置有状态指示灯,所述状态指示灯通过电信号与所述plc控制系统相连接。
11.综上所述,本实用新型具有以下有益效果:
12.1、plc控制系统与控制器和调节器相互连接,从而向粉碎动力机构、液压泵站机构、电动除铁机构、一号出料机构、二号出料机构、一号进料机构和二号进料机构发出指令,可以通过预设程序对园林废弃物粉碎进行自动化控制,提升自动化水平。plc控制系统连接有触摸屏,使用者可以操作触摸屏对整个过程进行控制和调节,操作简单,提升生产效率;
13.2、通过电流传感器可以实现实时监测电流负载数据,从而当出现堵料时,通过 plc控制系统转换进料方向,执行防堵转动作,实现自动化退料;
14.3、通过激光传感器可以实现实时监测进料高度数据,通过plc控制系统,从而控制液压泵站机构抬升高度,实现粉碎机根据进料高度,自动调节抬升高度,从而实现自动化进料。
附图说明
15.图1是本实用新型的结构示意图。
16.图2是本实用新型的plc控制系统接线图。
17.图3是本实用新型的软启动组件的电路图。
18.图4是本实用新型的粉碎组件的电路图。
19.图中,1、粉碎动力机构;2、液压泵站机构;3、电动除铁机构;4、一号出料机构;5、二号出料机构;6、一号进料机构;7、二号进料机构。
具体实施方式
20.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
21.如图1所示的一种920型粉碎机自动控制进料系统,包括plc控制系统、电流传感器、激光传感器、控制器、调节器、软启动组件和粉碎组件。所述软启动组件包括粉碎动力机构1,所述粉碎组件包括液压泵站机构2、电动除铁机构 3、一号出料机构4、二号出料机构5、一号进料机构6和二号进料机构7。所述电流传感器和激光传感器的输出端与所述plc控制系统的输入端相连接,所述电流传感器和激光传感器分布于粉碎机的预设位置,分别用于监测负载电流数据和进料高度数据,并将监测的参数数据反馈给所述plc控制系统。所述控制器和调节器的输出端和输入端与所述plc控制系统的输入端和输出端相连接,所述plc 控制系统的输出端与所述粉碎动力机构1、液压泵站机构2、电动除铁机构3、一号出料机构4、二号出料机构5、一号进料机构6和二号进料机构7的输入端相连接,所述plc控制系统根据所述电流传感器和激光传感器反馈的参数数据发出相应的控制指令,所述粉碎组件响应于该控制指令执行相应的动作。
22.参阅图2,所述plc控制系统通过以下连接方式实现发出控制指令的技术效果:所述plc控制系统上方为输入端,分别与所述电流传感器和激光传感器电连接,下方为输出端,分别与所述软启动组件和粉碎组件电连接,在本实施例中,所述plc控制系统内包含中继板,所述中继板可以将所述plc控制系统的输出信号放大,便于所述软启动组件和粉碎组件更好接收信号。所述plc控制系统的输出端包括中间继电器ka1、ka2、、ka3、ka4、ka5和ka6,所述ka1和ka2 与粉碎动力机构1电连接,所述ka3和ka4与一号进料机构6的接触器km6和二号进料机构7的接触器km7电连接,所述ka5与电动除铁机构3的接触器km3、一号进料机构4的接触器km4和二号进料机构5的接触器km5电连接,所述ka6 与液压泵站机构2的可变执行器ye和接触器km2电连接。所述plc控制系统由输入端接收到电流传感器和激光传感器反馈的参数数据后,通过内置程序,输出信号至所述中间继电器,通过所述中间继电器控制各机构电路得电情况,各机构电路根据得电情况,响应于所述plc控制系统的发出指令。
23.值得一提的是,所述plc控制系统的输出端还包括中间继电器ka7、ka8、 ka9和ka10,所述ka7为手自动切换装置,可以实现粉碎机手动和自动控制来回切换,便于应对不同的工作场景。所述ka9为急停装置,可以实现紧急情况的快速停止,从而提升设备安全性。所述ka10为状态指示灯,便于工作人员对设备的运行情况进行了解。
24.参阅图3,所述软启动组件通过以下连接方式实现自动化运行的技术效果:中间继电器ka1和ka2串联接入软启动器的电路,且ka1为常闭触点,ka2 为常开触点;软启动器内部的旁路开关k1和接触器km1串联接入电路,电机m1 通过软启动器或者接触器km1串联接入电路。当plc控制系统发出信号使ka1 和ka2得电,ka2的线圈得电从而吸合,软启动器得电,电机m1经由软启动器所在回路导通而开始工作,由于软启动器采用降压方式,使得电机m1平滑启动,在启动过程中,电压逐步上升,当上升到标准电压380v时,此时软启动器内部的旁路开关k1得电闭合,接触器km1所在回路导通,此时km1的线圈得电闭合,软启动器失电,电机m1经由接触器km1所在回路导通而开始工作,从而保护软启动器。
25.参阅图4,所述粉碎组件通过以下连接方式实现自动化运行的技术效果:电机m2通过接触器km2连接电路的三相线,而接触器km2与plc控制系统输出端的中间继电器ka6电连接,当plc控制系统发出信号使ka6得电,km2的线圈因此得电从而吸合,电机m2经由km2所在回路导通而开始工作,其他机构的运行效果同理,在此不多做赘述。
26.需要注意的是,电机m6和m7与接触器km6串联的同时,也与接触器km7 串联,km6和km7无法同时闭合,这样设置,通过改变电流方向,可以改变电机 m6和m7的转动方向,一般设置km6闭合时,此时为进料状态,km7闭合时,此时为退料状态。
27.电流传感器是所述软启动组件中的一个元件,所述电流传感器可以实时监测负载电流数据并设定电流阈值,当电流传感器监测的负载电流数据超过设定电流阈值时,plc控制系统执行防堵转动作。该防堵转动作具体为:电流传感器输入信号至plc控制系统,plc控制系统输出信号使得中间继电器ka3失电、ka4 得电,使得接触器km6失电、km7得电,从而km6断开、km7吸合,一号进料机构和6和二号进料机构7的电机转动方向反转,此时粉碎机为退料状态,运行设定时间(一般设置为3秒)后,plc控制系统输出信号使得中间继电器ka3得电、 ka4失电,使得接触器km6得电、km7失电,从而km6吸合、km7断开,一号进料机构和6和二号进料机构7的电机转动方向正转,可有效避免因电机堵料而出现卡死造成设备故障,保障设备平稳运行。
28.所述激光传感器是所述粉碎组件中的一个元件,所述激光传感器可以实时监测进料高度数据,所述激光传感器通过所述plc控制系统控制所述液压泵站机构2的抬升高度,该液压泵站机构2抬升动作具体为:激光传感器将监测到的进料高度数据输入信号至plc控制系统,plc控制系统经过内置程序运算,输出信号使得中间继电器ka6得电,使得可变执行器ye和接触器km2得电,km2吸合,液压泵站机构向上抬升。可变执行器ye可将接受的信号通过运算转化为模拟量,通过控制抬升时间,从而控制抬升高度,实现粉碎机根据进料高度,自动调节抬升高度,从而实现自动化进料。
29.此外,所述plc控制系统连接有上位机,本实施例中,所述上位机包括人机对话模块,所述人机对话模块是触摸屏,本实施例中,所述触摸屏与所述 plc控制系统相连接,所述plc控制系统与所述软启动组件和粉碎组件相连接,因此使用者可以操作触摸屏实现对整个过程进行控制和调节,操作简单,提升生产效率和生产质量。
30.本实施例工作过程为:启动设备,通过plc控制系统发出信号,使得中间继电器ka1、ka2、ka3和ka5得电,粉碎动力机构1、一号进料机构6、二号进料机构7、电动除铁机构3、一号出料机构4和二号出料机构5开启,设备开启完成。正常进料时,激光传感器根据监测的进料高度数据,输入信号给plc 控制系统,plc控制系统输出信号至ka6使其得电,液压泵站机构2在可变执行器ye的控制下按照指定高度抬升,实现自动化进料。若发现异常状况,出现堵料时,此时由于电流过载会导致实际电流值升高,电流传感器监测的负载电流数据高于预设的电流阈值,电流继电器输入信号给plc控制系统,plc控制系统输出信号至ka3和ka4,使得ka3失电,ka4得电,开启防堵转动作,第一进料机构6和第二进料机构7的电机转动方向反转,进料口开始退料,所堵物料退出设备后,监测的负载电流数据减小至低于预设的电流阈值,第一进料机构6和第二进料机构7恢复正转,设备恢复正常进料工序,能够有效解决卡料的问题,使用者也可根据实际情况,通过触摸屏控制开启进料反转过程,从而对整个粉碎过程进行控制和调节,操作简单,提升生产效率和生产质量。
31.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1