一种防飞溅液喷涂装置的制作方法
1.本实用新型属于焊接技术领域,具体涉及一种防飞溅液喷涂装置。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,常用于电子、船舶、航空航天、建筑、工业、农用机械等领域。在焊接的高温加热过程中会出现“焊花”,“焊花”会四处飞溅落至母材上,而由于“焊花”温度极高,落至母材上就会与母材牢固的连接在一起,冷却后形成了焊花球,密布在焊缝周围,直接影响母材表面的平整度,为了解决这一问题,需要在焊接前在焊缝周围的母材上喷洒防飞溅液,“焊花”在落至母材表面后,会自然脱落,不会形成难以去除的焊花球。
3.现有焊接过程中,一般是由人工手持喷壶对待焊产品的待焊区域进行防飞溅液的喷涂,不仅费时费力,而且喷头与待焊产品之间的距离无法保持恒定,从而导致喷涂后待焊区域表面防飞溅液的厚度不均,面积大小不一,甚至无法完全覆盖待焊区,直接影响产品的焊接质量。
技术实现要素:
4.本实用新型的目的是提供一种防飞溅液喷涂装置,以解决防飞溅液喷涂不均的问题。
5.本实用新型的一种防飞溅液喷涂装置是这样实现的:
6.一种防飞溅液喷涂装置,包括
7.三通主体,其安装在焊接机构上,所述三通主体上设置有流体入口ⅰ、流体入口ⅱ和流体出口;
8.进气管,其连接在所述流体入口ⅰ上;
9.进液管,其连接在所述流体入口ⅱ上;
10.喷雾头,其安装在所述流体出口;
11.流量调节杆,其安装在所述三通主体的上且其下端伸入所述三通主体内,以调节所述流体出口处的流体流量。
12.进一步的,所述三通主体的流体入口ⅰ上安装有调节阀ⅰ,所述进气管通过调节阀ⅰ与所述流体入口ⅰ相连。
13.进一步的,所述三通主体的流体入口ⅱ上安装有调节阀ⅱ,所述进液管通过调节阀ⅱ与所述流体入口ⅱ相连。
14.进一步的,所述三通主体内设置有t型的流体通道,所述流体入口ⅰ和流体入口ⅱ分别位于所述流体通道的两端,所述流体出口位于所述流体通道的下端。
15.进一步的,所述流量调节杆穿过所述流体通道的横向通道并伸入其纵向通道内。
16.进一步的,所述三通主体的上方固定有螺母,所述流量调节杆穿过所述螺母并与所述螺母螺纹配合。
17.进一步的,所述喷雾头包括喷雾头本体,以及套在所述喷雾头本体下端的喷雾罩,所述喷雾头本体的下端设置有连通所述喷雾头本体和喷雾罩的通孔,所述喷雾罩的底部设置有条形的喷孔。
18.进一步的,所述喷雾头本体的下端设置有锥形头,所述通孔位于所述锥形头的尖端以及所述锥形头的外围。
19.进一步的,所述三通主体通过安装板固定在安装支架上。
20.进一步的,所述安装支架为l型结构,其竖板上设置有弧形的安装孔。
21.采用了上述技术方案后,本实用新型具有的有益效果为:
22.本实用新型可以直接安装于焊接机构上,在焊接的过程中自动喷涂防飞溅液,省时省力,使防飞溅液准确的喷涂在待焊区域,提高防飞溅液喷涂的均匀性,保证产品的焊接质量,提高焊接效率。
附图说明
23.下面结合附图和实施例对本实用新型进一步说明。
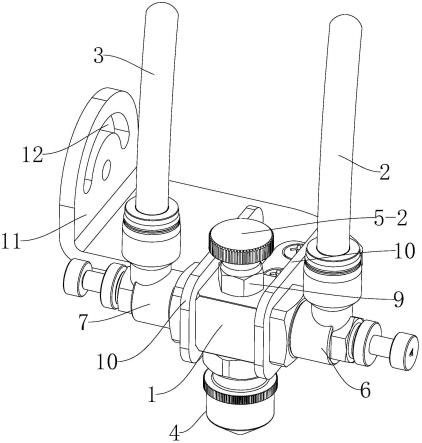
24.图1是本实用新型优选实施例的防飞溅液喷涂装置的结构图;
25.图2是本实用新型优选实施例的防飞溅液喷涂装置的结构图;
26.图3是本实用新型优选实施例的防飞溅液喷涂装置(未装进气管和进液管)的分解图;
27.图4是本实用新型优选实施例的防飞溅液喷涂装置的三通主体、流量调节杆和喷雾头配合部分的轴向剖面图;
28.图5是本实用新型优选实施例的防飞溅液喷涂装置的喷雾头的分解图;
29.图中:三通主体1,流体入口ⅰ1-1,流体入口ⅱ1-2,流体出口1-3,安装斜肩1-4,进气管2,进液管3,喷雾头4,喷雾头本体4-1,喷雾罩4-2,通孔4-3,喷孔4-4,锥形头4-5,流量调节杆5,锥形端5-1,端帽5-2,调节阀ⅰ6,调节阀ⅱ7,流体通道8,螺母9,安装板10,安装支架11,安装孔12。
具体实施方式
30.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
31.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
32.如图1-5所示,一种防飞溅液喷涂装置,包括三通主体1、进气管2、进液管3、喷雾头4和流量调节杆5,三通主体1安装在焊接机构上,三通主体1上设置有流体入口ⅰ1-1、流体入口ⅱ1-2和流体出口1-3;进气管2连接在流体入口ⅰ1-1上;进液管3连接在流体入口ⅱ1-2
上;喷雾头4安装在流体出口1-3;流量调节杆5安装在三通主体1的上且其下端伸入三通主体1内,以调节流体出口1-3处的流体流量。
33.在使用时,将防飞溅喷涂装置安装在自动焊接装置的焊接机构上,如焊接机器人第六轴上,具体安装在焊接机构的机器人焊枪侧面,这样防飞溅喷涂装置可跟随机器人焊枪的移动变换姿态,以保证喷雾头与待焊工件之间的距离保持不变,从而提高防飞溅液喷涂的均匀性。
34.其中,进气管2的一端连接三通主体1,另一端则连接气泵,用于对防飞溅液的喷涂提供压力。
35.进液管3的一端连接三通主体1,另一端连至防飞溅液盛放桶,防飞溅液盛放桶上连接增压设备,如增压泵,便于为防飞溅液进入三通主体1提供动力。
36.优选的,防飞溅液盛放桶内设置有液位检测仪,用于实施监控防飞溅液的液位高度。
37.为了便于控制进气管路中气体流量的调节,三通主体1的流体入口ⅰ1-1上安装有调节阀ⅰ6,进气管2通过调节阀ⅰ6与流体入口ⅰ1-1相连。
38.为了便于控制进液管路中防飞溅液流量的调节,三通主体1的流体入口ⅱ1-2上安装有调节阀ⅱ7,进液管3通过调节阀ⅱ7与流体入口ⅱ1-2相连。
39.优选的,调节阀ⅰ6和调节阀ⅱ7可以选用直角式调节阀,可以方便连接三通主体1与管道。
40.为了实现气体和防飞溅液在三通主体1内汇集并从喷雾头4处喷出,三通主体1内设置有t型的流体通道8,流体入口ⅰ1-1和流体入口ⅱ1-2分别位于流体通道8的两端,流体出口1-3位于流体通道8的下端。
41.具体的,流体通道8包括相互连通的横向通道和纵向通道,其中调节阀ⅰ6和调节阀ⅱ7分别以螺纹连接的方式安装在横向通道两端的流体入口ⅰ1-1和流体入口ⅱ1-2处,而喷雾头4则以螺纹连接的方式安装在纵向通道的流体出口1-3处,此种连接方式方便拆卸更换,便于后期的维护。
42.为了能够调节喷雾头4的流量,流量调节杆5穿过流体通道8的横向通道并伸入其纵向通道内。
43.具体的,流量调节杆5的下端为锥形端5-1,在其未伸入喷雾头4内时,喷雾头喷涂防飞溅液的流量最大,当流量调节杆5下移,使锥形端5-1逐渐伸入喷雾头4内时,喷雾头4的喷涂流量逐渐减小,直至锥形端5-1完全伸入喷雾头4内,此时喷雾头4的喷涂流量为最小。
44.流量调节杆5的顶部设置有端帽5-2,方便旋转流量调节杆5。
45.为了方便调节流量调节杆5的位置,三通主体1的上方固定有螺母9,流量调节杆5穿过螺母9并与螺母9螺纹配合。
46.通过流量调节杆5与螺母9的螺纹配合,能够在旋转流量调节杆5时实现流量调节杆5的上、下移动,以实现喷雾流量调节的作用。
47.喷雾头4包括喷雾头本体4-1,以及套在喷雾头本体4-1下端的喷雾罩4-2,喷雾头本体4-1的下端设置有连通喷雾头本体4-1和喷雾罩4-2的通孔4-3,喷雾罩4-2的底部设置有条形的喷孔4-4。
48.喷雾罩4-2的作用是为了增加防飞溅液喷涂的范围,在喷涂过程中,喷雾罩4-2能
能够形成一个“伞”状的喷涂区域。
49.具体的,喷雾罩4-2在安装至喷雾头本体4-1上后,其内部形成锥形腔,而喷孔则位于锥形腔的底部尖端处,从而能够进一步对防飞溅液进行增压,提高防飞溅液的喷涂范围,保证喷涂的均匀性。
50.防喷溅液和气体混合后,气体对防喷溅液进行增压,使其进入喷雾头本体4-1的内腔内,继而经过通孔4-3被送入喷雾罩4-2内,最后通过喷孔4-4喷出。
51.为了能够保证喷雾头本体4-1内的防飞溅液均匀地进入喷雾罩4-2内,喷雾头本体4-1的下端设置有锥形头4-5,通孔4-3位于锥形头4-5的尖端以及锥形头4-5的外围。
52.为了实现三通主体1的固定,三通主体1通过安装板10固定在安装支架11上。
53.具体的,三通主体1的两侧设置有安装斜肩1-4,安装板10套在三通主体1上并位于安装斜肩1-4处,另一端则固定在安装支架11上,安装支架11则固定在焊接机构上。
54.为了方便安装支架11与焊接机构的配合,安装支架11为l型结构,其竖板上设置有弧形的安装孔12。
55.弧形的安装孔12可以便于安装支架11的固定,以便于调节防飞溅液喷涂装置的安装角度,从而保证防飞溅液准确地喷涂在待焊区域。
56.使用时,首先根据待焊产品调节防飞溅液喷涂装置的角度、与工件之间的距离以及喷涂的宽度,继而待焊产品放至焊接工位处,焊接机构则移动至待焊产品的对应位置处,焊接前,启动增压泵和气泵,使防飞溅液在增压泵的驱动下进入喷雾头4中,同时气泵提供的气压进入喷雾头4可以对防飞溅液的喷涂提供压力,喷雾头4将防飞溅液喷涂在待焊产品的待焊区域。在此过程中,喷雾头4与待焊产品之间的距离不变,可以保证防飞溅液喷涂的覆盖面以及喷涂的均匀性,从而提高产品的焊接质量。
57.在焊接过程中,随着焊接的进行,防飞溅液喷涂装置均可跟随焊接机构移动,即在焊接之前直接对待焊区域有效地喷涂防飞溅液,无需停机喷涂,提高焊接效率。
58.另外,还可以将防飞溅液喷涂装置与焊接机器人的控制系统连接,以实现进液管3路的自动通断、进气管2路的自动通断、喷雾头4流量的自动调节等等,提高自动化程度,进一步保证焊接效果,提高焊接质量。
59.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1