喷涂装置的制作方法
1.本实用新型涉及粉末涂装领域,具体涉及一种喷涂装置。
背景技术:
2.粉末涂装相对液体涂装具有经济、高效、环保和省能(常称4e:economical,efficient,environmental,energy saving)等优点,是相对较新而且发展迅速的涂装方法,粉末涂装的相关技术也在不断完善更新。粉末涂料的涂装都采用静电喷涂的设备,通过气泵将流化状态的粉末涂料粉体,从管道中打入喷枪喷出。即如图1所述,高压电针2安装在喷枪中,粉体在喷枪口的高压静电针2与接地的接板之间形成高压电场中带上电荷,带电的粉体在气流和电场力的双重作用下飘向基板1,并依靠静电力吸附在基板1上。完成喷涂后的部件,经过高温交联固化。
3.在上述粉末喷涂过程中,将粉体从流化桶中输入喷枪并喷出的过程,不可避免地要使用较大量的压缩空气,在将粉体吹出喷枪靠近工件的时候,气体也会将部分粉体吹离基板,特别是高压静电针在喷枪嘴的中心位置,对吹散开的粉体的静电力作用,会随着粉体的分散越离开中心线而越弱,尤其在喷枪快速移动的时候,会有更多的粉体无法喷涂到工件上。事实上,根据设备和涂装参数的不同,以及工件的不同,粉末涂装的上粉率通常在60%-80%之间。掉落的粉体虽然能够通过回收装置重新使用,但因为回收使用粉末而带来的一些负面影响和风险。首先,回收粉体的回收设施的运行、维持和回收设备的清洗都有很大的工作量,其次,回收粉体的粒径和原粉是有差异的,这又增加了质量出问题的风险。这些情况在金属粉末涂料和小批量生产时,会成为非常严重的问题。如果没有大量的喷落发生,生产质量和效率都会大大提高。一直以来,如何提高粉体的上粉率,始终是一个非常重要的研究课题。人们粉末涂料配方技术,高压静电的应用技术和涂装工艺参数等各方面都做了很多工作,努力提高喷粉的上粉率。总之,提高粉末喷涂的上粉率是一个非常有价值的工作。
4.分析粉末喷涂时粉体掉落的原因,主要原因的高压静电针在喷枪嘴的中间,对散开的粉体的荷电能力以及电场力都是不均匀的。引起的原因有两个,一个是驱动粉体喷出和接近工件的气流,该气流向四周吹散的同时,把粉体也带走了;另一个是高压静电针的中心的一点,没法均匀覆盖粉末喷散开的加大面积。
5.为了解决上粉率不高的问题,就需要客户气流分散和高压静电不均匀的问题。
技术实现要素:
6.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种喷涂装置,解决以往粉末喷涂时粉体上粉率低的问题。
7.本实用新型解决其技术问题所采用的技术方案是:
8.第一方面:
9.提供一种喷涂方法,粉末随高压气流喷出,粉末开始向前被均匀吹散,被均匀吹散
的粉末进入荷电区,从而使粉末均匀地荷电并在均匀的电场力作用下被基板吸附。
10.第二方面:
11.提供一种喷涂装置,包括
12.喷粉罩,所述喷粉罩的罩腔底部开设喷孔;
13.至少两根高压电针,设置在喷粉罩的罩口,各根高压电针通电后适于在罩口放电以形成荷电区;
14.高压气流携带粉末适于从喷孔喷出,粉末从罩腔底部向罩口移动并做均匀散开,粉末进入荷电区之后荷电,以吸附在荷电区的基板上,完成上粉。
15.进一步的,所述喷粉罩为弧形半圆结构。
16.进一步的,所述高压电针的数量为两根、三根、四根、五根、六根、七根或者八根;
17.各个高压电针在罩口周向均匀布置。
18.进一步的,所述喷粉罩的罩口开设多个气流引导孔,气体从气流引导孔喷出,以引导粉末流向。
19.进一步的,所述高压电针从气流引导孔中穿出。
20.进一步的,所述喷粉罩的罩体为双层结构,在罩体内形成夹腔;
21.各个气流引导孔均与夹腔连通,夹腔内通入压缩空气从各个气流引导孔流出。
22.第三方面:
23.一种上述的喷涂装置的工作方法,各个高压电针通电工作,以使喷粉罩的罩口形成荷电区;
24.粉末随着高压气流从罩腔底部的喷孔喷出进入罩腔内,粉末在罩腔内被均匀吹散至罩口的荷电区,从而使粉末均匀地荷电并在均匀的电场力作用下被基板吸附。
25.本实用新型的有益效果是:
26.本实用新型提供一种喷涂方法、喷涂装置及其工作方法,可以让喷出的粉体处在一个较大的荷电场景中,既让喷出的粉体能够均匀地荷电并在均匀的电场力作用下被基板吸附,又能够让几乎所有的粉体都荷电和上粉,从而实现喷涂上粉率的极大提高,甚至接近完全上粉。
27.该喷涂装置的喷涂上粉率非常高,而且上粉的均匀度也很高。最高可以达到接近100%的上粉率。
28.该喷涂装置用于金属粉的涂装价值较高。高上粉率对上粉率不够稳定的金属粉的涂装,可以的重复性好,稳定可靠的生产效果。
附图说明
29.下面结合附图对本实用新型进一步说明。
30.图1是传统喷粉枪的喷涂原理图;
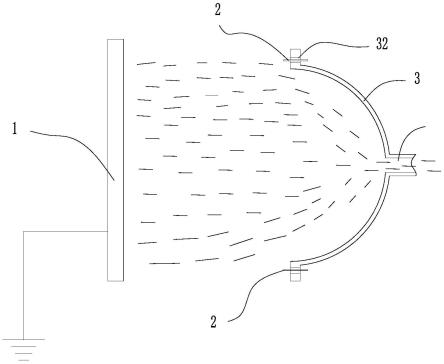
31.图2是本实用新型喷涂装置的喷涂原理图;
32.图3是正视喷粉罩罩口的示意图;
33.图4是带夹腔结构喷粉罩示意图;
34.其中,
35.1、基板,2、高压电针;
36.3、喷粉罩,31、喷孔,32、气流引导孔,33、夹腔。
具体实施方式
37.现在结合具体实施例对本实用新型作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
38.实施例一
39.一种喷涂方法,粉末随高压气流喷出,粉末开始向前被均匀吹散,被均匀吹散的粉末进入荷电区,从而使粉末均匀地荷电并在均匀的电场力作用下被基板吸附。
40.本实施例的喷涂方法,与传统的喷涂方法存在本质上的不同,以往喷涂方法是粉末在气流和高压静电场的双重作用下飘向基板,并依靠静电力吸附在基板上,以往这种喷涂方法,带电的粉末会被吹散,粉体的分散越离开中心线而越弱,尤其在喷枪快速移动的时候,会有更多的粉体无法喷涂到工件上;现在的喷涂方法,粉体在喷出的时候还没不带电,在均匀飘散之后再进入荷电区中使粉体带电,带电之后的粉体直接被荷电区内的基板吸附,实现喷涂上粉率的极大提高,甚至接近完全上粉。
41.实施例二
42.如图2至图4所示,一种喷涂装置,包括喷粉罩3,所述喷粉罩3的罩腔底部开设喷孔31;
43.至少两根高压电针2,设置在喷粉罩3的罩口,各根高压电针2通电后适于在罩口放电以形成荷电区;
44.高压气流携带粉末适于从喷孔31喷出,粉末从罩腔底部向罩口移动并做均匀散开,粉末进入荷电区之后荷电,以吸附在荷电区的基板上,完成上粉。
45.具体的,作为本实施例中一种可选的实施方式,如图2所示,所述喷粉罩3为弧形半圆结构。
46.具体的,作为本实施例中一种可选的实施方式,如图3所示,所述高压电针2的数量为两根、三根、四根、五根、六根、七根或者八根;
47.各个高压电针2在罩口周向均匀布置。
48.本实施例中,高压电针2的数量选用四根。
49.电针越多电场越均匀,但强度会下降。最好是三根或者四根,既能达到电场均匀和宽广范围的目的,又具有足够大的面积。
50.各根高压电针2分别与高压静电发生装置连接,以使各个高压电针2可以进行放电,高压电针2的工作原理与传统喷涂设备中高压电针2的安装方式相同,在本实施例中,只是增加了高压电针2的数量以及改变了高压电针2的安装位置。
51.具体的,作为本实施例中一种可选的实施方式,如图2图3所示,所述喷粉罩3的罩口开设多个气流引导孔32,气体从气流引导孔32喷出,以引导粉末流向。
52.各个气流引导孔32在罩口均布设置,各个气流引导孔32喷出的气流可以形成圆形的气柱,从而防止粉末向四周扩散,始终将粉末限制由气柱组成的圆形区域内。
53.具体的,作为本实施例中一种可选的实施方式,如图2图3所示,所述高压电针2从气流引导孔32中穿出。
54.由于高压电针2从气流引导孔32中穿出,从气流引导孔32经过的压缩空气可以防
止电针积粉。
55.具体的,作为本实施例中一种可选的实施方式,如图4所示,所述喷粉罩3的罩体为双层结构,在罩体内形成夹腔33;
56.各个气流引导孔32均与夹腔33连通,夹腔33内通入压缩空气适于从气流引导孔流出。
57.作业时,压缩空气进入夹腔33之后,从各个气流引导孔排出,从而防止粉末积留在电针上。
58.本实施例中,喷粉罩3采用绝缘塑料制备,可以是聚丙烯塑料等,最好采用聚四氟乙烯塑料制备。
59.喷涂装置的其他设施和常规的设备几乎一样,如静电发生装置是一样的,粉体的流化和供应也是一样的,喷涂设施的供粉和供气设施都是一样的。
60.实施例三
61.提供一种实施例二中的喷涂装置的工作方法,各个高压电针2通电工作,以使喷粉罩3的罩口形成荷电区;
62.粉末随着高压气流从罩腔底部的喷孔31喷出进入罩腔内,粉末在罩腔内被均匀吹散至罩口的荷电区,从而使粉末均匀地荷电并在均匀的电场力作用下被基板吸附。
63.本实用新型提供一种喷涂方法、喷涂装置及其工作方法,可以让喷出的粉体处在一个较大的荷电场景中,既让喷出的粉体能够均匀地荷电并在均匀的电场力作用下被基板吸附,又能够让几乎所有的粉体都荷电和上粉,从而实现喷涂上粉率的极大提高,甚至接近完全上粉。
64.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1