一种适于多类别车厢整箱自动喷粉生产线的制作方法
1.本实用新型涉及车厢涂装技术领域,具体涉及一种适于多类别车厢整箱自动喷粉生产线。
背景技术:
2.卡车车厢是实现汽车运输功能的主要载体,按外观分类,主要有无盖的和有盖的车厢,无盖的车厢一般不具备防雨功能,主要有栏板车、自卸车、平板车等,有盖的车厢主要是厢式车,大规模应用于快递行业。
3.卡车车厢主要材料为金属,均需要完成涂装,来保护箱体,防止基材发生锈蚀;同时也可装饰箱体,“披上”一身美观的外衣,具有光彩、光泽和平滑性,被美化的环境和物体使人们产生美和舒适的感觉。
4.卡车车厢常规采用喷粉工艺,存在voc排放多,固废处理难,涂装成本高等问题。随着环保要求越来越严格,环境友好、成本低廉的粉末涂装在车厢上得到应用。随着人工成本不断上升,自动化替代人工也在车厢涂装上得到应用。自动粉末喷涂在车厢涂装上得到应用,解决了环保问题,提升了自动化水平,降低了涂装成本,提升了涂装质量。
5.但整厢自动喷粉生产线仅局限于针对对应的产品进行设置,缺乏通用性,不同类别产品需要配置不同的喷粉线,投入成本大,却又不能实现满负荷生产、造成设备闲置。
技术实现要素:
6.为了解决现有整厢自动喷粉生产线不能通用的问题,本实用新型提出了一种适于多类别车厢整箱自动喷粉生产线。
7.发明构思:鉴于无盖车盖和有盖车厢的喷涂范围分别为,有盖车厢只喷涂外表面(即:左侧板外表面、右侧板外表面、前板外表面、后板外表面、顶盖外表面和底板下表面)、内部不喷涂;无盖车厢需要喷涂外表面(即左侧板外表面、右侧板外表面、前板外表面、后板外表面、底板下表面)和内侧面(即:左侧板内侧面、右侧板内侧面、前板内侧面、后板内侧面、底板上表面)。要在同一生产线上实现有盖车厢和无盖车厢的喷涂,需要针对喷涂面进行相应配置设计、以达到通用的目的。
8.为此,本实用新型的技术方案为:一种适于多类别车厢整箱自动喷粉生产线,包括滚床滑撬输送线、供粉中心、回收供粉中心,其特征在于:输送线上依次设置有底部喷粉枪工位、第一人工补喷工位、喷粉房、第二人工补喷工位,生产线通过plc控制系统控制,其中:
9.底部喷粉枪工位:沿输送线下方宽度方向布设有一排间隔设置、枪嘴朝上的喷粉枪,用于喷涂运动中的车厢底板下表面;喷粉枪下方设有粉末回收风道,粉末回收风道通过回收系统与回收供粉中心相连通;
10.第一人工补喷工位:用于人工对车厢叠合面、静电死角处进行提前补喷;
11.喷粉房:
12.喷粉房内部宽度方向两侧相对设有外侧喷粉枪,外侧喷粉枪设有多个、从上往下
间隔排列于支架上,并通过支架连接于多轴往复机上,用于喷涂运动中的车厢左侧板和右侧板的外表面;
13.沿输送线长度方向与外侧喷粉枪相对应、错开设置有内侧喷粉枪,内侧喷粉枪通过多轴往复机从喷粉房顶部贯穿槽伸入到喷粉位置,用于喷涂运动中的车厢左侧板和右侧板的内侧面;外侧喷粉枪和内侧喷粉枪下方设有粉末回收风道,粉末回收风道通过回收系统与回收供粉中心相连通;
14.喷粉房沿输送线宽度方向并排对称布设有两组可旋转180
°
度的三面喷粉枪,每组三面喷粉枪均通过往复机从喷粉房顶部贯穿槽伸入、同步运动或停止,三面喷粉枪旋转后、枪嘴正对的三个面分别是:输送线正后方、输送线正前方、竖直正下方,枪嘴朝输送线正后方通过往复机上下移动、喷涂静止的车厢前板和后板的其中一面,枪嘴朝输送线正前方通过往复机上下移动、喷涂静止的车厢前板和后板的另一面,枪嘴朝竖直正下方调整到相应高度位置、喷涂运动中的无盖车厢底板上表面或有盖车厢顶盖外表面;
15.第二人工补喷工位:用于人工对喷涂露底处再次完善补喷,补喷工位固定、补喷运动中的车厢。
16.作为优选,两组可旋转180
°
度的三面喷粉枪,具体连接结构为,包括旋转电机、支架和喷粉枪,支架沿车厢宽度方向设置、支架的垂直方向上并排布设有多个喷粉枪,支架通过旋转电机的动力输出端连接于多轴往复机上,旋转电机与plc控制系统相连接。通过plc控制系统控制支架旋转角度,便于实现多个喷粉枪同步操作。
17.作为优选,所述喷粉房顶部贯穿槽处设有向喷粉房内侧吹气的风幕,防止粉末外溢,同时可及时清理往复机上粘附的粉末。
18.作为优选,所述喷粉枪采用采用静电粉末喷粉枪。保证工件吸附均匀而稳定的膜厚、提升外观质量和涂层的耐用性。
19.作为优选,对称设置的多轴往复机可沿输送线宽度方向对称平移调节。目的是适应不同宽度的车厢喷粉,根据车厢宽度进行微调。
20.作为优选,外侧喷粉枪与供粉中心相连通过,内侧喷粉枪、三面喷粉枪同时与供粉中心和回收供粉中心相连通、优先使用回收供粉中心的回收粉。通过回收供粉中心实时回收利用,提高粉末的回收利用率。
21.有益效果:与现有技术相比,本实用新型具有通用性,适用于无盖车厢、有盖车厢、不同宽度车厢的自动喷粉。
附图说明
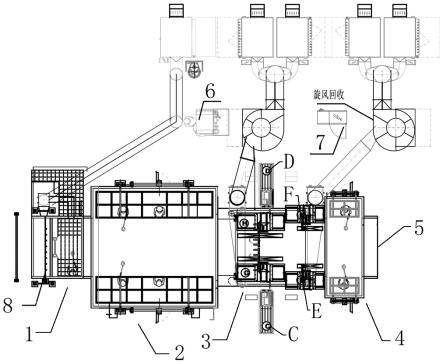
22.图1是本实用新型的布置图。
23.图2是本实用新型的外侧喷粉枪和内侧喷粉枪布置示意图。
24.图3是本实用新型的三面喷粉枪的布置示意图。
25.图4是本实用新型的三面喷粉枪旋转结构的侧视简图。
26.图中所示:1、底部喷粉枪工位;2、第一人工补喷工位;3、喷粉房;4、第二人工补喷工位;5;输送线;6、供粉中心;7、回收供粉中心;8、喷粉枪;9、粉末回收风道;10、旋转电机;11、支架;12、多轴往复机。
具体实施方式
27.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,但该实施例不应理解为对本实用新型的限制。
28.本实用新型如图1至图4所示:
29.一种适于多类别车厢整箱自动喷粉生产线,包括滚床滑撬输送线5、供粉中心6、回收供粉中心7,输送线上依次设置有底部喷粉枪工位1、第一人工补喷工位2、喷粉房3、第二人工补喷工位4,生产线通过plc控制系统控制,其中:
30.底部喷粉枪工位1:沿输送线下方宽度方向布设有一排间隔设置、枪嘴朝上的喷粉枪8,用于喷涂运动中的车厢p底板下表面;喷粉枪下方设有粉末回收风道9,粉末回收风道通过回收系统与回收供粉中心7相连通;
31.第一人工补喷工位2:通过人工对车厢叠合面、静电死角处进行提前补喷,
32.喷粉房3:
33.喷粉房内部宽度方向两侧通过开槽、伸入有相对的外侧喷粉枪(一侧为c、一侧为d),外侧喷粉枪设有多个、从上往下间隔排列于支架上,并通过支架连接于多轴往复机12上、多轴往复机设于喷粉房外侧,用于喷涂运动中的车厢左侧板和右侧板的外表面;
34.沿输送线长度方向与外侧喷粉枪相对应、错开设置有内侧喷粉枪(一侧为e、一侧为f),内侧喷粉枪通过多轴往复机12从喷粉房顶部贯穿槽伸入到喷粉位置,用于喷涂运动中的车厢左侧板和右侧板的内侧面;外侧喷粉枪和内侧喷粉枪下方设有粉末回收风道,粉末回收风道通过回收系统与回收供粉中心相连通;
35.喷粉房沿输送线宽度方向并排对称布设有两组可旋转180
°
度的三面喷粉枪(一侧为g、一侧为h),每组三面喷粉枪均通过往复机12从喷粉房顶部贯穿槽伸入、同步旋转或停止,三面喷粉枪旋转后、枪嘴正对的三个面分别是:输送线正后方、输送线正前方、竖直正下方,枪嘴朝输送线正后方通过往复机上下移动、喷涂静止的车厢前板外表面和后板内侧面,枪嘴朝输送线正前方通过往复机上下移动、喷涂静止的车厢前板内侧面和后板外表面,枪嘴朝竖直正下方调整到相应高度位置、喷涂运动中的无盖车厢底板上表面或有盖车厢顶盖外表面;
36.第二人工补喷工位4:用于人工对喷涂露底处再次完善补喷,补喷工位固定、补喷运动中的车厢。
37.两组可旋转180
°
度的三面喷粉枪,具体连接结构为,包括旋转电机10、支架11和喷粉枪,支架沿车厢宽度方向设置、支架的垂直方向上并排布设有多个喷粉枪,支架通过旋转电机的动力输出端101(旋转电机两侧均伸出有动力输出端,两侧的动力输出端与支架相连接、旋转中不产生干涉的常规连接结构即可)连接于多轴往复机12上,旋转电机位于多轴往复机的下端、与plc控制系统相连接。通过plc控制系统控制支架旋转角度,便于实现多个喷粉枪同步操作。
38.所述喷粉房3顶部贯穿槽处设有向喷粉房内侧吹气的风幕,防止粉末外溢,同时可及时清理往复机上粘附的粉末。
39.所述喷粉枪采用采用静电粉末喷粉枪。保证工件吸附均匀而稳定的膜厚、提升外观质量和涂层的耐用性。
40.对称设置的多轴往复机可沿输送线宽度方向对称平移(系现有技术的应用,具体
结构不作描述)。目的是适应不同宽度的车厢喷粉,根据车厢宽度进行微调。
41.外侧喷粉枪与供粉中心相连通过,内侧喷粉枪、三面喷粉枪同时与供粉中心和回收供粉中心相连通、优先使用回收供粉中心的回收粉。通过回收供粉中心实时回收利用,提高粉末的回收利用率。
42.本实用新型的创新点在于:在不同位置布设相对应的喷粉枪,从而实现生产线的通用性。
43.本说明书中未作详细说明之处,为本领域公知的技术。
44.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1