一种冷氢化渣浆处理系统的制作方法
1.本实用新型属于多晶硅生产中渣浆处理技术领域,具体涉及一种冷氢化渣浆处理系统。
背景技术:
2.本现有的多晶硅生产中的冷氢化工段排出的渣料,采用的处理方法一般为:将收集后的渣浆暂存于储罐中,先经过搅拌、冷却处理,析出其中的金属氯化物等高沸物后,再经过静置,取储罐中的上清液送入脱高沸塔进行脱高沸处理,储罐底部浓相区的渣料再送入水解罐进行水解处理。由脱高沸塔处理后由塔顶输出的气相经过冷凝后得到氯硅烷物流,该部分物流直接作为产品回至多晶硅生产系统中作为原料使用,从脱高沸塔塔底排出的渣料,再送入搅拌冷却罐中,考虑到后端设备-水解罐的材料耐热能力、氯硅烷水解过程中会放热等原因,再加上前端精馏塔塔底是间断式排渣,需要在搅拌冷却罐进一步搅拌、冷却后,再将渣浆送入水解罐进行水解处理。
3.采用上述方法处理冷氢化工段排出的渣料,具有一下缺陷:
4.1、含渣料的氯硅烷进行水解后,增加了硅耗及氯耗;
5.2、由脱高沸塔排出的高沸物主要是聚氯硅烷及氯硅烷,而聚氯硅烷可回收利用,水解后造成了浪费。
技术实现要素:
6.本实用新型旨在解决现有技术中多晶硅生产的冷氢化工段产生的渣浆中仍有部分氯硅烷未被回收利用,直接送至水解系统造成后端处理系统的压力,同时氯硅烷的损耗意味着增加了反应段的硅耗和氯耗,导致生产成本居高不下的问题,本实用新型中提出一种冷氢化渣浆处理系统,可有效改善上述问题,进一步回收渣浆中的氯硅烷,同时本实用新型中的渣浆渣浆处理系统涉及设备较少,设备维护成本较低。
7.为了实现上述发明目的,本实用新型的技术方案如下:
8.一种冷氢化渣浆处理系统,包括洗涤塔、蒸发机、精馏塔i、精馏塔ii、产品罐i和产品罐ii,以及至少两级处理单元,所述处理单元包括依次连接的搅拌冷却罐、低温缓冲罐和过滤器,所述洗涤塔的下料口通过管线连接初级处理单元,初级处理单元通过管线i连接精馏塔i;通过管线ii连接蒸发机,蒸发机的气相出口i连接冷凝器i后通过管线iii连接精馏塔i,精馏塔i的气相出口ii连接产品罐i,精馏塔i的塔釜连接次级处理单元,全部次级处理单元串联,末级处理单元通过管线iv连接精馏塔ii,精馏塔ii的气相出口iii连接产品罐ii。
9.进一步地,所述低温缓冲罐的外部设有夹套,低温缓冲罐采用-40℃氟利昂冷却介质的沉降罐,所述低温缓冲罐上设有药剂加入口。
10.进一步地,所述搅拌冷却罐的外部也设有夹套,搅拌冷却罐采用闭式循环水介质的夹套结构的搅拌罐。
11.进一步地,所述过滤器为过滤精度为10-100μm的金属烧结过滤器。
12.进一步地,所述冷凝器i和精馏塔i之间的管线iii上设有缓冲罐i。
13.进一步地,所述精馏塔i的气相出口ii与产品罐之间设有换热器i;所述精馏塔ii的气相出口iii与产品罐之间设有换热器ii。
14.进一步地,所述搅拌冷却罐与低温缓冲罐上均设有搅拌机构。
15.本实用新型的有益效果:
16.一、本实用新型中,采用至少两级的处理单元对收集的冷氢化渣浆进行处理,回收大部分氯硅烷以后,再将渣料送至水解系统进一步处理,以一条三氯氢硅产量20万吨/年的冷氢化生产线,由淋洗塔底部排出的渣浆中氯硅烷及聚氯硅烷含量约40t/天,传统工艺可回收80%的氯硅烷及聚氯硅烷,采用本系统后,可多回收15%的氯硅烷及聚氯硅烷,另外,经本系统处理后回收得到的氯硅烷及聚氯硅烷产品液中的金属杂质含量可低于10ppbw,确保送至精馏工段和裂解单元的氯硅烷及其聚合物中金属杂质极低,有利于使得到的多晶硅产品的金属杂质含量也更低;同时也可以降低精馏塔的控制难度、减小精馏塔底部管线堵塞的几率;还可以避免裂解单元中装置催化剂中毒,保障裂解装置的长期稳定运行。实际生产中,可根据生产现场情况以及工艺的设计,可以设计多个次级处理单元,并进行串联,达到纯化回收的氯硅烷及聚氯硅烷物流的目的。
17.二、本实用新型中,所述低温缓冲罐的外部设有夹套,低温缓冲罐采用-40℃氟利昂冷却介质的沉降罐,使低温缓冲罐中的物料冷却至-30℃左右,同时,所述低温缓冲罐上设有药剂加入口,用于加入除铝剂,如氯化钠,在低温、搅拌状态下,使金属氯化物尽可能的析出,便于输送至后端过滤器中后,被拦截下来。
18.三、本实用新型中,所述搅拌冷却罐的外部也设有夹套,搅拌冷却罐采用闭式循环水介质的夹套结构的搅拌罐,采用闭式循环水介质的夹套结构可避免循环冷却水直接暴露在空气中,减少细菌的产生,从而减轻对管道的腐蚀,增加设备、管线的使用寿命。另外,从前端洗涤塔排渣的物料温度约为160℃,先用常温水对物料初步冷却一下,再用氟利昂深冷,这样处理一方面使设备处理前后温差不至于太大;另一方面减少了氟利昂的用量,从而降低了冷却处理过程的成本。
19.四、本实用新型中,所述过滤器为过滤精度为10-100μm的金属烧结过滤器,可高效地将经两级冷凝后析出的金属氯化物过滤掉,降低物流中的粒子含量。
20.五、本实用新型中,所述冷凝器i和精馏塔i之间的管线iii上设有缓冲罐i,缓冲罐i一方面可以暂存从蒸汽机输出的气相经冷凝器i冷凝后的物料,另一方面,由于物料中含有部分不凝气(主要为氮气),便于平衡管线中的压力,保证进入后端精馏塔i中的物料的量、以及物料压力稳定,保证系统的正常、安全、稳定运行。
21.六、本实用新型中,所述精馏塔i的气相出口与产品罐i之间设有换热器i;所述精馏塔ii的气相出口与产品罐ii之间设有换热器ii,所述换热器i、换热器ii采用列管式换热器,主要用于冷凝从精馏塔的气相出口输出的气相,将氯硅烷、聚氯硅烷等物流冷凝成液相,并暂存于产品罐i、产品罐ii中,便于集中输送至后端的精馏工段或裂解单元中进一步处理。经该系统处理后的产品液中的金属含量低至10ppbw,能满足使用树脂作为裂解催化剂的需求。
22.七、本实用新型中,所述搅拌冷却罐与低温缓冲罐上均设有搅拌机构,用于快速冷
却罐体内的物料。
附图说明
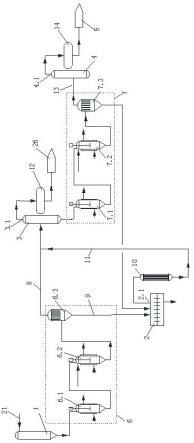
23.图1为本实用新型的结构示意图。
24.图2是一级处理单元的结构示意图。
25.图3是低温缓冲罐i的结构示意图。
26.图4是另一种较优实施方式的结构示意图。
27.其中,1、洗涤塔;2、蒸发机;3、精馏塔i;4、精馏塔ii;5、裂解塔;6、一级处理单元;7、二级处理单元;8、管线i;9、管线ii;10、冷凝器i;11、管线iii;12、产品罐i;13、管线iv;14、产品罐ii;15、药剂加入口;16、缓冲罐i;17、换热器i;18、换热器ii;19、搅拌机构;20、反吹管线;21、渣浆进料管线;22、介质入口i;23、介质出口i;24、介质进口ii;25、介质出口ii;26、精馏工段;1.1、下料口;2.1、气相出口i;3.1、气相出口ii;4.1、气相出口iii;6.1、搅拌冷却罐i;6.2、低温缓冲罐i;6.3、过滤器i;7.1、搅拌冷却罐ii;7.2、低温缓冲罐ii;7.3、过滤器ii。
具体实施方式
28.下面结合实施例对本实用新型作进一步地详细说明,但本实用新型的实施方式不限于此。
29.实施例1
30.本实施例为最基本的实施方式,一种冷氢化渣浆处理系统,属于多晶硅生产中渣浆处理技术领域,包括洗涤塔1、蒸发机2、精馏塔i3、精馏塔ii4、产品罐i12和产品罐ii14,以及两级处理单元,参考图1,所述一级处理单元6包括依次连接的搅拌冷却罐i6.1、低温缓冲罐i6.2和过滤器i6.3,所述洗涤塔1的下料口1.1通过管线连接一级处理单元6的搅拌冷却罐i6.1,一级处理单元6的过滤器i6.3通过管线i8连接精馏塔i3;通过管线ii9连接蒸发机2,蒸发机2的气相出口i2.1连接冷凝器i10后通过管线iii11连接精馏塔i3,精馏塔i3的气相出口ii3.1连接产品罐i12,精馏塔i3的塔釜连接二级处理单元7的搅拌冷却罐ii7.1,二级处理单元7的过滤器ii7.3通过管线iv13连接精馏塔ii4,精馏塔ii4的气相出口iii4.1连接产品罐ii14。
31.本方案中,可根据实际生产情况,适当增加处理单元,综合考虑系统设备、管线等成本以及处理效果,一般采用2-3级处理单元效果较佳,可将产品液中的金属杂质控制在10ppbw以下,通过调控物流的流速等控制参数,还可将金属杂质控制在更低的范围内。
32.本实施例中,所述洗涤塔1用氯硅烷清液对冷氢化工段经渣浆进料管线21输入的渣浆物流进行洗涤,拦截大部分氯硅烷高聚物、含部分氯硅烷和金属氯化物,被拦截的物流从下料口1.1进入一级处理单元6,即依次经过搅拌冷却罐i6.1、低温缓冲罐i6.2和过滤器i6.3进行处理,最后经过滤器i6.3处理后得到的气相直接送至精馏塔i3中进行精馏处理;经过滤器i6.3处理后得到截留的物流送至蒸发机2中进行蒸发处理。在经蒸发机2处理后得到的轻相经冷凝后继续送至精馏塔i3中进行精馏;经蒸发机2处理后的渣料进行外排。当然,经多级处理单元中的过滤器处理后的物料均可以送回至蒸发机2中进行处理,进一步回收物流中的氯硅烷。
33.本方案中,经精馏塔i3处理后得到的气相为含金属氯化物较低的物流,该物流主要为小分子的氯硅烷,该部分物流经冷凝后可作为产品液暂存于产品罐i12中,再送入后端的精馏工段26进一步处理。经精馏塔i3处理后得到的重组分进一步送至二级处理单元7进行处理,即依次经过搅拌冷却罐ii7.1、低温缓冲罐ii7.2和过滤器ii7.3进行处理,经过滤器ii7.3处理后得到的轻相送至精馏塔ii4中进一步处理,经精馏塔ii4处理后得到的轻相物流主要为聚氯硅烷等大分子物流,冷凝后送至产品罐ii14中进行暂存,再将产品罐ii14内的物流送至裂解塔5中进一步处理。
34.实施例2
35.本实施例是在实施例1上的进一步优化,区别在于,所述低温缓冲罐的外部设有夹套,低温缓冲罐采用-40℃氟利昂冷却介质的沉降罐,所述低温缓冲罐上设有药剂加入口15。
36.实施例3
37.本实施例与实施例1-2相比,区别在于,所述搅拌冷却罐的外部也设有夹套,搅拌冷却罐采用闭式循环水介质的夹套结构的搅拌罐。
38.实施例4
39.本实施例与实施例1-3相比,区别在于,所述过滤器为过滤精度优选为10-100μm的金属烧结过滤器。
40.实施例5
41.本实施例与实施例1-4相比,区别在于,所述冷凝器i10和精馏塔i3之间的管线iii11上设有缓冲罐i16。
42.实施例6
43.本实施例与实施例1-5相比,区别在于,所述精馏塔i3的气相出口ii3.1与产品罐i12之间设有换热器i17;所述精馏塔ii4的气相出口iii4.1与产品罐ii14之间设有换热器ii18。
44.实施例7
45.本实施例与实施例1-6相比,区别在于,所述搅拌冷却罐与低温缓冲罐上均设有搅拌机构19。
46.实施例8
47.本实施例以本公司三氯氢硅产量20万吨/年的一条冷氢化生产线为例,进一步说明本技术方案。该冷氢化工段产生的料渣从渣浆进料管线21输入至洗涤塔1中并用氯硅烷清液进行淋洗,由淋洗塔1底部排出的渣浆中氯硅烷及聚氯硅烷含量约40t/天,并将渣浆从渣浆进料管线21输入至洗涤塔1中,本方案中的冷氢化渣浆处理系统,包括洗涤塔1、蒸发机2、精馏塔i3、精馏塔ii4、产品罐i12和产品罐ii14,以及两级处理单元。
48.具体结构参考图4所示,所述一级处理单元6包括依次连接的搅拌冷却罐i6.1、低温缓冲罐i6.2和过滤器i6.3,所述二级处理单元7包括依次连接的搅拌冷却罐ii7.1、低温缓冲罐ii7.2和过滤器ii7.3。所述洗涤塔1的下料口1.1通过管线连接一级处理单元6的搅拌冷却罐i6.1的进料口,一级处理单元6的过滤器i6.3通过管线i8连接精馏塔i3;通过管线ii9连接蒸发机2,蒸发机2的气相出口i2.1连接冷凝器i10后通过管线iii11连接精馏塔i3,精馏塔i3的气相出口ii3.1连接产品罐i12,精馏塔i3的塔釜连接二级处理单元7的搅拌冷
却罐ii7.1,二级处理单元7的过滤器ii7.3通过管线iv13连接精馏塔ii4的进料口,精馏塔ii4的气相出口iii4.1连接产品罐ii14。
49.本实施例中,所述搅拌冷却罐i6.1、搅拌冷却罐ii7.1的外部均设有夹套,参考图2-3,搅拌冷却罐i6.1和搅拌冷却罐ii7.1采用闭式循环水介质的夹套结构的搅拌罐,参考图2,常温水经介质入口i22进入至的搅拌冷却罐i6.1夹套中,夹套内通入常温水对搅拌冷却罐i6.1和搅拌冷却罐ii7.1内的物流进行初步冷却后,介质再经介质出口23排出。进一步的,所述低温缓冲罐i6.2、低温缓冲罐ii7.2的外部也设有夹套,低温缓冲罐i6.2、低温缓冲罐ii7.2采用-40℃氟利昂冷却介质的沉降罐对经低温缓冲罐i6.2、低温缓冲罐ii7.2的物流进行深冷处理,参考图2,-40℃氟利昂冷却介质从介质入口ii24进入至低温缓冲罐i6.2的夹套中,对低温缓冲罐i6.2中物料进行深冷处理后,介质从介质出口ii25排出低温缓冲罐i6.2外。另外,所述低温缓冲罐i6.2和低温缓冲罐ii7.2上设有药剂加入口15,通过药剂加入口15向低温缓冲罐i6.2和低温缓冲罐ii7.2加入氯化钠等络合剂,进一步析出金属高沸物,并通过后端的过滤器i6.3和过滤器ii7.3拦截该部分粒子。
50.本实施例中,所述过滤器i6.3和过滤器ii7.3均为过滤精度为10μm的金属烧结过滤器。
51.本实施例中,所述冷凝器i10和精馏塔i3之间的管线iii11上设有缓冲罐i16。
52.本实施例中,经蒸发机2处理后得到的轻相物流仍含有部分氯硅烷或聚氯硅烷,经冷凝器i10冷凝处理后输送至精馏塔i3中进一步处理。
53.所述精馏塔i3的气相出口ii3.1与产品罐i12之间设有换热器i17,用于冷凝经精馏塔i3处理后得到的气相,得到较为纯净的小分子氯硅烷,并送至后端的精馏工段26;所述精馏塔ii4的气相出口iii4.1与产品罐ii14之间设有换热器ii18,用于冷凝经精馏塔ii4处理后的轻相物流(主要为大部分聚氯硅烷和少部分氯硅烷),得到的轻相物流作为产品液暂存于产品罐ii14中,后期输送至裂解单元的裂解塔5中进一步进行处理。而经精馏塔i3处理后得到的重组分,仍含有一部分氯硅烷和聚氯硅烷,以及部分金属高沸物,因此,采用二级处理单元7对该部分物流进一步纯化,得到金属高沸物含量较低的、符合后端生产需求的氯硅烷和聚氯硅烷产品液,保证本系统处理后回收得到的氯硅烷及聚氯硅烷产品液中的金属杂质含量可低于10ppbw,确保送至精馏工段、裂解单元的氯硅烷及高沸物中金属杂质极低,有利于制备得到的多晶硅产品的金属杂质含量也更低;同时也可以降低精馏塔的控制难度、减小精馏塔底部管线堵塞的几率;还可以避免裂解单元中装置催化剂中毒,保证裂解装置的长期稳定运行。另外,采用本渣浆处理系统,较传统处理系统可以多回收15%左右的硅烷及聚氯硅烷,明显降低原料成本、降低后端水解处理系统的处理压力和处理成本。
54.本实施例中,所述搅拌冷却罐i6.1、搅拌冷却罐ii7.1、低温缓冲罐i6.2和低温缓冲罐ii7.2上均设有搅拌机构19,便于对进入各罐体中的物流进行搅拌,避免金属高沸物附着在罐壁上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1