兼具高加热效率且同步抗氧化的短波红外柔性加热方法
本发明属于汽车制造,具体涉及一种兼具高加热效率且同步抗氧化的短波红外柔性加热方法。
背景技术:
1、汽车“轻量化”以及“安全性”的双重需求使得以热冲压成形超高强钢为代表的汽车轻量化产品技术得到了前所未有的关注。而热冲压成形的典型产品——定制强度构件(如图1:定制强度b柱)通过高强度区的抗变形能力以及低强度区的溃缩吸能性来有效保证乘员的安全以及整体构件减重,使其在白车身上的应用比例逐年增加。
2、目前,利用定制温区坯料实施直接热冲压制备定制强度构件是极具成本优势以及工艺竞争力的技术之一。但基于辊底炉和箱式炉的空气对流加热方式最大问题在于加热效率低而严重制约生产效率:如图2(a)中尺寸为1m×0.3m×1.5mm的b柱坯料在900℃辊底炉内的加热升温曲线所示:由于热传导系数在不同温区的显著差异,导致对流加热方式在室温~600℃区间钢板加热速度较快,超过600℃加热效率显著降低,同时造成坯料加热与热冲压成形节拍(~20s)严重脱节。同时,如图2(b)非涂层板高温氧化形貌图所示,加热过程板材容易产生高温氧化铁皮,热冲压过程影响对模具造成磨损,影响模具使用寿命。
3、而感应加热和自阻加热方式在加热速度方面具有无可比拟的优势。但是,由于两种方式均是基于导体(金属板坯)内产生的电流,利用焦耳热实现快速升温,导致热成形异形薄板坯的加热均匀性调控始终是其应用的瓶颈问题。如图3(a)所示,纵向磁场下梯形板料沿传送方向(高度方向)温度随板宽变化,图3(c)所示,横向磁场下板材样品不同时间节点的温度场分布,由于磁力线切割产生的感应电流密度沿磁力线轨迹方向分布的显著差异,致使较大宽厚比的薄板材感应加热出现明显温度梯度,如图3(b)纵向磁场下矩形板坯由于感应加热温度场不均匀性导致的板形不良,严重时出现板型缺陷(瓢曲)导致板坯报废。如图4(a)所示,对于金属板材尤其是异形板材,电极端的冷却以及沿不同截面电流密度差异性的双重作用,非均匀截面构件自阻加热过程温度场分布不均匀,如图4(b)、图4(c)所示,热模拟高温拉伸样品平行段各点温度具有一定的差异性,对于异形板材均匀可控加热目前也还远未完善。
4、如图5所示的热成钢板在特定波段短波红外加热过程的吸收率变化曲线图,红外加热是一种直接辐射加热,且当发射的红外线波长和被加热物体的光谱吸收峰值区域波长一致或相近时,被加热的物体大量吸收红外线,而使物体温度升高以达到加热目的。红外加热对于材料表面特征极为敏感,主要体现在发射率(或反射率)的变化显著影响材料对特定波段红外线的吸收效果,即加热效率。针对热成形钢的红外加热研究发现,随着加热温度的提高,钢板对特定波段红外线的吸收率反馈呈现出递增趋势,正是基于上述特征,本发明提出一种基于吸收率调控的短波红外快速辐射加热技术制备定制温区坯料的工艺思路,为板材柔性定制加热的高效率调控提供全新解决方案。
5、通过上述分析,现有技术存在的问题及缺陷为:
6、(1)板材柔性常规加热炉依靠对流热传导方式加热效率低;
7、(2)板材柔性常规加热炉加热过程非涂层板氧化严重;
8、(3)板材柔性感应加热以及自阻加热等快速加热方式加热均匀性严重依赖板形,且区域定制加热不可控。
技术实现思路
1、针对现有板材柔性加热存在上述技术问题,本发明提出了一种兼具高加热效率且同步抗氧化的短波红外柔性加热方法,利用在线可控喷涂等技术,在待加热金属板材表面涂覆特定厚度涂层,根据成本控制、加热最高温度以及定制区域加热要求,涂层厚度控制在5-100μm;通过控制加热过程短波红外加热的功率、辐射加热距离可以进一步调控板材加热的速度;对于有定制区域加热需求的板材,可以根据加热区域的温度要求合理设计涂层类型、厚度等,从而实现特定区域的特定加热需求,利用不同区域吸收率的调控,或者在不同区域设计不同吸收率涂层来合理设计涂层类型、厚度等,从而有效实施短波红外的定制加热功能,以达到热冲压成形后产品的定制强度的目的。
2、本发明是这样实现的,一种兼具高加热效率且同步抗氧化的短波红外柔性加热方法,包括以下步骤:
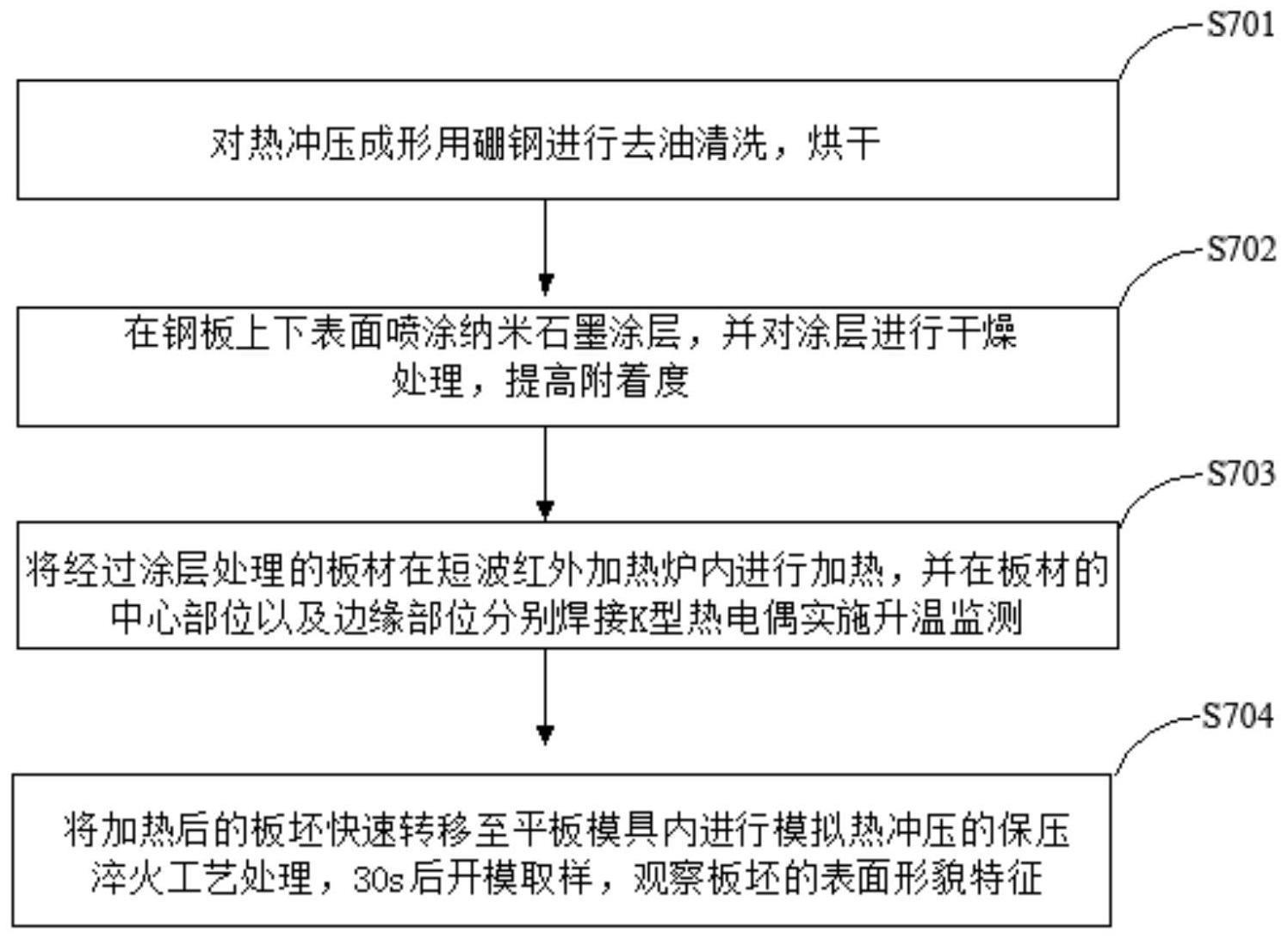
3、步骤一:对不同板厚(如1.6mm、1.8mm、2.5mm)的热冲压成形用硼钢表面进行去油清洗,并烘干;
4、步骤二:在钢板上下表面根据不同的需求喷涂不同厚度的纳米石墨涂层,并对涂层进行干燥处理,提高附着度;或者是喷涂一种高亮涂料,降低对短波红外线的吸收率;
5、步骤三:将经过涂层处理的板材在短波红外加热炉内进行加热,并在板材的中心部位以及边缘部位或者是板材的石墨涂层区、两种涂层交界区以及高亮涂层区等部位根据需求分别焊接k型热电偶实施升温监测;
6、步骤四:以石墨涂层区温度作为目标温度,将加热后的板坯快速转移至平板模具内进行模拟热冲压的保压淬火工艺处理,30s后开模取样,从涂层区检测样品的显微维氏硬度的分布,观察板坯的表面形貌特征。
7、进一步,所述步骤三中的短波红外加热炉加热功率在30kw。
8、进一步,所述步骤四的板坯块温度加热到约930℃左右。
9、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
10、第一、针对上述现有技术存在的技术问题以及解决该问题的难度,紧密结合本发明的所要保护的技术方案以及研发过程中结果和数据等,详细、深刻地分析本发明技术方案如何解决的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
11、本发明提供的兼具高加热效率且同步抗氧化的短波红外柔性加热方法,是利用在线可控喷涂等技术,在待加热金属板材表面涂覆特定厚度涂层,根据成本控制、加热最高温度以及定制区域加热要求,涂层厚度控制在5-100μm;通过控制加热过程短波红外加热的功率、辐射加热距离可以进一步调控板材加热的速度;对于有定制区域加热需求的板材,可以根据加热区域的温度要求合理设计涂层类型、厚度等,从而实现特定区域的特定加热需求,以达到热冲压成形后产品的定制强度的目的。
12、本发明是通过在金属板材表面涂覆特定厚度纳米石墨涂层,可以在加热全过程保持高的红外吸收率从而提高红外加热效率;此外,加热过程石墨涂层产生自氧化行为,可以避免空气中的氧气与金属基体接触(阻隔氧气),从而最大程度保证金属板材抗高温氧化能力;在定制区域加热方面,利用不同区域吸收率的调控,或者在不同区域设计不同吸收率涂层,可以有效实施短波红外的定制加热功能,实现柔性加热的目的。
13、第二,把技术方案看做一个整体或者从产品的角度,本发明所要保护的技术方案具备的技术效果和优点,具体描述如下:
14、本发明的关键点在于提供了一种兼具高加热效率且同步抗氧化的短波红外柔性加热方法。利用纳米石墨涂层实现高效短波红外加热;利用纳米石墨涂层实现高效短波红外加热的同时能够防止板料高温氧化;基于涂层厚度或者涂层类型调控实现加热路径柔性控制;利用分区涂层调控(或者针对红外加热的吸收率分区调控)实现板坯分区柔性加热。
- 还没有人留言评论。精彩留言会获得点赞!