一种铁锹头镀漆生产线的制作方法
1.本技术涉及铁锹加工设备的领域,尤其是涉及一种铁锹头镀漆生产线。
背景技术:
2.铁锹是一种用于耕地的农具,其包括锹头和锹柄,锹头为铁制件,锹柄有木制和铁制等多种,在铁锹头加工过程中,铁锹头成形后一般在铁锹头表面镀上一层油漆,防止铁锹头发生锈蚀。
3.目前的一种铁锹头镀漆生产线包括多个支撑杆,在多个支撑杆顶端之间设置有导轨,在导轨内滑移穿设有链条,在导轨上还设置有驱使链条移动的驱动组件,在链条下方设置有挂钩,铁锹头挂设于挂钩上。当进行铁锹头镀漆时,工作人员站在导轨路径旁的镀漆工位上,驱动组件驱使链条移动,链条通过挂钩带动铁锹头移动,当铁锹头移动到工作人员所处工位时,工作人员手持装有油漆的喷枪,使用喷枪对铁锹头逐一进行镀漆。
技术实现要素:
4.为了节省人力成本,本技术提供一种铁锹头镀漆生产线。
5.本技术提供的一种铁锹头镀漆生产线采用如下的技术方案:
6.一种铁锹头镀漆生产线,包括多个支撑杆,多个所述支撑杆的顶端之间设置有导轨,所述导轨内穿设有链条,所述链条的两侧转动连接有多个滚轮,多个所述滚轮滚动连接于导轨底壁上,所述导轨上设置有驱使链条移动的驱动组件,所述链条上设置有多个连接组件,所述连接组件上挂设有挂钩,所述挂钩远离连接组件的端部挂设有铁锹头,所述导轨中的一段向下凹陷,所述导轨向下凹陷部分的下方设置有漆料斗,所述铁锹头活动插设于漆料斗内。
7.通过采用上述技术方案,驱动组件驱使链条在导轨内移动,链条通过连接组件带动挂钩移动,挂钩带动铁锹头移动,当铁锹头移动到导轨凹陷部分时,铁锹头向下移动浸入到漆料斗内完成镀漆,本技术实施例中,通过导轨凹陷部分的引导,铁锹头自动浸入到漆料斗内完成镀漆,节省了人力成本。
8.可选的,所述驱动组件包括驱动电机一,所述驱动电机一安装于导轨侧壁上,所述驱动电机一的输出轴端部设置有链轮,所述导轨顶面上开设有让位槽,所述链轮穿设于让位槽内,所述链轮与链条相啮合。
9.通过采用上述技术方案,驱动电机一驱使链轮转动,链轮带动链条在导轨内移动,驱动组件具有驱使链条移动的作用。
10.可选的,所述连接组件包括两个连接板,两个所述连接板之间设置有铆钉,两个所述连接板的端部向相互远离的方向弯折,两个所述连接板靠近链条的端部夹设于链条的两侧,所述链条的销轴穿设于两个连接板之间,两个所述连接板远离链条的端部之间设置有固定杆,所述挂钩挂设于固定杆上。
11.通过采用上述技术方案,链条带动连接板移动,连接板通过固定杆带动挂钩移动,
从而带动铁锹头移动,连接组件具有连接链条与挂钩的作用。
12.可选的,所述导轨整体设置为s形。
13.通过采用上述技术方案,导轨设置为s形可提高镀漆车间内的空间利用率,从而存放更多的铁锹头,提高铁锹头的生产效率。
14.可选的,所述漆料斗的下游一侧设置有多个支撑腿,多个所述支撑腿顶端之间设置有收集斗。
15.通过采用上述技术方案,铁锹头从漆料斗内移出后经过收集斗,收集斗用于收集铁锹头滴落的油漆。
16.可选的,所述收集斗内壁上设置有收集布。
17.通过采用上述技术方案,工作人员可更换收集布来清理铁锹头上滴落的油漆,收集布具有便于清理滴落油漆的作用。
18.可选的,所述收集斗由远离漆料斗的端部向漆料斗方向向下倾斜设置。
19.通过采用上述技术方案,铁锹头上滴落的油漆通过收集斗的引导流向漆料斗内,从而减少油漆的浪费。
20.可选的,所述收集斗侧壁上设置有清理组件,所述清理组件包括两个驱动电机二,两个所述驱动电机二分别安装于收集斗的两个侧壁上,所述驱动电机二的输出轴端部设置有丝杠,所述收集斗侧壁上还设置有支撑块,所述丝杠远离驱动电机二的端部转动连接于支撑块上,所述丝杠上螺纹连接有滑块,两个所述滑块之间设置有连接杆,所述连接杆上设置有刮板,所述刮板的一端抵接于收集斗底壁上。
21.通过采用上述技术方案,驱动电机二驱使丝杠转动,丝杠带动滑块向靠近漆料斗的方向移动,滑块通过连接杆带动刮板移动,刮板将收集斗底壁上的油漆刮到漆料斗内,提升油漆的清理效果,进一步减少油漆的浪费。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.驱动组件驱使链条在导轨内移动,链条通过连接组件带动挂钩移动,挂钩带动铁锹头移动,当铁锹头移动到导轨凹陷部分时,铁锹头向下移动浸入到漆料斗内完成镀漆,本技术实施例中,通过导轨凹陷部分的引导,铁锹头自动浸入到漆料斗内完成镀漆,节省了人力成本;
24.2.导轨设置为s形可提高镀漆车间内的空间利用率,从而存放更多的铁锹头,提高铁锹头的生产效率;
25.3.驱动电机二驱使丝杠转动,丝杠带动滑块向靠近漆料斗的方向移动,滑块通过连接杆带动刮板移动,刮板将收集斗底壁上的油漆刮到漆料斗内,提升油漆的清理效果,进一步减少油漆的浪费。
附图说明
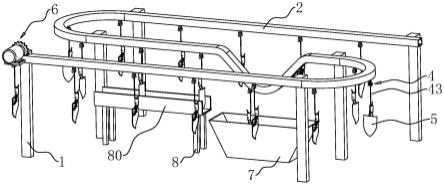
26.图1是实施例1中的一种铁锹头镀漆生产线的结构示意图。
27.图2是为展示导轨内部结构所做的剖视图。
28.图3是实施例1中收集斗的结构示意图。
29.图4是实施例2中收集斗的结构示意图。
30.附图标记说明:1、支撑杆;2、导轨;20、让位槽;3、链条;30、滚轮;4、连接组件;40、
连接板;41、铆钉;42、固定杆;43、挂钩;5、铁锹头;6、驱动组件;60、驱动电机一;61、链轮;7、漆料斗;8、支撑腿;80、收集斗;800、滑槽;81、收集布;9、清理组件;90、驱动电机二;91、丝杠;92、支撑块;93、滑块;94、连接杆;95、刮板。
具体实施方式
31.以下结合附图1-附图4对本技术作进一步详细说明。
32.本技术实施例公开一种铁锹头镀漆生产线。
33.实施例1
34.参照图1和图2,一种铁锹头镀漆生产线包括多个垂直于地面设置的支撑杆1,在多个支撑杆1顶端之间固接有一导轨2,导轨2整体呈s形设置,导轨2的其中一段向下凹陷呈u形,在导轨2内穿设有一链条3,在链条3的两侧转动链接有多个滚轮30,滚轮30滚动连接于导轨2底壁上。
35.参照图1和图2,在链条3下方还设置有多个连接组件4,连接组件4包括两个连接板40,两个连接板40之间铆接有一铆钉41,两个连接板40的端部向相互远离的方向弯折,两个连接板40靠近链条3的端部夹设于链条3的两侧,链条3的销轴穿设于两个连接板40端部之间,在两个连接板40远离链条3的端部之间固接有一固定杆42,在固定杆42上挂设有一挂钩43,挂钩43远离固定杆42的端部挂设有铁锹头5。
36.参照图2,在导轨2上设置有驱使链条3移动的驱动组件6,驱动组件6包括驱动电机一60,驱动电机一60固定安装于导轨2侧壁上,在驱动电机一60的输出轴端部固接有一链轮61,在导轨2顶面上开设有让位槽20,链轮61穿设于让位槽20内,链轮61与链条3相啮合,链轮61用于驱使链条3移动。
37.参照图1和图3,在导轨2向下凹陷部分的下方放置有漆料斗7,在地面上垂直固接有多个支撑腿8,在多个支撑腿8的顶端之间固接有收集斗80,收集斗80位于漆料斗7的下游一侧,收集斗80用于收集铁锹头5镀漆后滴落的油漆;在收集斗80内壁上铺设有收集布81,收集布81便于清理滴落的油漆。
38.实施例1的实施原理为:当进行铁锹头5镀漆时,驱动电机一60带动链轮61转动,链轮61带动链条3在导轨2内移动,链条3通过挂钩43带动铁锹头5移动,当铁锹头5移动到导轨2的凹陷部分时,铁锹头5向下移动浸入到盛有油漆的漆料斗7内,完成铁锹头5的镀漆,本技术实施例中,通过导轨2凹陷部分的引导,铁锹头5自动浸入到漆料斗7内完成镀漆,节省了人力成本。
39.实施例2
40.参照图4,本实施例与实施例1的不同之处在于,收集斗80由远离漆料斗7的端部向漆料斗7方向向下倾斜设置,在收集斗80侧壁上设置有清理组件9,清理组件9包括两个驱动电机二90,两个驱动电机二90分别固定安装于收集斗80的两个侧壁上,在驱动电机二90的输出轴端部固接有一丝杠91,在收集斗80靠近漆料斗7的端部侧壁上固接有支撑块92,丝杠91远离驱动电机二90的端部转动穿设于支撑块92上,在丝杠91上螺纹连接有一滑块93,在收集斗80侧壁上开设有滑槽800,在两个滑块93之间固接有一连接杆94,连接杆94滑移穿设于滑槽800内,在连接杆94上固接有一刮板95,刮板95的一端抵接于收集斗80底壁上。
41.实施例2的实施原理为:驱动电机二90带动丝杠91转动,丝杠91带动滑块93向靠近
漆料斗7的方向移动,滑块93带动连接杆94移动,连接杆94带动刮板95移动,刮板95将收集斗80底壁上滴落的油漆刮到漆料斗7内,从而减少油漆的浪费。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1