一种单工位全自动视觉定位喷涂机的制作方法
1.本实用新型涉及喷涂机技术领域,具体为一种单工位全自动视觉定位喷涂机。
背景技术:
2.喷涂机,是采用喷涂技术的专用涂装设备,对吸入的涂料增压,经高压软管将涂料输送到喷涂机的喷枪内,由喷枪将涂料瞬间雾化后释放到被涂物体表面,适用于皮具手袋、礼品包装、家具、鞋业、汽车制造等行业中。
3.如申请号:cn202121121039.0,本实用新型公开了一种喷涂机器人用喷涂机构及喷涂机器人,包括控制箱、固定板、移动轨道、移动块、连接板,所述固定板固定连接在所述控制箱上端,所述固定板一端与所述移动轨道相连接,所述移动轨道上滑动连接有移动块,所述移动块上端固定连接有旋转电机,所述旋转电机的转动轴与所述连接板传动连接,所述连接板末端与所述滑动轨道固定连接,所述滑动导轨上滑动连接有喷涂机构。本实用新型目的是提供一种喷涂灵活性强、喷涂效果好、喷涂效率快、不易堵塞、能够进行热喷涂的喷涂机构及喷涂机器人。
4.类似于上述申请的喷涂设备目前还存在以下几点不足:
5.一个是,现有装置自动化程度不够,不能自动进行喷涂作业,喷涂的精准度不够,需要人工协调,达不到自动化的要求。
6.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种单工位全自动视觉定位喷涂机,以期达到更具有更加实用价值性的目的。
技术实现要素:
7.本实用新型的目的在于提供一种单工位全自动视觉定位喷涂机,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:一种单工位全自动视觉定位喷涂机,包括工作台,所述工作台的表面安装有横向气动滑轨,且气动滑轨上分别安装有第一夹持组件和第二夹持组件,所述工作台的下方安装有支撑柱,所述工作台的两侧均安装有纵向气动滑轨,且纵向气动滑轨的一侧安装有固定滑块,所述固定滑块的一侧安装有机架,且机架一侧的中部安装有第二激光测距传感器,所述机架另一侧的中部安装有第三激光测距传感器,所述机架远离第三激光测距传感器的一侧安装有i中央处理器,且机架的内部横向安装有横梁臂,所述横梁臂的表面安装有限位销钉,所述横梁臂上安装有吊车,且吊车的下方安装有喷涂组件。
9.进一步的,所述第一夹持组件位于第二夹持组件的一侧,且第一夹持组件和第二夹持组件处于同一水平面,同时第一夹持组件和第二夹持组件结构相同。
10.进一步的,所述第一夹持组件包括气动滑块、夹持板、夹持块和第一激光测距传感器,所述气动滑块的上方安装有夹持板,且夹持板的一侧安装有夹持块,所述夹持块两个相互平行为一组,且夹持板的另一侧安装有第一激光测距传感器。
11.进一步的,所述工作台的上方一侧安装有第一定位轨道,且工作台的上方另一侧安装有第二定位轨道,所述第一定位轨道和第二定位轨道上均安装有定位透光孔,且定位透光孔分别沿着第一定位轨道和第二定位轨道的表面纵向排列分布。
12.进一步的,所述第一激光测距传感器、第二激光测距传感器、第三激光测距传感器和定位透光孔处于同一水平面上。
13.进一步的,所述喷涂组件包括喷涂罩、喷头、第四激光测距感应器、控制阀门、注料阀门和气泵,所述喷涂罩的内部安装有喷头,且喷头的两侧均安装有第四激光测距感应器,所述喷头的一端连接有控制阀门,所述喷涂罩的上方两侧均设置有注料阀门,且注料阀门之间安装有气泵。
14.进一步的,所述气泵通过气管与喷头连通,所述控制阀门通过料管与注料阀门连通。
15.本实用新型提供了一种单工位全自动视觉定位喷涂机,具备以下有益效果:该单工位全自动视觉定位喷涂机,采用视觉定位系统可以使工件在加工的过程中喷涂的更加精准,使喷涂的原料尽可能多的有效作业在工件上,避免材料的浪费,而且该装置自动化程度高,可以自动对工件进行喷涂作业,人工使用较少,降低生产的成本。
16.1、在喷涂的过程中,首先工件被第一夹持组件和第二夹持组件相互配合进行夹持,由于第一夹持组件和第二夹持组件处于同一水平面,同时第一夹持组件和第二夹持组件结构相同,工件位于第一夹持组件和第二夹持组件的夹持板之间,由于气动滑块在横向气动滑轨上进行左右位移可以使工件在第一夹持组件和第二夹持组件的相互作用下夹持住;
17.2、在进行喷涂作业之前,第二激光测距传感器和第三激光测距传感器发出的激光信号穿过定位透光孔分别被第一夹持组件和第二夹持组件上的第一激光测距传感器接收到,从而确定第一夹持组件和第二夹持组件以及两者夹持的工件在工作台表面横向的相对位置,位置不对或者在喷涂作业中需要对位置进行调整的时候,第一夹持组件和第二夹持组件利用气动滑块在横向气动滑轨上进行左右位移调整工件的横向位置,而同时第四激光测距感应器发出的激光信号从上往下被第一夹持组件和第二夹持组件上的第一激光测距传感器接收到从而确定第一夹持组件和第二夹持组件以及两者夹持的工件在工作台表面的纵向位置,在位置不对或者根据喷涂作业中需要对位置进行调整的时候,机架在固定滑块的带动下沿着纵向气动滑轨的表面纵向移动使喷头在纵向位置上处于喷涂的合理位置,而此过程中通过i中央处理器预先设定的程序进行控制。
附图说明
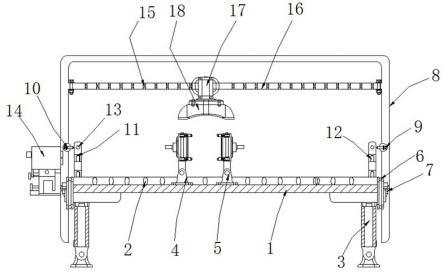
18.图1为本实用新型一种单工位全自动视觉定位喷涂机的整体结构示意图;
19.图2为本实用新型一种单工位全自动视觉定位喷涂机的机架立体结构示意图;
20.图3为本实用新型一种单工位全自动视觉定位喷涂机的第一夹持组件结构示意图;
21.图4为本实用新型一种单工位全自动视觉定位喷涂机的喷涂组件结构示意图。
22.图中:1、工作台;2、横向气动滑轨;3、支撑柱;4、第一夹持组件;401、气动滑块;402、夹持板;403、夹持块;404、第一激光测距传感器;5、第二夹持组件;6、纵向气动滑轨;7、
固定滑块;8、机架;9、第二激光测距传感器;10、第三激光测距传感器;11、第一定位轨道;12、第二定位轨道;13、定位透光孔;14、i5中央处理器;15、横梁臂;16、限位销钉;17、吊车;18、喷涂组件;1801、喷涂罩;1802、喷头;1803、第四激光测距感应器;1804、控制阀门;1805、注料阀门;1806、气泵。
具体实施方式
23.请参阅图1和图2,本实用新型提供一种技术方案:一种单工位全自动视觉定位喷涂机,包括工作台1,所述工作台1的表面安装有横向气动滑轨2,且气动滑轨2上分别安装有第一夹持组件4和第二夹持组件5,所述工作台1的下方安装有支撑柱3,所述工作台1的两侧均安装有纵向气动滑轨6,且纵向气动滑轨6的一侧安装有固定滑块7,所述固定滑块7的一侧安装有机架8,且机架8一侧的中部安装有第二激光测距传感器9,所述机架8另一侧的中部安装有第三激光测距传感器10,所述机架8远离第三激光测距传感器10的一侧安装有i5中央处理器14,且机架8的内部横向安装有横梁臂15,所述横梁臂15的表面安装有限位销钉16,所述横梁臂15上安装有吊车17,且吊车17的下方安装有喷涂组件18。
24.第一夹持组件4位于第二夹持组件5的一侧,且第一夹持组件4和第二夹持组件5处于同一水平面,同时第一夹持组件4和第二夹持组件5结构相同。
25.请参阅图1和图3,具体为,第一夹持组件4包括气动滑块401、夹持板402、夹持块403和第一激光测距传感器404,所述气动滑块401的上方安装有夹持板402,且夹持板402的一侧安装有夹持块403,所述夹持块403两个相互平行为一组,且夹持板402的另一侧安装有第一激光测距传感器404,工作台1的上方一侧安装有第一定位轨道11,且工作台1的上方另一侧安装有第二定位轨道12,所述第一定位轨道11和第二定位轨道12上均安装有定位透光孔13,且定位透光孔13分别沿着第一定位轨道11和第二定位轨道12的表面纵向排列分布,第一激光测距传感器404、第二激光测距传感器9、第三激光测距传感器10和定位透光孔13处于同一水平面上,第二激光测距传感器9和第三激光测距传感器10发出的激光信号穿过定位透光孔13分别被第一夹持组件4和第二夹持组件5上的第一激光测距传感器404接收到,从而确定第一夹持组件4和第二夹持组件5以及两者夹持的工件在工作台表面横向的相对位置,位置不对或者在喷涂作业中需要对位置进行调整的时候,第一夹持组件4和第二夹持组件5利用气动滑块401在横向气动滑轨2上进行左右位移调整工件的横向位置,而同时第四激光测距感应器1803发出的激光信号从上往下被第一夹持组件4和第二夹持组件5上的第一激光测距传感器404接收到从而确定第一夹持组件4和第二夹持组件5以及两者夹持的工件在工作台表面的纵向位置,在位置不对或者根据喷涂作业中需要对位置进行调整的时候,机架8在固定滑块7的带动下沿着纵向气动滑轨6的表面纵向移动使喷头1802在纵向位置上处于喷涂的合理位置,而此过程中通过i5中央处理器预先设定的程序进行控制。
26.请参阅图1和图4,具体为,喷涂组件18包括喷涂罩1801、喷头1802、第四激光测距感应器1803、控制阀门1804、注料阀门1805和气泵1806,所述喷涂罩1801的内部安装有喷头1802,且喷头1802的两侧均安装有第四激光测距感应器1803,所述喷头1802的一端连接有控制阀门1804,所述喷涂罩1801的上方两侧均设置有注料阀门1805,且注料阀门1805之间安装有气泵1806,气泵1806通过气管与喷头1802连通,所述控制阀门1804通过料管与注料阀门1805连通,首先为该装置的注料阀门1804连接外部的料管为本装置提供原料,由于气
泵1806通过气管与喷头1802连通,所述控制阀门1804通过料管与注料阀门1805连通,气泵1806通过气管为喷头1802提供动力使原料经过控制阀门1804从喷头1802中喷出为工件进行喷涂作业。
27.综上,该单工位全自动视觉定位喷涂机,使用时,首先为该装置的注料阀门1804连接外部的料管为本装置提供原料,由于气泵1806通过气管与喷头1802连通,所述控制阀门1804通过料管与注料阀门1805连通,气泵1806通过气管为喷头1802提供动力使原料经过控制阀门1804从喷头1802中喷出为工件进行喷涂作业;
28.在喷涂的过程中,首先工件被第一夹持组件4和第二夹持组件5相互配合进行夹持,由于第一夹持组件4和第二夹持组件5处于同一水平面,同时第一夹持组件4和第二夹持组件5结构相同,工件位于第一夹持组件4和第二夹持组件5的夹持板402之间,由于气动滑块401在横向气动滑轨2上进行左右位移可以使工件在第一夹持组件4和第二夹持组件5的相互作用下夹持住;
29.在进行喷涂作业之前,第二激光测距传感器9和第三激光测距传感器10发出的激光信号穿过定位透光孔13分别被第一夹持组件4和第二夹持组件5上的第一激光测距传感器404接收到,从而确定第一夹持组件4和第二夹持组件5以及两者夹持的工件在工作台表面横向的相对位置,位置不对或者在喷涂作业中需要对位置进行调整的时候,第一夹持组件4和第二夹持组件5利用气动滑块401在横向气动滑轨2上进行左右位移调整工件的横向位置,而同时第四激光测距感应器1803发出的激光信号从上往下被第一夹持组件4和第二夹持组件5上的第一激光测距传感器404接收到从而确定第一夹持组件4和第二夹持组件5以及两者夹持的工件在工作台表面的纵向位置,在位置不对或者根据喷涂作业中需要对位置进行调整的时候,机架8在固定滑块7的带动下沿着纵向气动滑轨6的表面纵向移动使喷头1802在纵向位置上处于喷涂的合理位置,而此过程中通过i5中央处理器预先设定的程序进行控制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1