一种汽车扶手骨架喷胶设备的制作方法
本发明涉及喷胶设备领域,具体涉及一种汽车扶手骨架喷胶设备。
背景技术:
1、汽车的内饰零部件是汽车的一部分,虽然对整车的性能影响不大,但作为使用者能够直观看到和触摸到的地方,对使用者的影响很大。现在,为了提高使用舒适度和汽车内部的美观度,甚至汽车制造商为了迎合消费者的审美和需求,对汽车的内饰零部件的美化要求越来越高。一般美化的方法就是在汽车的车内饰骨架上先喷上热熔胶,然后贴上相应的表皮。
2、如图6所示的第一汽车扶手骨架工件和第二汽车扶手骨架工件,它们是汽车扶手骨架的两个组成部件,其内侧为对合式结构。目前对第一汽车扶手骨架工件和第二汽车扶手骨架工件的喷胶加工方法是将工件固定,然后通过喷胶装置的胶枪一边移动,一边在工件表面上喷胶。但是,第一汽车扶手骨架工件和第二汽车扶手骨架工件为狭长型构件,其上的多个部位均需要喷胶,而目前使用的胶枪太大、太重,移动路径设置不方便,不适合对这种狭长型构件上的不同部位进行喷胶作业;第一汽车扶手骨架工件和第二汽车扶手骨架工件上,有的部位需要喷条形胶,有的部位需要喷螺旋形胶,还有的部位需要喷其他形状的胶,而胶枪的移动会影响出胶质量,尤其是这种工件上不同部位要求有不同形状胶体的,现有的喷胶装置无法保证喷胶加工质量。因此,针对设计了一种胶枪位置固定、工件位置可移动的设备,以满足汽车扶手骨架工件上不同部位喷不同形状胶的加工需求。
技术实现思路
1、本发明是为了解决上述问题而进行的,目的在于提供一种汽车扶手骨架喷胶设备。
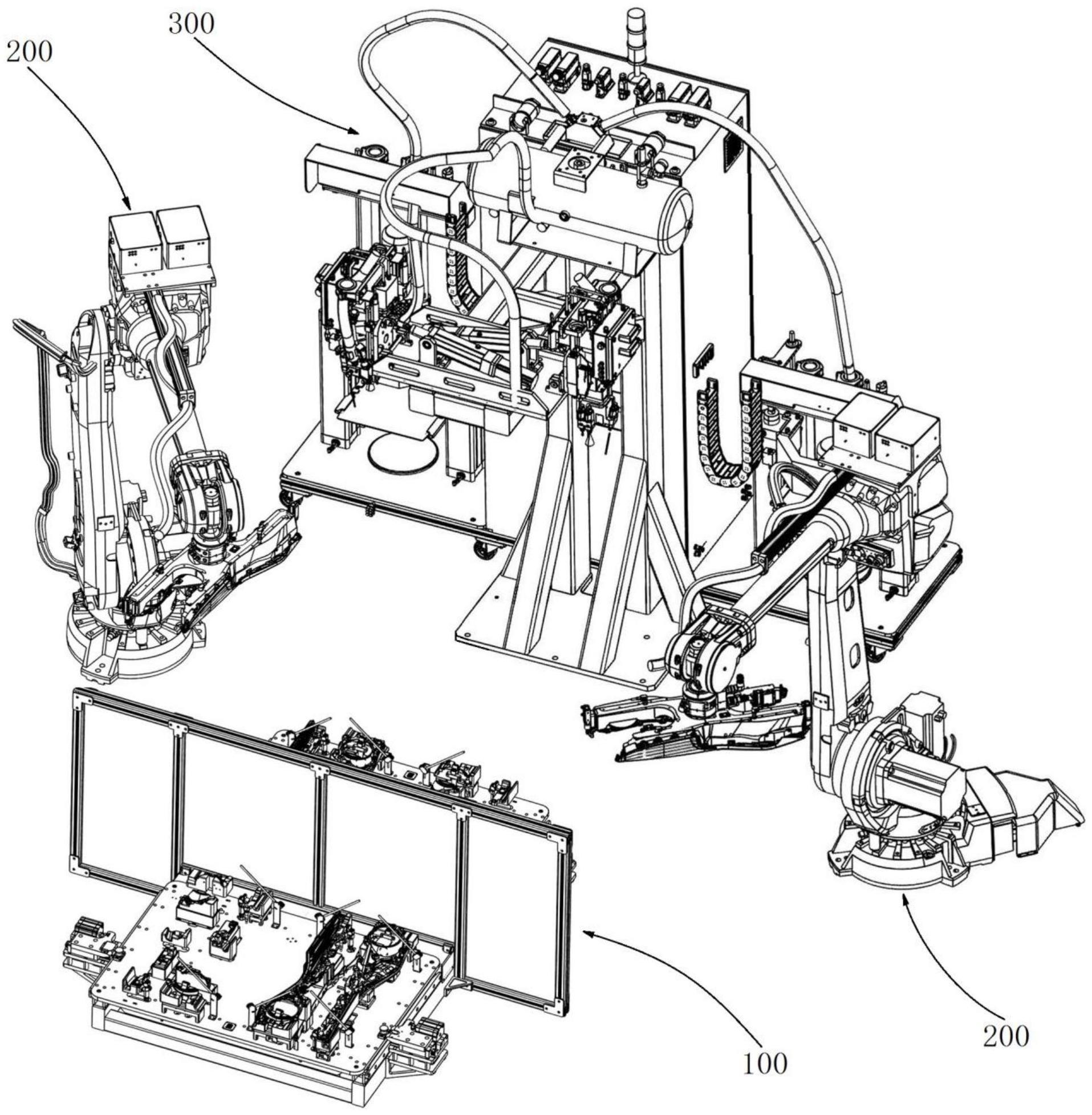
2、本发明提供了一种汽车扶手骨架喷胶设备,具有这样的特征,包括:支撑供料装置,用于支撑工件并向下述抓取装置供料,包括旋转工作台、安装在旋转工作台上的支撑框架、以及可拆卸地设置在支撑框架上的两个工件支撑机构,两个工件支撑机构关于旋转工作台的中心轴对称布置,每个工件支撑机构包括支撑台以及设置在支撑台上的支撑模胎、第一夹紧组件、顶升组件和到位检测传感器,支撑模胎包括固定在支撑台上的第一支撑部和由顶升组件作用相对于支撑台可升起的第二支撑部,第一支撑部和第二支撑部均具有与工件构造相适配且用于支撑和定位工件的仿形结构;抓取装置,用于在支撑供料装置上抓取和放置工件,以及带动工件移动来配合下述喷胶装置进行喷胶加工,包括工件抓取机构和带动工件抓取机构移动的六轴机器人;以及喷胶装置,用于对工件喷胶,包括具有胶枪的压盘式热熔胶机和胶枪角度调整机构,胶枪悬置且具有能喷不同形状胶的多个喷嘴;其中,支撑供料装置具有供工件上下料的上下料工位和供抓取装置取放工件的喷胶抓取工位,并且通过旋转工作台实现两个工件支撑机构在上下料工位和喷胶抓取工位之间的交替流转。
3、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:支撑框架包括底架以及设置在底架上的滚轮组件、第一侧边定位组件和第二侧边定位组件,滚轮组件供工件支撑机构在支撑框架上安装或拆卸时移动使用,第一侧边定位组件设置在底架上的两侧,用于从两侧对工件支撑机构定位,第二侧边定位组件设置在底架的中部,用于从与第一侧边定位组件作用方向相水平垂直的方向对工件支撑机构定位。
4、进一步地,第一侧边定位组件包括第一侧边定位气缸、第一卡接件、以及直线导轨,第一侧边定位气缸的活塞端水平朝向所在侧的对侧设置,第一卡接件与第一侧边定位气缸的活塞端连接且安装在平行布置于第一侧边定位气缸旁侧的直线导轨上,支撑台上的两侧设有与第一卡接件定位配合的第一定位柱;第二侧边定位组件包括第二侧边定位气缸、定位销、以及第二卡接件,第二侧边定位气缸的活塞端对应工件支撑机构沿滚轮组件从支撑框架上卸下的方向设置,定位销与第二侧边定位气缸的活塞端连接,第二卡接件布置在第二侧边定位气缸的旁侧,支撑台上的端侧设有与定位销定位配合的销孔和与第二卡接件定位配合的第二定位柱。
5、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:第一夹紧组件设置在第一支撑部所在处,且包括第一夹紧气缸、第一夹紧头、以及第一夹紧头座,第一夹紧气缸的缸体固定在支撑台或第一支撑部上,第一夹紧头与第一夹紧气缸的活塞端铰接,并且铰接在第一夹紧头座上,第一夹紧头座固定在第一夹紧气缸的缸体上,第一夹紧头由第一夹紧气缸的活塞杆带动绕第一夹紧头座翻转,实现将工件压紧在第一支撑部上或松开工件。
6、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:顶升组件设置在第二支撑部的底部,且包括顶升气缸、导向轴承、以及导向轴,顶升气缸的缸体固定在支撑台的底部,顶升气缸的活塞端竖直向上地穿过支撑台,并与第二支撑部的底部连接,导向轴承安装在支撑台上,导向轴与导向轴承相配合且其上端与第二支撑部的底部连接。
7、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:到位检测传感器包括设置在支撑模胎上的第一到位检测传感器和设置在支撑模胎旁侧的第二到位检测传感器,第一到位检测传感器通过其受到的压力来检测工件是否安置到位,第二到位检测传感器通过测量其与工件相应部位的距离来检测工件是否安置到位。
8、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:工件抓取机构包括抓取座以及设置在抓取座上的工具侧快换盘、第二夹紧组件和掉落检测传感器,抓取座具有与工件匹配的仿形模胎部。
9、进一步地,仿形模胎部的底面和侧面为与工件匹配的接触面,第二夹紧组件包括第二夹紧气缸、第二夹紧头、以及第二夹紧头座,第二夹紧气缸的缸体固定在仿形模胎部的侧面上,第二夹紧气缸的活塞端对应仿形模胎部的底面方向设置,第二夹紧头与第二夹紧气缸的活塞端铰接,并且铰接在第二夹紧头座上,第二夹紧头座固定在第二夹紧气缸的缸体上,第二夹紧头由第二夹紧气缸的活塞杆带动绕第二夹紧头座翻转,实现将工件压紧在仿形模胎部上或松开工件。
10、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:胶枪角度调整机构包括角度调整电缸和倾角检测传感器,角度调整电缸通过活塞杆伸缩带动胶枪改变倾斜角度。
11、在本发明提供的汽车扶手骨架喷胶设备中,还可以具有这样的特征:工件包括第一汽车扶手骨架工件和第二汽车扶手骨架工件,第一汽车扶手骨架工件和第二汽车扶手骨架工件为内侧结构不同的两个狭长型构件,且能对合构成一个完整的汽车扶手骨架;第一支撑部用于支撑和定位汽车扶手骨架工件的端部部分,第二支撑部用于支撑和定位汽车扶手骨架工件的主体部分;工件抓取机构用于同时抓取一个第一汽车扶手骨架工件和一个第二汽车扶手骨架工件。
12、发明的作用与效果
13、根据本发明所涉及的汽车扶手骨架喷胶设备,因为包括支撑供料装置、抓取装置、以及喷胶装置,其中,支撑供料装置具有上下料工位和喷胶抓取工位,并通过旋转工作台带动其上两个工件支撑机构旋转,实现向抓取装置交替供料,抓取装置能抓取并带动工件移动,喷胶装置的胶枪设置在固定位置且倾斜角度可随时调整,并且胶枪具有能喷不同形状胶的多个喷嘴;本喷胶设备在喷胶作业时,抓取装置带动工件移动来配合胶枪出胶,实现对汽车扶手骨架工件上不同部位喷不同形状胶的喷胶加工。所以,本汽车扶手骨架喷胶设备很好地满足了狭长形汽车扶手骨架工件的喷胶加工需求,解决了现有设备中的胶枪因重量较大(本技术中单个三喷嘴胶枪重达20kg)而不适合长路径移动的作业痛点,还设置了双工位的支撑供料装置,不仅提高了加工效率,而且其工件支撑机构通过部分支撑结构的升降变化能满足工件在喷胶加工前后的不同支撑需求,具有很好的适应性。
- 还没有人留言评论。精彩留言会获得点赞!